CPK制作方法
- 格式:ppt
- 大小:513.50 KB
- 文档页数:23
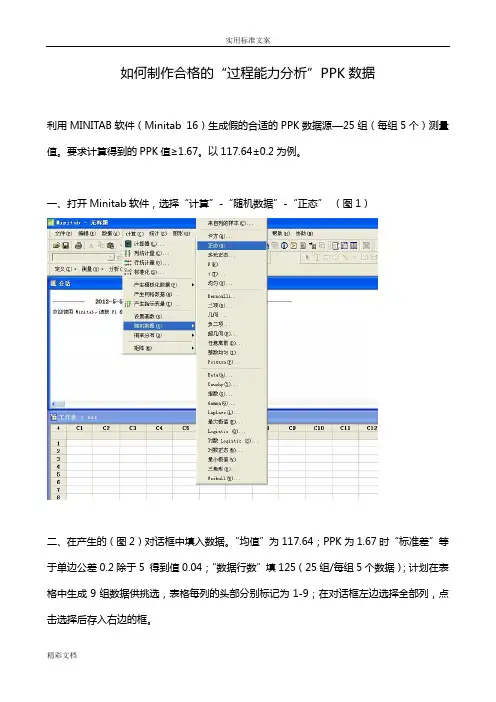
如何制作合格的“过程能力分析”PPK数据利用MINITAB软件(Minitab 16)生成假的合适的PPK数据源—25组(每组5个)测量值。
要求计算得到的PPK值≥1.67。
以117.64±0.2为例。
一、打开Minitab软件,选择“计算”-“随机数据”-“正态”(图1)二、在产生的(图2)对话框中填入数据。
“均值”为117.64;PPK为1.67时“标准差”等于单边公差0.2除于5 得到值0.04;“数据行数”填125(25组/每组5个数据);计划在表格中生成9组数据供挑选,表格每列的头部分别标记为1-9;在对话框左边选择全部列,点击选择后存入右边的框。
点击确定后,得到数据如图3三、检验每列数据的PPK是否大于或等于1.67。
选择按钮“改善”-“评估能力”-“变量数据”-“正态能力”,见图4在出现的对话框中分别从左边选择一个列,如1;“子组大小”填5;“规格下限”和“规格上限”分别填下公差和上公差的数据。
见图5四、点确定后,出现一个图表(见图6),如果PPK≥1.67,则这组数据可用;如果PPK<1.67,这组数据就放弃。
然后依次用“第三步”的方法检验1-9组数据哪几组可用。
五、在表格第一列前插入一列,循环往下填写1-5数字,一直到125行。
(见图7)六、拆分每列数据为5列。
选“数据”-“拆分列”(图8)在跳出的对话框选择左边的列1到右边,“使用的下标”从左边选择C1列,在新的工作表中生成,点确定。
(图9)在新的工作表中生成5列数据,每列25行。
七、列转置成行。
(图10)选择“数据”-“转置列”,在跳出的对话框选中左边这5列,选择到右边,转置到新的表格中,点确定后生成新表格,5行各行25个数据。
(图11)(图12)。
表格1中,其它可采用的各列数据(2-9列)也可以通过第六、七步骤,产生横置的数据。
八、可以把横置的数据复制,粘贴到各种PPK计算表格中。
1. 目的规范终端结构件对Cpk、SPC具体要求和操作,以推动Cpk、SPC在生产过程的合理应用,有效监控结构件的品质状况,提升物料制程的稳定。
2. 概述本规范规定了终端结构件对产品在试制、爬坡和量产阶段Cpk的要求,包括抽样方法、报告的产生及Cpk异常时处理方法,及爬坡、量产时的SPC管理方法。
3. 术语4. 内容4.1 角色及职责4.2 富诚达结构件Cpk要求及Cpk尺寸定义的说明4.2.1、对需要测量Cpk的尺寸根据抽样样板要求实施Cpk程序,Cpk≥1.33,同时须满足 Ca≤50%、CP≥1.33(备注:遇到非对称公差的尺寸需测量Cpk及Ca时,供应商先把其调整为对称公差尺寸后,再测量Cpk、Ca及CP并判断。
)4.2.2、研发在2D工程图上标注2~3个(或依照实际状况定义的个数)Cpk尺寸,Cpk尺寸的选择原则应为影响装配及装配后产生间隙或断差的装配尺寸;要求关键尺寸Cpk≥1.33,同时符合易测量及合理公差、能反映制程稳定的属性。
以下尺寸需要双方沟通更改:●不易测量的尺寸,如圆弧或倒角延伸的尖点为尺寸的一量测起点,或测量时需破坏产品等;●公差超出了工艺本身能达到的要求;●反映不了制程稳定的尺寸;●更改Cpk尺寸需要重做Cpk。
4.2.3、成品尺寸与素材尺寸转化:●供应商根据初版2D工程物料图纸,若图纸为成品图纸,则基于物料工艺转换为注塑素材尺寸,公差保持不变;例:图纸标注外形100±0.05,2涂的膜厚为0.02mm,这样转化后素材为:99.96±0.05,然后以此尺寸作为CPK管控;图纸本身就为素材图纸的,不用进行转换;按照《终端结构件供应商对富诚达图纸转化的管理流程》进行管理;●供应商转换的素材关键Cpk尺寸,需要富诚达研发确认才可执行;可以通过邮件或其它正规方式交流;(供应商需对工艺的膜厚负责,由于评估不准确或制程管控等原因导致的偏差由供应商负责)。
●研发在后期升级2D工程图纸时,要在2D上标注素材Cpk基准尺寸和公差以便供应商执行。

Catcher可成科技(苏州)有限公司制程能力分析Process capability制作:张建生2005.12.29制程能力的概念:▪制程能力的意义:●制程能力是指制程在管制状态下,制程符合规格的能力,即在受控状态下实现过程目标的能力。
●一般以下列的制程特性来衡量制程能力:•准确度(Capability of Accuracy )简称Ca•精确度(Capability of Precision )简称Cp制程能力指数概念:▪制程能力指数:是指过程能力与过程目标相比较的定量描述的数值,即表示过程满足产品品质标准(产品,规格,公差)的程度。
▪一般以CP或CPK表示。
▪CP适用于品质标准规格的中心值与实测数据的分布中心值一致,即无偏离情况下,而CPK 适用于品质标准规格的中心值与实测数据的分布中心值不一致,即有偏离的情况下。
制程能力的概念:▪准确度Ca :●实际中心点与规格中心点准确度的差异称为准确度●制程上,实际中心与规格中心的差异愈小,准确度愈高,制程愈理想A制程:准确度越高,制程越理想B制程:准确度越低,制程越不理想制程能力的概念:▪精确度Cp :●品质特性的散布范围大小或集中度称为精确度●在制程上,散布精确度范围(或称变异)愈小,精确度愈好,制程愈理想。
A制程:精确度越高,制程越理想B制程:精确度越低,制程越不理想制程能力的概念:▪程能力的要求:●合格:准确度要高●穩定:精确度要好▪由以上要求可知, 所有制程中,A是最理想的B制程: 准确度高但精确度差A制程: 准确度与精确度都高C制程: 精确度高但准确度差制程能力综合指数:▪Cpk是准确度与精确度的综合指标:●Ca只能反映制程的准确性●Cp只能反映制程的精确性●由于CPK同时考虑准确与精确度,故应用上最为广泛制程能力指数:▪名词解释:●双边规格: 品质特性的合格范围同时有上限及下限规定者称为双边规格•例CNC加工尺寸: 39.53±0.1mm●单边规格:品质特性的合格范围仅定上限或下限者称为单边规格。


CPK的计算方法一、公式1、Ca=(實際平均值-規格中心值)/(規格公差/2)=(X-μ)/(T/2)T=Su-S1=規格上限-規格下限=規格公差CP=規格公差/6個估計實際標準差=T/6δCpk=(1 -|Ca|)*C p2、CPK=( 1-K)*CP;其中CP=(规格上限-下限)/(6SIG MA)K=(平均值-规格中心值)/(规格上限-下限)*2※制程准確度Ca(Cap abilit y of Accura cy)Ca值是衡量制程之實際平均值與規格中心值之一致性 一 Ca 之計算:Ca=實際中心值-規格中心值x100%= X- UX100%規格公差的一半T/2T=SU-SL =規格上限-規格下限等級判定Ca值越 注:分母之A級:理想的狀態故維持現狀.B級:盡可能調整,改進為A 級.C級:應立即檢討并予于改善.D級:應采取緊急措施,并全面檢討,必要時應考虙停止生產.➢制程精密度Cp(Ca pabilit y of Precisi on)Cp值是衡量規格公差范圍與制程變量寬度兩者之間相差的程度。
Cp值之計算(分兩種情況:單邊規格和雙邊規格)單邊規格時:Cp=規格上限-實際平均值= Su-X (SU > X,只有上限規格)3個估計實際值標准差 3δCp=實際平均值-規格下限= X-SL (SL < X,只有下限規格)3個估計實際值標准差3δ雙邊規格時:Cp=規格公差= T = SU -SL6 個估計實際值標准差6δ 6δA+級:制程能力過高,產品變異大一些也不要緊,可考慮管理的簡單化或降低成本.A級:制程能力充分,表示技朮管理能力已經很好,應繼續維持.B級:確實進行制程管理,使其能保持在管制狀態當Cp值接近于1時恐怕會產生不良品,應盡可能改善為A級 .C級:已產生不良品,產品需全數選別,并管理改善制程.D級:品質無法在滿足的狀態,須進行品質的改善,探求原因,須采取緊急對策并重新檢討規格。
CPK & FAI Application:1). 相关公式:1.1) 定义:Ca :用来评估连续生产误的平均值与设计中心差异的分析,但是并不强制所有量测值一定在设定公差内.例: 一个射击手射了四发,每发都在靶外,但其四发之平均值正好在靶心,则其Ca值会非常好纵使他得到零分。
Cp: 计算操作准度,依每次量测值与平均值的偏差作评估,Cp的好坏与公差的设定有非常大的关联。
如上例,其Cp值会非常差,因为每一个着点都离平均值非常远;但是若将公差定为无限大,则其Cp会相对变成非常好。
Cpk: 是对整体响应的评估工具,可依连续生产中的任一组抽样的计算推论出相应生产之精度,并可依循挖掘出根源于设计、模具获制程的败因。
1.2). 定义:Nominal (): 设计中心。
Tolerance (T): 设计公差。
Mean (ā):抽样之量测平均值。
Standard deviation (): 标准差:.= ( (Ai- ā)2 / (n-1))1/21.3) 相关公式的应用:Condition 1.3.1: 一般(标准)应用:期望中心值是座落在公差的中心:即设计成: T/2的模式。
相关的Cpk 应用公式为Ca = 2 *│ā– (USL+LSL)/2│/ TCp = T / (6)Cpk = (1- Ca) * CpCondition 1.3.2: 希望产出值集中在有限公差之下限(不建议使用,因此种设定不符合常态分布的法则)此时不计算Ca,且Cpu = (USL - ) * / (3) = Cpk.注:USL为最大设计值,LSL为最小设计值。
Condition 1.3.3: 希望产出值集中在有限公差之上限(不建议使用,因此种设定不符合常态分布的法则)此时不计算Ca,且Cpl = ( - LSL) * / (3) = Cpk.Condition 1.3.4: 没有上限的设计:此时不计算Ca,且Cpl = ( - LSL) * / (3) = Cpk.Condition 1.3.5: 没有下限的设计:此时不计算Ca,且Cpu = (USL - ) * / (3) = Cpk.Condition 1.3.6 中心值不在有限公差的中心(不建议如此标定,因其违反常态分不之原则):其相应公视为:Ca = │ā - │*2 / TCp = T / (6)Cpk = (1- Ca) * Cp其相应之应用实例如下:2). Cpk 分析前的准备.2.1). Tooling Approval flow (模具承认流程):以下提供模具承认相关流程与重点分配细目:2.2). 模具与相关量测使用之夹具检讨前之要点:a). 3D to 2D 定献:模具工程师需彻底了解设计的考虑与公差设定的原则,才能先做好模具与相应量测夹具或G/NG 夹具的设计主干。