气缸体和气缸盖检修
- 格式:pptx
- 大小:3.19 MB
- 文档页数:25
GB3801-83汽车发动机气缸体与气缸盖修理技术条件中华人民共和国国家标准GB3801-83 UDC621.431.72.222.004.124本标准适用于国产往复活塞式汽车发动机铸铁及铝合金气缸体与气缸盖的修理。
其他汽车发动机气缸体与气缸盖可参照执行。
通过修理的气缸体与气缸盖应符合本标准的要求。
1技术要求1.1气缸体与气缸盖不应有油污、积炭、水垢及杂物。
1.2水冷式气缸体与气缸盖用3.5-4.5kgf/cm2的压力作连续5min水压试验,不得渗漏。
1.3汽油发动机气缸体上平面到曲轴轴承承孔轴线的距离,不小于原设计差不多尺寸0.40mm。
注:原设计是指制造厂和按规定程序批准的技术文件(下同〉。
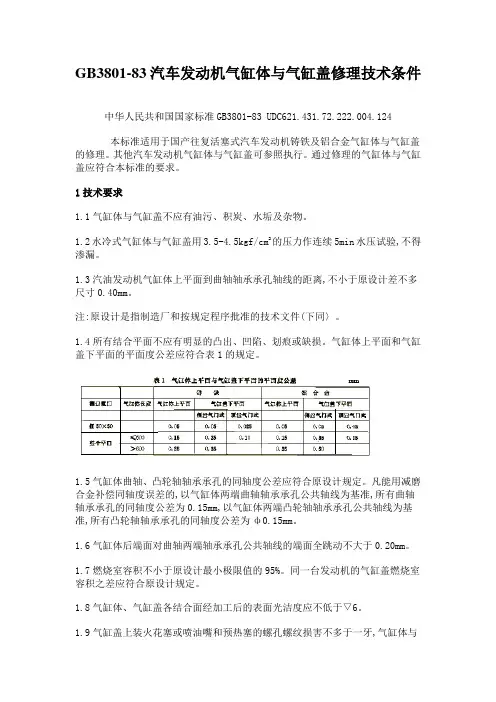
1.4所有结合平面不应有明显的凸出、凹陷、划痕或缺损。
气缸体上平面和气缸盖下平面的平面度公差应符合表1的规定。
1.5气缸体曲轴、凸轮轴轴承承孔的同轴度公差应符合原设计规定。
凡能用减磨合金补偿同轴度误差的,以气缸体两端曲轴轴承承孔公共轴线为基准,所有曲轴轴承承孔的同轴度公差为0.15mm,以气缸体两端凸轮轴轴承承孔公共轴线为基准,所有凸轮轴轴承承孔的同轴度公差为ф0.15mm。
1.6气缸体后端面对曲轴两端轴承承孔公共轴线的端面全跳动不大于0.20mm。
1.7燃烧室容积不小于原设计最小极限值的95%。
同一台发动机的气缸盖燃烧室容积之差应符合原设计规定。
1.8气缸体、气缸盖各结合面经加工后的表面光洁度应不低于▽6。
1.9气缸盖上装火花塞或喷油嘴和预热塞的螺孔螺纹损害不多于一牙,气缸体与气缸盖上其他螺孔螺纹损害不多于两牙。
修复后的螺孔螺纹应符合装配要求。
各定位销、环孔及装配基准面的尺寸和形位公差应符合原设计规定。
1.10选用的气缸套、气门导管、气门座圈及密封件应符合相应的技术条件,并应满足本标准的有关装配要求。
1.11气门导管承孔内径应符合原设计尺寸或分级修理尺寸(见表2)。
气门导管与承孔的配合过盈一样为0.02-0.06mm。


康明斯柴油机维修注意事项摘要:在工程机械车辆中,大都安装有康明斯柴油机,无损探伤的检验主要有射线探伤,超声波探伤,磁粉探伤和着色探伤,以及硬度检查和材料厚度的测量。
在常规修理过程必须对曲轴、气缸盖、活塞、连杆螺栓、气门杆等进行检验、检查,以排除隐患。
维修中应注意以下事项。
关键词:康明斯;柴油机维修;注意事项1气缸体和气缸盖的维修康明斯柴油机气缸体和气缸盖的维修如下:检查气缸体的外部应无任何裂纹和损伤;C系列和N系列柴油机在气缸体与气缸套接触的密封环带处应无穴蚀、腐蚀。
若有损伤,会导致漏水、漏油和漏气,必须予以维修或更换。
气缸体、气缸盖等零件的裂纹,通常采用水压试验进行检验。
试验方法是:将气缸盖及气缸垫装在气缸体上,将水压机出水管接头与气缸前端的水口连接好,并封闭所有水道口,然后将水压入气缸体水套中,要求压力为30~40kPa,保持5min。
如气缸体、气缸盖由里向外有水珠渗出,即表明该处有裂纹。
B系列柴油机镶换气缸套、气门座圈及气门导管后应再进行一次水压试验。
气缸体出现裂纹后,应根据裂纹的部位、程度和大小,结合维修能力和设备情况,分别采取堵漏剂堵塞、环氧树脂胶黏结、螺钉填补法、补板法和焊补法修复。
无法修复时,应更换新缸体。
2气缸套的维修外部检查时,首先除去气缸套外表面的锈迹和水垢后,用磁力探伤法或着色探伤法检查气缸套凸缘的下部、气缸套底部和气缸套密封环槽等处有无裂纹。
气缸套如有裂纹,必须予以更换。
检查气缸套的外表面是否有腐蚀或穴蚀。
当腐蚀、穴蚀的深度达到1.6mm或更大时,缸套应报废。
如果某一气缸套仅存有微小的穴蚀针孔,可继续使用,但安装时必须将气缸套换一个方位进行安装。
内表面检查时,首先直观检视气缸套内表面的拉伤、划痕情况,看拉伤深度是否能被手指甲感觉出来,如能感觉到,则必须更换。
再测量检查,通常用内径量表(量缸表)在其上、中、下部位测量磨损量。
如果磨损量超过气缸套最大直径0.1mm(例如康明斯C系列柴油机的最大直径为114.04mm)时,应更换气缸套。
实训四气缸体与气缸盖变形的检修一、实训内容气缸体和气缸盖娈形引起的结合面平面度误差、曲轴主轴承座孔同轴度误差和气缸体(盖)螺纹孔损伤的检验、维修方法。
二、实训目的与要求该实训的主要目的是使学生掌握气缸体及气缸盖变形的检验方法,培养学生对厚薄规及平面度检验仪、内径千分尺等常用量具仪器的正确使用能力。
三、所需工具、仪器与设备(1)常用工具(2)直尺、厚薄规(或平面度检验仪)、曲轴主轴承座孔同轴度检验专用心轴。
四、安全与环保教育1、树立安全文明生产意识。
2、合理使用工具、量具及设备。
3、操作规范,安全、文明作业。
4、学生应穿工作服进行实习操作,工作场地应打扫清洁,机具摆放整齐。
五、构造、原理、作用、技术标准和检验、维修方法构造、原理、作用:(一)气缸体水冷发动机的气缸体和曲轴箱常铸成一体,可称为气缸体——曲轴箱,也可简称为气缸体。
气缸体上半部有一个或若干个为活塞在其中运动导向的圆柱形空腔,称为气缸。
下半部为支承曲轴的曲轴箱,其内腔为曲轴运动的空间。
作为发动机各个机构和系统的装配基体,气缸体本身应具有足够的刚度和强度。
1、结构型式分为三种:一般式气缸体:发动机的曲轴轴线与气缸体下表面在同一平面上的,如:492QA型发动机。
龙门式气缸体:将气缸体下表面移至曲轴轴线以下,CA6102型、奥迪100型JW型、桑塔纳JV型、YC6105Qc柴油机等。
隧道式气缸体:安装用滚动主轴承支承的组合式曲轴,2、加工要求:气缸工作表面由于经常与高温、高压的燃气相接触,且活塞在其中作高速往复运动,所以必须耐高温、耐磨损、耐腐蚀。
为了满足以上的要求,一般可以从气缸的材料、加工精度和结构等方面来采取措施。
例如,采用优质的合金铸铁作为气缸体的材料,气缸内壁按2级精度并经过珩磨加工,使其工作表面的粗糙度、形状和尺寸的精度都比较高。
3、冷却方式有两种:水冷、风冷。
汽车发动机上采用较多的是水冷却。
4、发动机气缸排列基本上有以下两种形式:单列式(直列式):发动机的各个气缸排成一列,一般是垂直布置的。
发动机修理技术标准(1)发动机体1)气缸体、气缸盖气缸体上平面和气缸盖下平面度应符合技术需求。
气缸体上平面和气缸盖下平面应无明显的凸起、凹陷、划痕、缺损或平面度超过允许使用限度,否则应根据情况进行修理或更换。
气缸体上平面经过加工后、上平面与气缸体曲轴主轴承座孔公共轴线的距离一般不小于原设计尺寸0.40mm。
且平行度亦应符合规定。
曲轴主轴承座孔凸轮轴轴承座孔同轴度应符合标准。
气缸体后端面,对曲轴两端轴承座孔公共轴线的垂直度不得大于0.20mm。
气缸体下平面,气缸盖上平面修磨后表面粗糙度不得超过Ra3.201um气缸盖修磨后,燃烧室容积不得小于原设计最小限值的95%。
火花塞座孔螺纹损伤不大于一扣。
其他螺纹、螺孔不应大于二扣。
气缸套定位孔内壁应清洁,无明显划痕,砂眼与缺陷。
分水管不应腐烂生锈,水套内水垢应清除干净。
气缸体,气缸盖内各润滑油道应清洁,畅通。
气缸体、气缸盖进行水压试验,必须符合技术需求。
2)气缸套气缸磨损后其圆度和圆柱超过使用限度,不能按最大级别修理尺寸修理时,应统一更换缸套。
更换缸套时,同一台发动机应选同一品牌,同一级别,同一组别的气缸套。
气缸套与承孔的配合,干式缸套过盈配合量为0.05mm-0.10mm湿式缸套为0.05mm-0.15mm.安装后的气缸套上端面,一般应高于缸体上平面0.00mm-0.10mm。
缸套密封圈不允许重复使用,安装密封圈时不应有扭曲变形。
3)气缸搪削在气缸内测量气缸的磨损量,圆度与圆柱度达到或超过限值时进行,应进行搪削。
(或更换)搪缸前,应先对需要修理的缸体进行修理或更换。
根据气缸的修理尺寸,选择与气缸相同修理尺寸的活塞。
然后计算气缸的搪削量。
搪削量=活塞裙部最大直径+配合间隙-磨缸余量搪削后各气缸圆度和圆柱度不得大于0.15mm。
气缸直径差不得大于0.025mm,气缸壁的表面粗糙度不得超过Ra1.60um 搪削后的气缸中心线对曲轴主轴承孔轴心线的垂直度,应符合技术需求。
学习任务一曲柄连杆机构检修业精于勤,荒于嬉,行成于思,毁于随。
目录一、气缸体与气缸盖检修二、活塞连杆组检修三、曲轴飞轮组检修教学目标知识目标•掌握气缸圆度、圆柱度的检测方法及气缸检修尺寸的确定;•认识连杆的变形形式、掌握连杆检测与校正方法;•认识曲轴失效形式、掌握曲轴磨损、变形、裂纹的检修工艺;能力目标•能正确使用量缸表检测气缸磨损量并确定气缸修理尺寸;•能正确使用量具检测曲轴轴径磨损量并确定曲轴修理尺寸。
某辆行驶里程为12万千米的轿车,一位客户反映汽车燃油消耗增加,起动困难,并有明显的振动和噪音。
车间主管已经初步排除油路、电路问题,可能是气缸压力不足造成的,要求你详细计划检查工作过程和步骤,完成维修作业。
知识准备情境引入要解决故障必须掌握汽油机曲柄连杆机构检修知识。
一、气缸体与气缸盖检修1.气缸体、气缸盖主要失效形式及原因分析(1)气缸体、气缸盖的翘曲变形及主要原因。
(2)气缸体、气缸盖的裂纹及原因。
(3)气缸的磨损规律及原因。
(4)气缸的磨损的原因分析。
(5)减轻气缸套磨损的措施。
2.气缸体、气缸盖裂纹的检修(1)气缸体、气缸盖裂纹的检查①水压试验。
水压试验的要求是:在0.3~0.4MPa水压下,保5min,应没有任何渗漏现象。
②气压试验。
在没有水压机的情况下,往水套内加入自来水,用气泵或打气筒向水套内充气来检查渗漏部位。
(2)气缸体、气缸盖裂纹的修复发现气缸体、气缸盖裂纹,一般情况下采用换新件的方法修复。
若条件许可,也可采取如下方法修复。
①环氧树脂粘结(粘结法)。
②焊修。
气缸体和气缸盖的裂纹如发生在受力较大或用其他方法不易操作的部位,则可采用焊补法修复。
③堵漏剂堵漏。
注:水路和破缝表面清洗干净后,方可进行堵漏。
堵漏方法要正确。
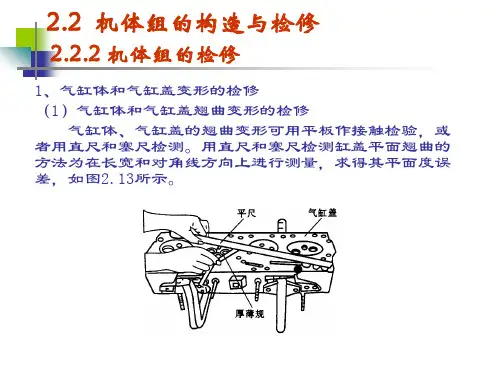
3.气缸体、气缸盖平面翘曲变形检修(1)气缸体、气缸盖平面变形的检测。
检测时,应沿气缸体上平面(或气缸盖下平面)边缘和过中心交叉位置共6个方位。
注:每个缸体顶面最多允许加工检修两次,每次修磨的尺寸限度应小于0.25mm,最多允许修复总量不超过0.50mm。