6西格玛过程能力分析
- 格式:pptx
- 大小:5.89 MB
- 文档页数:21
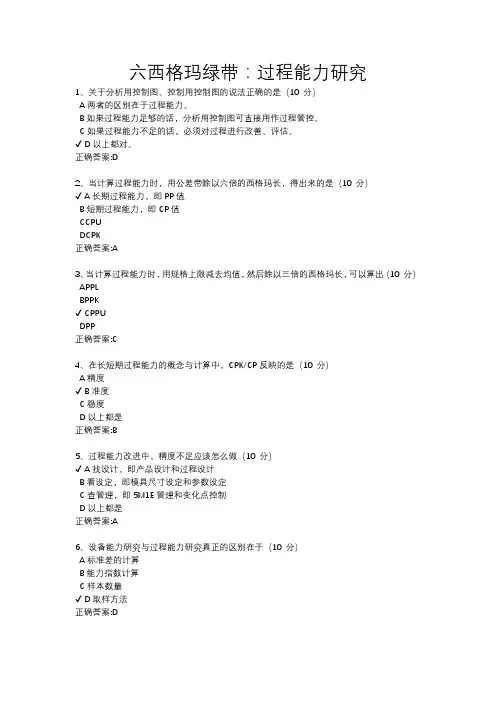
六西格玛管理(6sigma)过程能力分析须明确哪些要素过程能力和过程绩效分析是评价过程满足预期要求的能力及其表现的方法。
过程能力分析在六西格玛DMAIC项目中十分重要,它是评价过程基线及改进方向和目标的重要工具。
因此,过程能力分析是测量阶段的一项重要工作。
一、在着手过程能力分析时,必须明确如下要素:1、过程输出特性。
这是项目工作从界定阶段就已明确的。
2、对过程输出特性的要求。
在进行过程能力分析时,必须识别并明确顾客(内部的或外部的)对过程输出特性的要求,包括目标值和规格限或容限。
通常将规格上、下限记为USL和LSL。
对制造过程来说,识别目标值和规格限是比较容易的。
因为工程上对此一般都有明确的规定。
但对非制造类的过程来说,需要项目团队投入精力识别并明确这些要求。
3、抽样方案。
不同的抽样方案,反映了过程的不同情况和状态。
比如,在研究过程的短期能力时,抽取的样本应尽可能仅受到随机因素的影响。
4、过程是否稳定或具有可预测的分布。
过程能力分析的假设前提是输出服从正态分布。
因此,过程应是稳定或统计受控的。
对那些非正态分布的情况,应进行适当的坐标变换,将其转换为正态分布的情况。
二、确认上述要素的基础上,运用统计工具展开的六西格玛过程能力分析就是在确认上述要素的基础上,运用六西格玛统计工具展开的。
为此,我们定义下述概念:过程短期波动(inherent process variation),也称样本内的波动,是仅由短期内随机因素影响而产生的过程波动。
这部分波动可以通过计算样本内部的极差R 或标准差S进一步求出平均的极差R或综合标准差(pooled standard deviation) S,利用R/d2或S/C4估计过程短期波动的标准差σwithin。
过程的总波动,是由随机因素和系统因素影响而产生的波动。
它可以由所有样本标准差S估计长期的总波动的标准差σoverall。
过程能力PC,是过程固有波动的六西格玛within范围。


六西格玛绿带:过程能力研究1、关于分析用控制图、控制用控制图的说法正确的是(10 分)A两者的区别在于过程能力。
B如果过程能力足够的话,分析用控制图可直接用作过程管控。
C如果过程能力不足的话,必须对过程进行改善、评估。
✔ D以上都对。
正确答案:D2、当计算过程能力时,用公差带除以六倍的西格玛长,得出来的是(10 分)✔ A长期过程能力,即PP值B短期过程能力,即CP值CCPUDCPK正确答案:A3、当计算过程能力时,用规格上限减去均值,然后除以三倍的西格玛长,可以算出(10 分)APPLBPPK✔ CPPUDPP正确答案:C4、在长短期过程能力的概念与计算中,CPK/CP反映的是(10 分)A精度✔ B准度C稳度D以上都是正确答案:B5、过程能力改进中,精度不足应该怎么做(10 分)✔ A找设计,即产品设计和过程设计B看设定,即模具尺寸设定和参数设定C查管理,即5M1E管理和变化点控制D以上都是正确答案:A6、设备能力研究与过程能力研究真正的区别在于(10 分)A标准差的计算B能力指数计算C样本数量✔ D取样方法正确答案:D多选题1、过程能力研究的步骤有哪些(10 分)A过程能力研究计划B数据搜集C过程能力指数计算与评价D过程改善正确答案:A B C D2、设备能力研究与过程能力研究在哪些方面有异同(10 分)A取样方法B样本数量C标准差的计算D能力指数计算正确答案:A B C D判断题1、过程能力研究的目的是评价公司稳定提供满足顾客需求产品的能力,并做针对性的改善。
(10 分)✔ A正确B错误正确答案:正确2、西格玛长从长期来看,是一个总体性的反映,西格玛长比西格玛短更客观反映真实情况。
(10分)✔ A正确B错误正确答案:正确。
6西格玛过程能力分析六西格玛过程能力分析是一种用于衡量和改进过程质量和效率的方法。
它基于六西格玛质量管理体系,旨在降低过程的变异性,提高过程的稳定性和能力。
过程能力表示一个过程在一定的条件下能够达到的最大状态,即过程在实际操作中实现目标的能力。
而过程能力分析则是通过对过程进行量化分析,以确定过程的能力水平,从而为改进和优化过程提供指导。
六西格玛过程能力分析通常包括以下几个步骤:1.确定关键因素:通过对过程的分析和理解,确定影响过程性能的关键因素。
这些因素可以是人力、设备、材料、方法等各个方面。
2.收集数据:收集与关键因素相关的数据,并进行准确和全面的记录。
数据可以包括产品质量指标、过程时间、过程成本等。
3.数据分析:对收集到的数据进行统计分析,探索数据的分布特征、关系和趋势。
常用的数据分析方法包括直方图、散点图、箱线图等。
4. 过程能力计算:根据统计分析的结果,计算过程的能力指标。
常用的过程能力指标有过程能力指数(Cpk)、过程稳定性指标(Pp/Ppk)等。
Cpk衡量了过程实际产出与规格要求的允许范围之间的关系,而Pp/Ppk衡量了过程的分布性能和稳定性。
5.过程改进和控制:根据过程能力分析的结果,确定过程改进和控制的措施。
可以使用各种质量工具和方法,如因果图、5W1H分析、PDCA循环等,来改进和优化过程,提高过程能力。
六西格玛过程能力分析的核心是准确收集和分析数据,并通过数据分析结果来评估过程的能力水平。
通过这种方法,可以合理评估现有过程的能力,找出存在的问题和不足之处,并采取相应的改进措施,以提高过程的质量和效率。
总的来说,六西格玛过程能力分析是一种重要的质量管理方法,它可以帮助组织了解过程的能力水平,发现问题和改进机会,并通过改进过程来提高产品和服务的质量。
通过六西格玛的实施,组织可以不断精益求精,持续提高自身的核心竞争力。
CPK培训,6西格玛1. 背景介绍CPK(Capability Process Kitchen)是一种用于评估过程稳定性和能力的统计分析方法,它是6西格玛方法论的重要工具之一。
CPK培训旨在帮助组织了解和应用CPK方法,以优化过程并最大限度地减少过程的变异性。
2. 6西格玛概述6西格玛是一种以数据为基础的管理方法,旨在通过降低过程的变异性来提高质量和效率。
它得名于希腊字母σ(西格玛),代表标准差。
6西格玛方法论强调通过减少缺陷和改进过程来实现持续质量改进。
它采用DMAIC(Define, Measure, Analyze, Improve, Control)的步骤,从定义问题开始,通过数据分析找出根本原因,并通过改进措施来解决问题,最终在控制过程中保持改进的效果。
3. CPK的概念和计算方法CPK是一种用于衡量过程能力的指标,可以帮助组织了解过程的稳定性和一致性。
CPK值越高,说明过程的变异性越小,过程能力越高。
CPK值的计算基于统计分析和过程的规格限制,可以通过以下公式计算:CPK = min((USL - μ) / (3σ), (μ - LSL) / (3σ))其中,USL是上规格限,LSL是下规格限,μ是过程的平均值,σ是过程的标准差。
4. CPK培训内容4.1 CPK的作用和意义在CPK培训中,我们将重点介绍CPK的作用和意义。
CPK可以帮助组织评估过程的能力,并确定是否达到质量标准。
通过了解CPK的概念和计算方法,组织可以更好地了解过程的稳定性和一致性,以及如何改善过程并减少变异性。
4.2 CPK的计算示例在CPK培训中,我们将通过实际案例演示CPK的计算方法,以帮助学员理解和应用这一方法。
我们将使用真实数据和统计工具进行计算,并解释计算结果的含义。
学员将有机会亲自实践,以加深对CPK 的理解和运用。
4.3 CPK与6西格玛的关系CPK是6西格玛方法论的一部分,是实施6西格玛项目的重要工具之一。
西格玛过程能力分析西格玛过程能力分析是企业质量管理中的一种方法,可用于评估和改进业务流程的稳定性和可靠性。
该方法提供了一种量化分析流程是否稳定的方式,可以帮助企业发现并消除流程中的问题,以提高业务质量和效率。
背景西格玛过程能力分析源自于六西格玛(Six Sigma)质量管理方法,该方法旨在通过统计学方法和业务流程改进来最小化缺陷数量。
西格玛过程能力分析则是六西格玛方法中的一个组成部分,该方法旨在通过控制流程变异性和寻求改进机会,提高业务流程的稳定性和效率。
西格玛过程能力分析可用于任何类型的业务流程,包括生产、设计、行政等。
此外,该方法还可以与其他质量管理工具结合使用,如因果分析、根本原因分析和流程流程度等。
西格玛过程能力分析的原理西格玛过程能力分析基于几个关键指标,包括流程稳定性、流程能力和六西格玛质量水平等。
以下是这些指标的说明:•流程稳定性:流程稳定性是指流程在不受特殊因素影响时,其重复性和稳定性的指标。
流程稳定性的好坏是评估流程可靠性的一个关键因素。
该指标通常通过控制图(Control Chart)方法来测量。
•流程能力:流程能力是指流程的输出是否能够满足客户需求的指标。
该指标通常通过指标先进制(Capability Index)来测量。
一般情况下,流程能力指数Cp要大于等于1.33,流程整体流程能力指数Cpk要大于等于1.67,以达到六西格玛质量水平的要求。
•六西格玛质量水平:六西格玛是一个质量管理体系,其目标是使业务过程中每100万个机会的缺陷数量不超过3.4个。
西格玛过程能力分析的步骤西格玛过程能力分析通常分为以下步骤:1.确定需要分析的流程,并确定需要收集的数据。
2.收集数据,并使用流程控制图分析流程稳定性。
3.计算流程能力指数,以判断流程是否能够满足客户的需求。
4.如果流程能力差,则需要进一步分析流程变异性的原因,并设计改进措施。
5.实施改进措施,并重复上述步骤,以确定改进的效果。
六西格玛计算公式案例解析六西格玛是一种统计学方法,旨在通过分析数据和过程以减少变异性,提高生产质量。
六西格玛计算公式是用于测量过程的性能和稳定性的数学工具。
本文将通过一个实际案例来解析六西格玛的计算公式和使用方法。
假设电子产品制造公司在生产过程中发现有关键组件的不良率过高,导致了不少产品需重新修复或者报废。
为了改进生产过程,公司决定使用六西格玛方法来分析并改善该过程的稳定性和质量。
首先,公司将收集实际数据,包括每个生产周期内所生产的产品数量以及其中不良品的数量。
假设公司连续进行了500个周期的生产,每个周期生产1000个产品。
在这500个周期内,共生产了500,000个产品。
第一步,我们需要计算不良品的比例。
假设在这500,000个产品中,有5,000个是不良品。
因此,不良率可以用下面的公式计算:不良率=不良品数量/总产量不良率=5,000/500,000不良率=0.01得到不良率为0.01,即每100个产品中有1个是不良品。
第二步,我们需要计算过程性能指数Cp。
过程性能指数是用于衡量生产过程是否符合规格要求的一个指标。
计算公式如下:Cp=(上限规格-下限规格)/(6*标准差)这里假设产品的规格要求范围为定为0.95到1.05、为了计算标准差,我们首先需要计算平均数。
平均数=总产量/总周期数平均数=500,000/500平均数=1,000然后,标准差可以通过以下公式计算:标准差 = sqrt((每个周期的不良品数量 - 平均数的平方) / (总周期数 - 1))在这个案例中,每个周期的不良品数量是10。
标准差的计算公式如下:标准差 = sqrt((10 - 1,000)^2 / (500 - 1))标准差=194.44最后,我们可以计算过程性能指数Cp:Cp=(1.05-0.95)/(6*194.44)Cp的值小于1,说明该生产过程的性能不达标。
第三步,我们需要计算过程能力指数 Cpk。
过程能力指数是用于衡量生产过程能否产生处于规格界限内的产品。
六西格玛六西格玛(Six Sigma)六西格玛管理法简介六西格玛(6σ)概念于1986年由摩托罗拉公司的比尔·史密斯提出,此概念属于品质管理范畴,西格玛(Σ,σ)是希腊字母,这是统计学里的一个单位,表示与平均值的标准偏差。
旨在生产过程中降低产品及流程的缺陷次数,防止产品变异,提升品质。
六西格玛的由来六西格玛(Six Sigma)是在九十年代中期开始被GE从一种全面质量管理方法演变成为一个高度有效的企业流程设计、改善和优化的技术,并提供了一系列同等地适用于设计、生产和服务的新产品开发工具。
继而与GE的全球化、服务化、电子商务等战略齐头并进,成为全世界上追求管理卓越性的企业最为重要的战略举措。
六西格玛逐步发展成为以顾客为主体来确定企业战略目标和产品开发设计的标尺,追求持续进步的一种管理哲学。
20世纪90年代发展起来的6σ(西格玛)管理是在总结了全面质量管理的成功经验,提炼了其中流程管理技巧的精华和最行之有效的方法,成为一种提高企业业绩与竞争力的管理模式。
该管理法在摩托罗拉、通用、戴尔、惠普、西门子、索尼、东芝行众多跨国企业的实践证明是卓有成效的。
为此,国内一些部门和机构在国内企业大力推6σ管理工作,引导企业开展6σ管理。
源于摩托罗拉的6 sigma系统成为质量管理学发展的里程碑之一。
6 sigma系统由针对制造环节的改进逐步扩大到对几乎所有商业流程的再造,从家电Whirlpool, GE, LG,电脑Dell,物流DHL,化工Dow Chemical, DuPont,制药Agilent, GSK,通信Vodafone, Korea Tel,金融BoA, Merrill Lynch, HSBC,到美国陆海空三军,都引进6 sigma系统。
6σ管理法的概念6σ管理法是一种统计评估法,核心是追求零缺陷生产,防范产品责任风险,降低成本,提高生产率和市场占有率,提高顾客满意度和忠诚度。
6σ管理既着眼于产品、服务质量,又关注过程的改进。
六西格玛之过程能力分析
六西格玛法(Six Sigma)是一种整体管理方法,旨在提高产品及服务
的质量,通过采用统计方法及流程分析,帮助组织实现目标。
一般情况下,组织通过使用六西格玛法来实现杰出领导力(DMAIC)的5个步骤:定义、
测量、分析、改进、控制。
定义:这一阶段的目标是确定组织想要实现的成果,包括产品和服务
的质量或性能,以及有效实施可持续的改进所需的总体目标。
测量:在这一阶段,组织还要建立一个详细的过程测量模型,以统计
可用的指标,以及确定他们的改进的历史数据。
分析:这一阶段的目标是使用因果分析方法,找出产品和服务质量问
题的原因。
改进:在这一阶段,六西格玛法建议采取一系列行动,以便消除质量
损失的原因。
控制:最后,六西格玛法建议实施一些控制措施,以便确保新改进的
成果可以持续完成。
六西格玛之过程能力分析(Six Sigma Process Capability Analysis)是一种统计技术,用于帮助组织有效地分析、改进和控制其产品及服务质
量的流程能力。
这是一种受管理的绩效测量工具,它把流程定义成可定性
描述的参数,以其中一种程度来衡量产品及服务的质量端到端的能力。
此外,六西格玛之过程能力分析也可以为组织提供有价值的信息。
此处是大标题样稿字样十五字以内一般我们讲CPK时是指“制程能力指数研究”英文是:Process Capability AnalysisLSL USL制程能力研究包含以下两方面:•离散型与连续型数据能力研究•短期能力研究与长期能力研究製程能力是指製程的均一性,而製程能力分析就是逐步設法減少製程中的變異使製程能符合要求或規格.离散型数据数据收集在Excel 或Minitab 中分析能力表示方式DPU,PPM,%不良连续型数据数据收集在Minitab 中分析能力表示方式DPU,PPM,CP,CPK,PP,PPK数据类型数据分类客户要求1 2 3 4 5错误个数合格(X<=3)缺陷(X>3)客户要求90 装配时间(分钟)缺陷(X>80)合格(X<=80)离散型连续型計量值(Variables):連續性,即兩數值間有無限可能數字.計數值(Attributes):間斷性,即兩數值間只容許有限可能數字.名詞介紹:批(Lot):在相同條件下生產之一群東西的集合.樣本(Sample):要研究某種特性的部分個體之集合.不良率P=d/n=不良數/檢驗數良品率=1-不良率.影響度=(不良各數/不良總數)*100%.PPM(Parts Per Million):每百萬個單位的不合格數. SU:產品之規格上限.SL:產品之規格下限.u:規格中心值.X:平均數=∑X/n,所有數據集合之重心.σ:標準差= ∑(X-X)²/n 所有數據點與平均數之平均距離.公差概述1.平衡公差:18.0 +-0.5.2.不平衡公差:18.0 +0.5–0.2 or 18.0 +0.3 –0.53.單向公差:18.0 +0.2+0.8 or 18.0 -0.3-0.94.單邊公差:30以上,15以下5.T:規格公差=規格上限-規格下限为什么要研究CPK?我们在制程中收集数据进行分析时,经常会问到 “这个制程有足够的能力来生产合格品?”,“它有一个怎样的质量保证能力?”过程能力指数是度量一个过程加工质量方面的能力或度量一个过程满足客户要求的程度。
(2)六-西格玛管理(简称6σ):1.六–西格玛管理定义:实质是对过程的持续改进,它是一种持续改进的方法。
六-西格玛管理活动体现了“只有能够衡量,才可以实施改进”的思想。
要改进质量,首先必须能够衡量质量。
摩托罗拉公司创造性地引入了一个衡量质量的通用指标,称为“百万机会缺陷数”(简称DPMO,Defects Per Million Opportunity )。
由于DPMO是一个比率,从而可以将之与正态分布曲线上的σ西格玛范围内所包括的面积相对应,每一个DPMO的取值都可以用一个相应的西格玛来表示,反之也一样(在将DPMO与西格玛值进行对应时,正态分布曲线设定为离心值有1.5西格玛的偏移)。
DPMO的值越小,对应的西格玛值就越大,意味着质量水平就越高。
因此从这个角度来说,西格玛值可以用于度量质量水平。
1-西格玛的质量水平对应DPMO为690000,2-西格玛的质量水平对应DPMO为308000,3-西格玛的质量水平对应DPMO为66800,4-西格玛的质量水平对应DPMO为6210,5-西格玛的质量水平对应DPMO为233,6-西格玛的质量水平对应DPMO为3.4。
2.六-西格玛管理的循环也称为DMAIC循环;在企业追求6-西格玛的过程中,有很多方法和工具。
其中一个重要的方法,是一个五个阶段的改进步骤DMAIC(发音为Deh-maik):界定(Define)、衡量(Measure)、分析(Analyze)、改善(Improve)与控制(Control)。
透过这些步骤,企业的投资报酬率自然会增加。
1.界定(Define):界定核心流程和关键顾客,站在顾客的立场,找出对他们来说最重要的事项,也就是“品质关键要素”(Critical to Quality,CTQ)。
理清团队章程,以及核心事业流程。
2.衡量(Measure):找出关键评量,就是要为流程中的瑕疪,建立衡量基本步骤。
人员必须接受基础机率与统计学的训练,及统计分析软件与测量分析等课程。
六西格玛质量水平要求过程能力指数六西格玛质量水平是一种管理方法,旨在通过减少过程中的变异性,提高产品和服务的质量。
六西格玛以其强调数据驱动决策和持续改进的方法而闻名。
在六西格玛中,过程能力指数(Process Capability Index)是一个重要的衡量指标,用于评估一个过程是否满足特定的质量要求。
下面将详细介绍如何计算和应用过程能力指数。
一、了解过程能力指数1.1 过程能力指数概述过程能力指数是通过比较过程的变异性与规范界限来评估过程的稳定性和可控性。
它可以帮助我们了解当前过程是否具备满足客户需求的能力,并进一步确定改进措施。
1.2 过程能力指数公式常见的过程能力指数有Cp、Cpk、Cpm等。
其中,Cp表示正态分布下的过程容差与规范界限之比;Cpk表示正态分布下的最小值与最大值之差与规范界限之比;Cpm表示非正态分布下的最小值与最大值之差与规范界限之比。
二、计算过程能力指数2.1 收集数据我们需要收集与过程相关的数据。
这些数据可以是产品尺寸、服务时间、生产速度等方面的测量结果。
确保数据的准确性和完整性是非常重要的。
2.2 确定规范界限规范界限是指过程必须满足的质量要求。
它可以根据客户需求、行业标准或内部要求来确定。
规范界限应该明确、具体,并且能够量化。
2.3 计算过程能力指数根据收集到的数据和确定的规范界限,我们可以计算出相应的过程能力指数。
以Cp为例,计算公式如下:Cp = (USL - LSL) / (6 * 标准差)其中,USL表示上限规范界限,LSL表示下限规范界限。
2.4 解读过程能力指数根据计算得到的过程能力指数,我们可以进行解读。
一般来说,当Cp 大于1时,表示过程具备一定的稳定性和可控性;当Cpk大于1时,表示过程具备满足客户需求的能力;当Cpm大于1时,表示非正态分布下的过程具备满足客户需求的能力。
三、应用过程能力指数3.1 评估过程稳定性过程能力指数可以帮助我们评估当前过程的稳定性。
六西格玛质量水平要求过程能力指数六西格玛(Six Sigma)是一种管理方法,旨在通过减少变异性和缺陷的发生率,提高组织的运营质量和效率。
作为一种广泛应用于制造和服务行业的方法论,六西格玛将过程能力指数作为一个重要的评估指标,以衡量和监控组织的质量水平要求。
过程能力指数(Process Capability Index)是用来评估一个过程是否能够满足特定要求的工具。
它帮助我们了解过程在当前条件下的性能表现,并提供了评估和验证过程稳定性的有效指标。
通过测量过程的实际产出与要求的规格限制之间的偏差,过程能力指数可帮助我们判断过程的稳定性和可控性,从而进一步改进和优化业务流程。
在六西格玛中,过程能力指数通常用Cp和Cpk来表示。
Cp是代表过程的潜在能力,即在过程的中心值处,上下规格限的范围与过程的性能能力之间的比率。
Cpk则是代表过程的实际能力,考虑了过程的偏移和离散度,通过计算上下规格限与实际产出的距离来评估过程的能力。
对于一个满足六西格玛质量水平要求的过程,通常要求Cpk值大于1.33。
这是因为当Cpk大于1.33时,意味着过程的规格限与标准差之间的偏差较小,满足了客户的要求,并具备了较高的质量水平。
而当Cpk值小于1.33时,说明过程的规格限与标准差之间的偏差较大,存在较高的缺陷率和不合格品率,需要进一步改进和优化。
六西格玛质量水平要求过程能力指数的配套指标是为了确保过程能够稳定运行,并满足客户的需求和期望。
通过使用过程能力指数,组织可以更好地了解过程的性能和可控性,并采取相应的措施来改进和优化业务流程。
提高过程能力指数有助于降低质量风险和成本,并提升组织的竞争力和客户满意度。
总结起来,六西格玛质量水平要求过程能力指数是一个用来评估过程性能和可控性的重要指标。
通过测量过程的实际产出与规格限的偏差,过程能力指数帮助我们判断过程的稳定性和质量水平。
通过优化和改进业务流程,组织可以提高过程能力指数,降低质量风险和成本,并提升客户满意度和竞争力。