轧制理论)轧制原理PPT
- 格式:ppt
- 大小:3.15 MB
- 文档页数:12


轧制原理第1章轧制过程基本概念轧制:⾦属通过旋转的轧辊受到压缩,横断⾯积减⼩,长度增加的过程。
纵轧:⼆轧辊轴线平⾏,转向相反,轧件运动⽅向与轧辊轴线垂直。
斜轧:轧辊轴线不平⾏,即在空间交成⼀个⾓度,轧辊转向相同,轧件作螺旋运动。
横轧:轧辊轴线平⾏,但转向相同,轧件仅绕⾃⾝的轴线旋转,没有直线运动。
轧制过程:靠旋转的轧辊与轧件之间的摩擦⼒将轧件拖⼊辊缝之间,并使之受到压缩产⽣塑性变形,获得⼀定形状、尺⼨和性能产品的压⼒加⼯过程。
体积不变规律:在塑性加⼯变形过程中,如果忽略⾦属密度的变化,可以认为变形前后⾦属体积保持不变。
最⼩阻⼒定律:物体在塑性变形过程中,其质点总是向着阻⼒最⼩的⽅向流动。
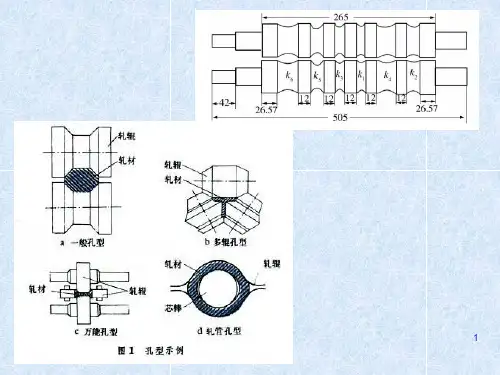
简单轧制过程:轧制时上下辊径相同,转速相等,轧辊⽆切槽,均为传动辊,⽆外加张⼒或推⼒,轧辊为刚性的。
变形区概念:轧件承受轧辊作⽤,产⽣塑性变形的区域。
⼏何变形区:轧件直接承受轧辊作⽤,产⽣塑性变形的区域。
物理变形区:轧件间接承受轧辊作⽤,产⽣塑性变形的区域。
接触弧s (咬⼊弧):轧制时,轧件与轧辊相接触的圆弧(弧AB )咬⼊⾓α:接触弧所对应的圆⼼⾓。
变形区(接触弧)长度(l ):接触弧的⽔平投影长度。
咬⼊⾓α: △h = D (l-cos α)cos α=1- △h /D变形区长度l 简单轧制,即上下辊直径相等。
绝对变形量:轧前、轧后轧件尺⼨的绝对差值。
压下量△ h = H-h宽展量△b = b-B延伸量△l = l- L相对变形量:轧前、轧后轧件尺⼨的相对变化。
相对压下量ε=(△h/H )% e = ln h/H相对宽展量εb=(△b /B )% eb= ln b/B相对延伸量εl=(△l/L )% el= ln l/L 。
变形系数:轧前轧后轧件尺⼨的⽐值表⽰的变形。
压下系数:η=H/h宽展系数:β(ω)= b/B延伸系数: µ (λ)=l/L总延伸系数与总压下率(累积压下率)设轧件原始⾯积为F0 ,经过n 道次轧制后⾯积为Fn ,则轧制过程:靠旋转的轧辊与轧件之间的摩擦⼒将轧件拖⼊辊缝,并使之受到压缩产⽣塑性变形,获得⼀定形状、尺⼨和性能的压⼒加⼯过程。