KW静压造型线液压图
- 格式:pdf
- 大小:9.18 MB
- 文档页数:29


常州轻工职业技术学院毕业设计(论文)说明书题目KW静压造型线FOX浇铸机姓名学号 1班级11制造331指导教师职称讲师日期2014年4月前言在铸造生产线项目中,铸件的生产采用目前国际上最先进的砂型铸造生产线—静压自动造型生产线,该生产线从德国引进,选用国际知名厂家KW公司产品,可自动造型,自动翻箱,自动扎气孔、铣浇冒口,自动合箱,使用自动浇注机自动进行浇注,自动捅箱、落砂,这一系列过程全部采用PLC控制。
油缸的精确定位通过位移传感器实现。
浇铸机的定位是通过先进的激光定位系统。
整个造型线液压油是由昆仑公司提供。
使用静压造型线生产的铸型硬度分布均匀,轮廓清晰,铸件的尺寸精度及表面光洁度容易保证,静压造型线生产自动化程度很高,减少了人为因素所造成的铸件质量不稳定状况,使铸件质量与手工造型生产相比,将会发生一个质的飞跃;静压造型线生产速度快,效率高,该造型线砂箱尺寸为:1200×800×350/300,生产率可达108整型/小时,完全可保证铸件的规模生产及高质量要求。
采用静压造型线生产工艺是目前铸造行业实现自动化连续生产的一种先进工艺方式。
该造型线投入使用后,将大大提高生产率及铸件产品质量,不仅能满足目前机体类铸件的需求,而且可生产高品质的铸件,为实现将我公司高品质的柴油机推向国际市场奠定良好的基础。
目录第一章摘要 (1)第二章 FOX浇铸机的操作说明 (2).密码设置 (3).主页面 (3)自动操作模式 (3)手动操作模式 (4)维护操作模式 (4).设置主菜单 (5)轴、T轴、X轴、Y轴 (5)模型参数 (8)造型线及设置 (9)浇铸及设置 (10)孕育及操作参数 (12).错误信息窗口 (14)信号灯 (15)第三章 FOX浇铸机的配件 (16).光感传感器 (16)机械安装 (16)液流监控传感器 (16)传感器安装 (17)传感器清洁 (18)浇包 (18)浇包体 (18)浇包盖 (18)第四章 FOX浇铸机的维护 (18).电子 (19).机械 (19)轴,水平轴 (19)轴,转轴 (19)轴,横向移动至造型线 (19)轴,纵向移动至造型线 (19)机座/放置浇包的桌子 (19)总结...................................................德国KW公司拥有四种浇铸机,本文所介绍的FOX浇铸机是半自动化浇铸机,该浇铸机运行成本低,可靠性高,设计简单,安装和调试快,而科技含量最高的PUMA浇铸机价格昂贵,日常维护比较繁琐,但是PUMA浇铸机可以随着传感器扫描而进行全自动浇注,快速成型线,同步与线的移动浇注,可以弥补铁供应时间。
1 德国HWS 公司静压造型线从德国HWS 公司进口了一条EFA2SD6 静压造型自动线,主要用于发动机的铸件生产。
该线的设计生产率为80 整型/ h,设备运转情况良好,可靠性高,故障率低,每天两班生产,日产量在1000 箱以上,年产量为20000万吨汽车配件。
1. 1 静压造型线的主要参数砂箱内尺寸1300mm ×900mm ×350/ 350 mm生产率80 整型/ h循环砂箱/ 小车数190 副/ 195 辆全线总功率340kW液压定量泵3 台,360L/ min液压变量泵1 台,360L/ min储能器1 台,100L齿轮循环泵1 台,450L/ min1. 2 静压造型线的组成及工艺流程全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。
造型段主要由分箱机、造型推送缸、造型辊道、空箱清扫机、静压造型机、翻箱机、移箱机、造型缓冲缸等组成。
转运车1 把空砂箱和平板小车一起移入分箱机2 ,2 松开箱卡依次提起上下箱,提升上下箱时油缸的行程是不同的,油缸的行程是由脉冲编码器控制的。
在造型推送缸3 和缓冲缸12 相互配合下,上下箱被推上造型辊道,由4 和5 对砂箱进行清扫和外型检查。
然后进入造型机中心,举起砂箱完成接箱、加砂、静压、压实和回程起模。
辊道上每移动一个铸型,翻箱机7 就翻转180Ü(正反转) 。
刮砂机9 在铸型移动时对砂箱背面进行刮砂,然后铸型进入移箱机11 ,11 依次抓起上下型分别放在下芯辊道和平板小车上。
提起和放下铸型的油缸是由脉冲编码器控制的。
下芯合箱浇注段主要由中间推送缸、中间缓冲缸、下芯辊道、铣浇口机、扎气眼机、下芯机和合箱机组成。
主要完成铣浇口、扎气眼、下芯和合箱。
合箱机18 夹紧并提起上型翻转180Ü,在中间推送缸13 和缓冲缸19 的作用下铸型向前移动一个位置, (移箱机把上型放在这留下的空位) 。
下型移进合箱机18 ,把上型放下合箱,并卡紧箱卡。
常州轻工职业技术学院毕业设计(论文)说明书题目KW静压造型线FOX浇铸机姓名学号1153613121班级11制造331指导教师职称日期2014年4月前言在铸造生产线项目中,铸件的生产采用目前国际上最先进的砂型铸造生产线—静压自动造型生产线,该生产线从德国引进,选用国际知名厂家KW公司产品,可自动造型,自动翻箱,自动扎气孔、铣浇冒口,自动合箱,使用自动浇注机自动进行浇注,自动捅箱、落砂,这一系列过程全部采用PLC控制。
油缸的精确定位通过位移传感器实现。
浇铸机的定位是通过先进的激光定位系统。
整个造型线液压油是由昆仑公司提供。
使用静压造型线生产的铸型硬度分布均匀,轮廓清晰,铸件的尺寸精度及表面光洁度容易保证,静压造型线生产自动化程度很高,减少了人为因素所造成的铸件质量不稳定状况,使铸件质量与手工造型生产相比,将会发生一个质的飞跃;静压造型线生产速度快,效率高,该造型线砂箱尺寸为:1200×800×350/300,生产率可达108整型/小时,完全可保证铸件的规模生产及高质量要求。
采用静压造型线生产工艺是目前铸造行业实现自动化连续生产的一种先进工艺方式。
该造型线投入使用后,将大大提高生产率及铸件产品质量,不仅能满足目前机体类铸件的需求,而且可生产高品质的铸件,为实现将我公司高品质的柴油机推向国际市场奠定良好的基础。
目录第一章摘要 (1)第二章 FOX浇铸机的操作说明 (2)2.1.密码设置 (3)2.2.主页面 (3)2.2.1.自动操作模式 (3)2.2.2.手动操作模式 (4)2.2.3.维护操作模式 (4)2.3.设置主菜单 (5)2.3.1.C轴、T轴、X轴、Y轴 (5)2.3.2.模型参数 (8)2.3.3.造型线及设置 (9)2.3.4.浇铸及设置 (10)2.3.5.孕育及操作参数 (12)2.4.错误信息窗口 (14)2.5.360°信号灯 (15)第三章 FOX浇铸机的配件 (16)3.1.光感传感器 (16)3.1.1.机械安装 (16)3.1.2.液流监控传感器 (16)3.1.3.传感器安装 (17)3.1.4.传感器清洁 (18)3.2浇包 (18)3.2.1.浇包体 (18)3.2.2.浇包盖 (18)第四章 FOX浇铸机的维护 (18)4.1.电子 (19)4.2.机械 (19)4.2.1.T 轴,水平轴 (19)4.2.2.C 轴,转轴 (19)4.2.3.X 轴,横向移动至造型线 (19)4.2.4.Y 轴,纵向移动至造型线 (19)4.2.5.机座/放置浇包的桌子 (19)总结...................................................德国KW公司拥有四种浇铸机,本文所介绍的FOX浇铸机是半自动化浇铸机,该浇铸机运行成本低,可靠性高,设计简单,安装和调试快,而科技含量最高的PUMA浇铸机价格昂贵,日常维护比较繁琐,但是PUMA浇铸机可以随着传感器扫描而进行全自动浇注,快速成型线,同步与线的移动浇注,可以弥补铁供应时间。
SAVELLI双面压实造型和静压造型工艺的比较常州萨维利铸造技术有限公司<摘要>目前有代表性的有箱造型线,国外主要有德国KW、HWS、日本新东和意大利萨维利(SAVELLI)的双面压实造型线。
本文重点介绍被人们誉为“下一代造型技术”的双面压实造型技术,并且与传统的静压造型以及造型线作以全面的比较,使大家可以更深入地了解萨维利独特的双面压实造型工艺,其可以实现高硬度和好的透气性完美地结合,并且在能耗与控制可靠性方面有着显著的优势。
萨维利高效全自动造型线具有提供300整型/时和最大砂箱尺寸3500毫米的生产全套技术。
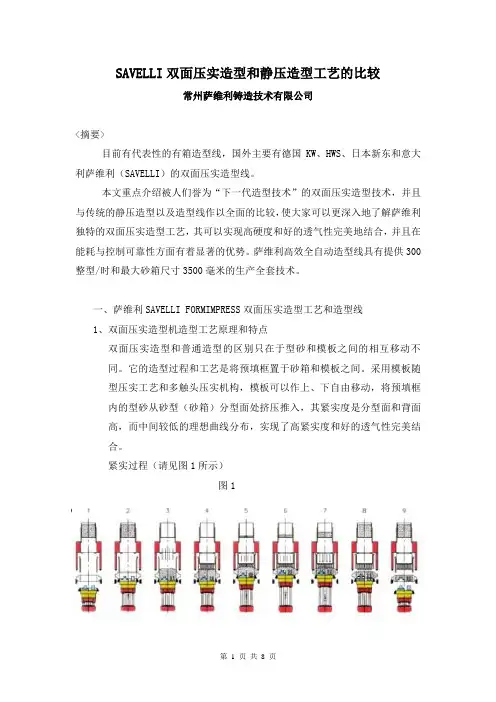
一、萨维利SAVELLI FORMIMPRESS双面压实造型工艺和造型线1、双面压实造型机造型工艺原理和特点双面压实造型和普通造型的区别只在于型砂和模板之间的相互移动不同。
它的造型过程和工艺是将预填框置于砂箱和模板之间。
采用模板随型压实工艺和多触头压实机构,模板可以作上、下自由移动,将预填框内的型砂从砂型(砂箱)分型面处挤压推入,其紧实度是分型面和背面高,而中间较低的理想曲线分布,实现了高紧实度和好的透气性完美结合。
紧实过程(请见图1所示)图1步骤一:通过造型机称量斗称量型砂,同时预填框处于最高位置;步骤二:提升工作台,将模板,预填框和砂箱举升到工作位置;步骤三:重力加砂,将型砂从称量斗中加入到砂箱;步骤四:多触头压头进入至砂箱上方,造型机中心工作位置,刮平多余型砂;步骤五:工作台带着模板,预填框和砂箱再次提升,预紧实;步骤六:提升模板,自下而上开始压实;步骤七:通过多触头,以15kg/cm2压力从顶部挤压完成终紧实;步骤八:工作台下降,通过预填框慢速平稳脱模;步骤九:快速分离,将砂箱放置在砂箱辊道上,模板框定位在造型机内部模板更换装置中心,将造型完成的砂箱推出,同时将空砂箱推入到造型区准备。
2、造型机主要结构组成组成结构包括:底部基础机构,顶部压头机构,机架,加砂和砂分配机构,带举升工作台的压实机构,中心转台旋转模板更换装置,模板吹喷装置,液压气控系统和电气控制系统。

KW静压造型线的造型工艺和生产应用摘要:介绍了KW静压造型线的造型工艺,造型线的一些技术特点和生产应用情况。
关键词:静压造型;工艺;生产我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一方面,随着发动机铸件向技术含量高的轻、轿、重型发动机铸件拓展,对铸型的质量水平要求越来越高;而且随着产品品种的拓宽,造型线的技术规格(如砂箱内腔尺寸)已无法满足一些产品(如大马力柴油机缸体)的生产要求。
因此,为适应生产发展的需要和有效提升我厂的市场竟争力,对该造型线进行更新改造就显得十分必要。
103线更新改造项目于09年立项,是2010年常柴重点技改项目之一,它在拆除原有国产103气冲造型线的基础上,重新建设KW造型线的基础和配套设施,经多方论证,公司于2010年初从德国引进KW造型线,经过半年多的安装和调试于2010年8月份投入试运行。
1、静压造型工艺静压造型工艺是指气流预紧实加压实的造型工艺,适合于复杂铸件的生产。
根据砂型的紧实难度可选择只进行高压压实或气流预紧实AIR-PRESSplus 2000,加随后的高压压实。
1.1工艺过程造型工艺过程参见图1阀门压气框添砂框型砂砂箱半箱模型模板框所用造型机机型是下部带有举升机构的造型机,定量砂斗和多触头压头交替地运行到举升机构上方,模板通过旋转换位机构进出造型工位。
举升机构一次举升后,定量砂斗向砂箱和余砂框内填加型砂,而后砂斗和压头换位,接着举升工作台再次上升并增压,实现密封。
此后,气流预紧实阀快速打开,压缩空气流过型砂和模板上的排气塞,排放到空气中。
在此过程中,型砂也流动起来,流向模板深凹处等难以充填和难以紧实的部位,填满加砂时出现的空穴;向下流动的型砂碰到模板表面而被预紧实。
预紧实后,在模板附近的砂型紧实度最高。
对于没有必要采用气流预紧实的产品,则取消此过程。
气流预紧实后或举升工作台再次上升并增压后(不需要气流预紧实时),主动式多触头压头紧实砂型。
HWS静压造型线液压系统分析胡必超。
焦振功。
黄江斌。
肖林(东风汽车公司铸造一厂,十堰 442048)摘要:简要介绍了HWS静压造型线的组成,较详细地介绍了 HWS静压造型线的液压系统的组成,并分析了该线的几种典型液压回路。
关键词:液压系统;静压造型线;铸造中图分类号:TG23l 文献标识码:A文章编号:1004—6178(2004)O2—0003一O3Analysis of Hydraulic System of HW S SEIATSU Moulding LineHU Bi-chao,JIAO Zhen-gong,HUANG Jiang-bin, XIAO Lin(First Foundry work of Dongfeng Motor Corporation,Shiyan442048,China)Abstract:The HWS moulding line was introduced briefly and its hydraulic system was introduced in detaillin this paper Some typical hydraulic cycle system were analyzed also.Key W ords:hydraulic system ,SEIATSV moulding line,castingHWS造型线是我厂从德国 HWS公司引进的一条全自动静压造型生产线,主要生产汽车发动机汽缸体、汽缸盖等铸件毛坯。
该线已于 2002年 l0月正式投产,是目前世界上最先进的造型生产线之一。
与传统的造型生产线相比,其独特的液压系统给我们留下了深刻的印象,在此对其进行浅析,以供同行参考。
1 HWS静压造型线简介HWS静压造型线是技术复杂的大型成套设备,采用单主机、开放式布置,全线主要由主机(EFA— SD6型,配自动更换型板装置)、辅机 (包括分箱机、砂箱内腔清扫装置、砂箱外形清扫及检测装置、翻箱机、刮砂装置、移箱机、数字铣浇冒口机、数字单针扎通气孑L机、板式多针扎通气孑L机、下芯机、合箱机、铸型顶出机、砂胎推送装置、铸工小车台板清扫机、砂箱推送缓冲装置、砂箱及铸工小车定位系统、砂箱卡紧与卸卡装置等 )、运输设备(1}≠一5}≠横向转运小车、228副铸工小车及砂箱、辊道及轨道系统 )、液压系统、气动系统、电控系统等组成。

HWS静压造型线液压系统分析胡必超。
焦振功。
黄江斌。
肖林(东风汽车公司铸造一厂,十堰 442048)摘要:简要介绍了HWS静压造型线的组成,较详细地介绍了 HWS静压造型线的液压系统的组成,并分析了该线的几种典型液压回路。
关键词:液压系统;静压造型线;铸造中图分类号:TG23l 文献标识码:A文章编号:1004—6178(2004)O2—0003一O3Analysis of Hydraulic System of HW S SEIATSU Moulding LineHU Bi-chao,JIAO Zhen-gong,HUANG Jiang-bin, XIAO Lin(First Foundry work of Dongfeng Motor Corporation,Shiyan442048,China)Abstract:The HWS moulding line was introduced briefly and its hydraulic system was introduced in detaillin this paper Some typical hydraulic cycle system were analyzed also.Key W ords:hydraulic system ,SEIATSV moulding line,castingHWS造型线是我厂从德国 HWS公司引进的一条全自动静压造型生产线,主要生产汽车发动机汽缸体、汽缸盖等铸件毛坯。
该线已于 2002年 l0月正式投产,是目前世界上最先进的造型生产线之一。
与传统的造型生产线相比,其独特的液压系统给我们留下了深刻的印象,在此对其进行浅析,以供同行参考。
1 HWS静压造型线简介HWS静压造型线是技术复杂的大型成套设备,采用单主机、开放式布置,全线主要由主机(EFA— SD6型,配自动更换型板装置)、辅机 (包括分箱机、砂箱内腔清扫装置、砂箱外形清扫及检测装置、翻箱机、刮砂装置、移箱机、数字铣浇冒口机、数字单针扎通气孑L机、板式多针扎通气孑L机、下芯机、合箱机、铸型顶出机、砂胎推送装置、铸工小车台板清扫机、砂箱推送缓冲装置、砂箱及铸工小车定位系统、砂箱卡紧与卸卡装置等 )、运输设备(1}≠一5}≠横向转运小车、228副铸工小车及砂箱、辊道及轨道系统 )、液压系统、气动系统、电控系统等组成。
HWS 静压造型线及其应用强学峰 唐 力 应忠堂 吕 宁(214026 一汽无锡柴油机厂)摘 要:本文介绍了德国HWS 公司的EFA 2S D6静压造型自动线,对造型线的组成、控制系统、工作过程等进行了详细的介绍,并对存在的问题进行了改进。
Q iang Xuefeng ,T ang Li et al .Seiatsu Air F low Squeeze Moulding Line &Its Application.M odel EFA 2S D6automatic m oulding line of G erman com pany HWS has been introduced in details of its com ponent part ,control system ,w orking process etc.The existing problems have been s olved.主题词:静压造型线 应用 1997年,一汽无锡柴油机厂从德国HWS 公司进口了一条EFA 2S D6静压造型自动线(图1),主要用于6110发动机的铸件生产。
1998年9月底正式投产。
该线的设计生产率为80整型/h 。
经一年多的生产运行,该设备运转情况良好,可靠性高,故障率低,每天两班生产,日产量在1000箱以上。
图1 HWS 静压造型线1、28、20、231转运车 2.分箱机 3.造型推送缸 4.空箱清扫机 5.外型检查 6.静压造型机 7.翻箱机 8.台面清扫机 9.刮砂机 10.造型辊道 11.移箱机 12.造型缓冲缸 13.中间推送缸 14.铣浇口机 15.扎气眼机 16.下芯机 17.下芯辊道 18.合箱机 19.中间缓冲缸 21、31.升降台 25、32.推送/缓冲缸 22、29.推送缸 24、30.缓冲缸 26.捅箱机 27.落砂机(国产)收稿日期:1999—10—271 HWS 公司静压造型线1.1 静压造型线的主要参数砂箱内尺寸1300mm ×900mm ×350/350mm 生产率80整型/h 循环砂箱/小车数190副/195辆全线总功率340kW 液压定量泵3台,360L/min 液压变量泵1台,360L/min 储能器1台,100L 齿轮循环泵1台,450L/min 1.2 静压造型线的组成及工艺流程全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。