3.4工件的夹紧 教案7
- 格式:doc
- 大小:124.50 KB
- 文档页数:4
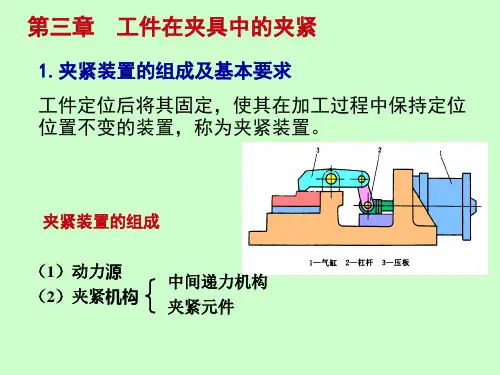
《机械系统设计》课程期末考查课程设计说明书学科专业:机械设计制造及其自动化班级:1117441学号:111744125学生姓名:刘旋指导老师:徐刚2014年6月工件夹紧机构设计一、工件的夹紧将工件定位后的位置固定下来称为夹紧,夹紧的目的是保持工件在定位中所获得的正确位置,使其在外力(夹紧力、切削力、离心力等外力)作用下,不发生移动和振动。
图 9-33 液压夹紧的铣床夹具1 -压板2 -铰链臂3 -活塞杆4 -液压缸5 -活塞1.1 夹紧装置的组成夹紧装置由两个基本部分组成。
1.1.1动力装置夹紧力的来源于人力或者某种动力装置。
用人力对工件进行夹紧称为手动夹紧。
用各种动力装置产生夹紧作用力进行夹紧称为机动夹紧。
常用的动力装置有:液压、气动、电磁、电动和真空装置等。
1.1.2夹紧机构一般把夹紧元件和中间传递机构和成为夹紧机构。
1 )中间传递机构它是在动力装置与夹紧元件之间,传递夹紧力的机构。
其主要作用有:改变作用力的方向和大小;夹紧工件后的自锁性能,保证夹紧可靠,尤其在手动夹具中。
2 )夹紧元件是执行元件,它直接与工件接触,最终完成夹紧任务。
图 9-33 所示是液压夹紧的铣床夹具。
其中,液压缸 4 、活塞 5 、活塞杆 3 组成了液压动力装置,铰链臂 2 和压板 1 等组成了铰链压板夹紧机构,压板 1 是夹紧元件。
1.2对夹紧装置的基本要求( 1 )能保证工件定位后占据的正确位置。
( 2 )夹紧力的大小要适当、稳定。
既要保证工件在整个加工过程中的位置稳定不变,振动小,又要使工件不产生过大的夹紧变形。
夹紧力稳定可减少夹紧误差。
( 3 )夹紧装置的复杂程度与生产类型相适应。
工件的生产批量越大,允许设计越复杂、效率越高的夹紧装置。
( 4 )工艺性好,使用性好。
其结构应尽量简单,便于制造和维修;尽可能使用标准夹具零部件;操作方便、安全、省力。
二、夹紧力的确定设计夹具的夹紧机构时,所需夹紧力的确定包括夹紧力的作用点、方向、大小三要素。
1、A型中心孔由锥孔和圆柱孔两部分组成,圆锥孔的圆锥角为60°.
适用于:不需要多次装夹或不保留中心孔的工件.
2、B型中心孔是在A型中心孔的端部再加120º的圆锥面.
适用于:多次装夹加工的零件.
3、C型中心孔是在B型中心60º锥孔后加一短圆柱孔,后面有一内螺纹.
适用于:需要把其它零件轴向固定在轴上,或需将零件吊挂放置的.
4、R型中心孔的形状与A型中心孔相似,只是将A型中心孔的60º圆锥改成圆弧面.
适用于:精度要求较高的工件.
中心孔的尺寸以圆柱孔直径D为准
直径6.3mm以下的中心孔常用高速钢制成的中心钻直接钻出.
二>、中心钻折断的原因与预防
中心钻折断的原因是:
(1)中心钻轴线与工件旋转中心不一致,使中心钻受到一个附加力而折断.
(2)工件端面没车平,或中心处留有凸头,使中心钻不能准确地定心而折断.
(3)切削用量选用不合适,如工件转速太低而中心钻进给太快,使中心钻折断.
(4)中心钻磨钝后强行钻入工件也易折断.
(5)没有浇注充分的切削液或没与时清除切屑,以致切屑堵塞而折断中心钻.
三>、用两顶尖装夹工件时的注意事项
〔1〕车床主轴线应在前后顶尖的连线上,否则车出的工件会产生锥度.
〔2〕在不影响车刀切削的前提下,尾座套筒应尽量伸出短些,以增15分钟
用挂图和中心钻的实物进行教学
8分钟分析讲解。
3、按驱动夹具工作的动力源分类可分为:手动夹具、液压夹具、气动夹具、电动夹具等。
3.1.3 机床夹具的组成夹具的组成(1)定位元件 (图)定位元件保证工件在夹具中处于正确的位置。
(2)夹紧装置 (图)夹紧装置的作用是将工件压紧夹牢,保证工件在加工过程中受到外力(切削力等)作用时不离开已经占据的正确位置。
(3) 对刀或导向装置对刀或导向装置用于确定刀具相对于定位元件的正确位置。
(4) 连接元件连接元件是确定夹具在机床上正确位置的元件。
(5) 夹具体夹具体是机床夹具的基础件,(6) 其它装置或元件它们是指夹具中因特殊需要而设置的装置或元件。
若需加工按一定规律分布的多个表面时,常设置分度装置;为了能方便、准确地定位,常设置预定位装置;对于大型夹具,常设置吊装元件等。
3.1.4 机床夹具的作用1、保证加工精度,稳定加工质量。
2、扩大机床的功能3、提高劳动生产率。
4、降低生产成本。
5、改善劳动条件,降低对工人的技术要求。
3.2.1工件的定位1、工件常用的定位方法:(1) 直接找正法概念:用划针、百分表等工具直接找正工件位置并加以夹紧的方法称直接找正法。
特点:生产率低,精度取决于工人的技术水平和测量工具的精度(2) 划线找正法概念:先用划针画出要加工表面的位置,再按划线用划针找正工件在机床上的位置并加以夹紧。
特点:费时,又需要技术高的划线工(3)在夹具上定位使用概念:使用通用或专用夹具,使工件在机床夹具中迅速有一确定的定位,不需要找正就能保证工件与机床、刀具间的正确位置。
特点:生产效率高,定位精度好,应用与成批以及单件小批量生产中。
2、工件定位的基本原理(1)六点定位原理工件的六个自由度长方体形工件的定位①、概念:用合理分布的六个支承点限制工件六个自由度的法则,称为六点定位原理。
②、“六点定位原理”应注意:1) 定位支承点限制工件自由度的作用,应理解为定位支承点与工件定位基准面始终保持紧贴接触。
2) 一个定位支承点仅限制一个自由度,一个工件仅有六个自由度,所设置的定位支承点数目,原则上不应超过六个。
无锡科技职业学院
《数控加工工艺与装备》教案7
偏心夹紧机构
偏心夹紧机构操作简单、夹紧动作快,但夹紧行程和夹紧力较小,一般用于没有振动或振动较小、夹紧力要求不大的场合。
车床主要用于加工内外圆柱面、圆锥面、回转成形面、螺纹及端平面等。
上述各表面都是绕车床主轴轴心的旋转而形成的,根据这一加工特点和夹具在车床上安装的位置,
夹具分为两种基本类型:一类是安装在车床主轴上的夹具,这类夹具和车床主轴相连接并带动工件一起随主轴旋转,除了各种卡盘、顶尖等通用夹具或其他机床附件外,
的需要设计出各种心轴或其他专用夹具;另一类是安装在滑板或床身上的夹具,
状不规则和尺寸较大的工件,常常把夹具安装在车床滑板上,刀具则安装在车床主轴。