连铸二冷喷嘴传热系数的实验研究
- 格式:pdf
- 大小:215.55 KB
- 文档页数:5
A sa Its e i u c owt d s, lpso n lhit a psr o h t f b c n p rn e e f r i nze in o e ha i rse e tne r t t h a , n s a e t o ot , e n r u n rsr i p f l e ny i z g d e aa
3 测试结果与分析
图2 试 加热到 1 0 后 冷却 系 试 给出了 样 2 ℃ 喷水 传热 数随 样表面沮 0 度的 化关系, 变 实验条 件 是 水压为01 a / S 11 H 水喷 其钡 处的 .i 的3KH3 2 U型 嘴, 1 1P v 8 4 量 水流密 度为17. s 从图 .0I 2 可 9 J . m 知, 温 表面 度大 约在 60 , 该 度传热系 值 速上升, 此 度传 数 化平 0' 低于 温 C 数 快 大于 温 热系 值变 缓, 该临界 温度就是 人们常说的Lino 温度。 基本描 喷雾冷却的 温 e ert d fs 该图 绘了 不同 度区间 传 热系 数值的 化趋势, 变 对应的 机制是: eert 度以 传热 在Lino温 上发生 d fs 稳定沸 氏 eert 腾月 于Lino d fs
土坠些进全 鲤 与 工 的 学 年 丝 热 zz 术 会
连Байду номын сангаас二冷啧嘴传热系数的实验研究
文光华 唐 萍 韩志 伟 梅峰
( 重庆大学)
阮晓明 张 立
( 钢铁股份有限 ) 宝山 公司
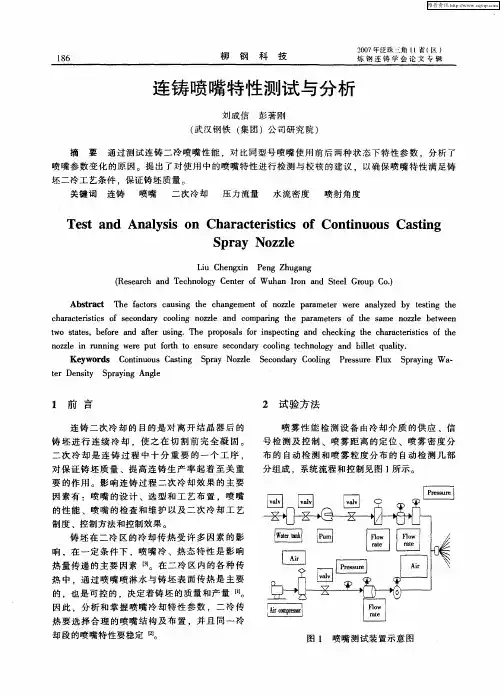
摘 要 本文利用喷嘴传热系数测定 装置,实验研究了 水流密 度、a嘴位置 A I 及安置高度、雾化空气 挂力对传热 系数的影响。得到了 水流密度与传热系数的定量关系.利用这些喷嘴传热系数测试结果就可方便地对连铸三 冷 凝固传热过程进行计算机仿真,分析冷却水量大小和水流密度分布不 均匀性对铸坯表面 温度、M 波动和铸坯 质量的影响,为 优化连铸二冷工艺 制度和选择喷嘴型号及布置 方式提供依据.
温 先 发 部 核 沸 然 是 胞沸 最 在 度 低 情 试 表面 湿, 度首 是 生 分 胞 腾, 后 核 腾, 后 温 较 的 况下 样 润 主 要 通 强 对 来 现 却 , 3℃ 热 数 到 大 在 铸 冷 程 , 坯 面 是 过 制 流 实 冷 的 在 0 传 系 达 最 。 连 二 过 中 铸 表 0
坯温 变化的。 铸坯 温度为T 冷却 度而 设 表面 , 水温度为T, 位面 , w 单 积热传递 。 K /' 量 (Wm) 可用 (式表示: 1 ) D (T 一 w) H c=h s T + r () 1
(式 r 号 辐 散 率 代 热 递 数, Wm ℃ 它 着 坯 面 度 于表 射 热 。h 表 传 系 k / ・ , 随 铸 表 温 和 1 中H 是 ) '
兄 — I = ax
h,一 , ( ,) 。
了 ‘ 、 了 ‘ 、
凡
、 .尹
之 二 a 十b t
6
、, 尹
根据测定试样不同 时刻的 温度结果, 通过一元差分传热计算就可算出各个表面温度的热传 递率的 值, 应就 瞬时 相 得到喷嘴喷雾水与 铸坯表 面间的 传热系 数。
测试 是 根据宝 供的 类型 喷嘴 钢提 六种 喷嘴, 水喷 个, 其中 嘴四 汽水喷 嘴二个。 在不同 量 水 水 ( 流密 、 度) 气压和位里 件下 条 进行测试, 实验 每次 重复二 次。
温 度一般均大于6 ', 在 8 '-1 0 范围 大于Lino 温 界点, 此, 0 C 大多 5 C 0 ℃ 内, 0 0 5 e e s 度临 df t r 因 二 热机制归 稳定 膜沸 在实 冷传 属于 薄 腾, 验中, 样测 温度范围为1 0 - 0', 试 试 1 ' 70 低于7 5C C 0 0
h=f T , ) ( s ( o () 2
确 传 系 实 方 主 有 种: 定 和 稳 态 在 定 方 , 样 经 的 验 法 要 两 稳 悉 非 定 法。 稳 态 法中 试 在 定 热 数
喷 雾 嘴喷 水冷却的同 被 时 加热, 种方 要 这 法需 在特定的 温度条 件下, 建立一 统 衡, 种系 热平 但 这种热平衡难于控制和实现。 而非 态法就是 试 先加 要求的 稳定 被测 样首 热到 温度, 在 然后 选定的 位置( 验方 实 案条件卜 ) 进行喷 淋冷却。 水冲击 表面, 表面 喷雾 铸坯 使其 温变 低, 成一定的 降 形 温度梯 试 部的 度, 样内 热 量垂直于 试样表面 传出。 从一 嘴的 仅 个喷 冷却局 部来看, 论是板 无 坯或方 均属 维传 坯 一 热。 因 此测定 喷嘴喷雾 水滴与铸 表面之间 传热系 坯 的 数时, ( 样 的传热 足一 传热微分 铸坯 试 ) 便满 维
W n n u T g Hn e M Fn ha n P g aZi i i Xa n g a L eG a ug a i n h w ee g Ra itn Z n i u n o i h g
(hng g vrt e o L . a In S eC . t) Cogi U isy n n ei) (as n ad l d Bo r n t h o ,
ceie wri ei t b mas e neu m nonze tn eceie Te n rsn of it s ad e ot ttg i e f lha r sr cn hri epsos cn e n t e y n f ei q p t e v g h s o e a f of it ao x ei t t
bte hatn ec f it wt d s w rotndBs o t ttg l oh t sr ie e e e r sr i nad e e i e i . d h ei r us e tnf c f it w n t f o c n ar t e b e a n s e t f r e o cn a e e ny a e e n s a a e
o nzesifao p c s otuuctg odrcon zn f lu sews s ut 勿 f z, i tn e ocnnos i s na lg e i i tl tl i le o l odi i r s f i l c o a n e y o i o o q d a ry ad s c r e u m cm u r h h c ocon wt vl ea m e owt d s dt uo o sa srct pru , o pt, ees olg e o m , m t ar i r tn t d a e ete ew i f t f i ar c u s y r f e t i i i n u e ar y e ny s b r n f m t pru fcao a sad l w ra le. f nao ws id pmz s odrcon e ete ttn tn qat e y dTe d i ap v e tot i e na lg m arl ui n r u i e n z h o tn r d o i e y oi u d y a u o c s t , snze ad ne z s e e ye co e z t e aagnze m . sm ho o l y n r p r olc h K y od c tuuc tg na con nze ar sr cn ew rs nnos i s odr lg z h t f c f it oi a n e y o i o l e tne oi e s c a e
图.实 验室传热系数侧定装置示意图
2 测试原理和方法 . 2 连铸 热传递过程的 模型 确定 喷雾冷却工 数学 是 喷嘴 艺制度的 好方法。 连铸 凝固 最 在 钢液 过 程中, 传热数学模型 给出 温度和 厚 凝固 可以 坯壳 凝固 度随时间 ( 位置) 化规 或 变 律。当 铸坯进 入 开 和离 喷嘴喷淋区时, 冷却 收 不 如果 击 合理, 坯表面温 使铸 度波动剧烈, 容易导 致铸坯应力 的产生,从而引发铸坯裂纹或加重裂纹的扩展,影响铸坯质量。 传 热数学 模型包 括解内 热微 程和 导 分方 确定表面 换两 面。内 热微分方 热交 个方 导 程数值解 已 常 经非 成热: 难点在于 条件 热交换 ( 边界 一 传热系数) 多少的 确定,以 热传递 样随 及 是怎 铸
方程
一 —
一t , n5 s0} 1#} fA.0f 一一一一一 l - b 22 i
P“dz =
dr d
—
些 (3) (4)
热传 导基 本 方程 : 初始条件 : 边 界条件 :
导热 系数 :
‘ _ at、
}沁 —
岁x \ t,
夕x j
1
a = cI a r。 !
at
关键词 连铸二冷 喷嘴 传执系教
E pr et S d o H aTa f C e ie oN zl uy et s r f i t oz xem n l n r e o c n f e i at n iScna on Zn n odrC lg e e y oi o
1 前言
连 铸坯质量缺陷, 如 裂纹 ( 诸 表面 如角部 横裂) 裂 ( 角区 、内 如三 裂纹) 心 、中 偏析和 状 形 缺陷 ( 鼓肚) 都与 如 等 二次冷却 直接有 这是因 钢的 温机 关, 为 高 械力学性能 温度 与 有着强 烈的 依赖关系, 坯a 铸 度及分 布又决 铸 定于 坯冷却 条件。 传热 以 系数来 表征二次 冷却区 冷 效 喷水 却 率, 传热系 数越大, 冷却 二次 效率就 。 在实际 连铸机 越高 但是 生产 上测定喷嘴喷水 铸坯的 冷却 传热系 数是比 难的, 一 较困 所以 般在实 采 模拟 测定不同 验室 用热 装置 喷嘴结 构喷雾 水滴与高 温 铸坯表面的 传热系 所 数。 得到的 表面 铸坯 传热系 喷 流密度定量关系式为 冷凝固 数与 嘴水 二 传热 计算 机仿真 提供 准确的 条件, 进一 计 边界 为 步设 合理的 冷工艺 度打下基 具 二 制 础, 有非常重 要 的实际意义。 本 测试工 作是针对 宝钢 上海 板坯连 铸机铸 坯冷却 上 段 使用的 六种类型 喷嘴, 在通过 嘴 对喷 冷态 特性参数测试的 础上, 传热系}} 装置 不同 基 利用 l4 y 定 测定 水流密 喷嘴 } 度下 喷雾水 铸坯 与 表 面之间的 传热系数。