钎焊
- 格式:pps
- 大小:4.63 MB
- 文档页数:86
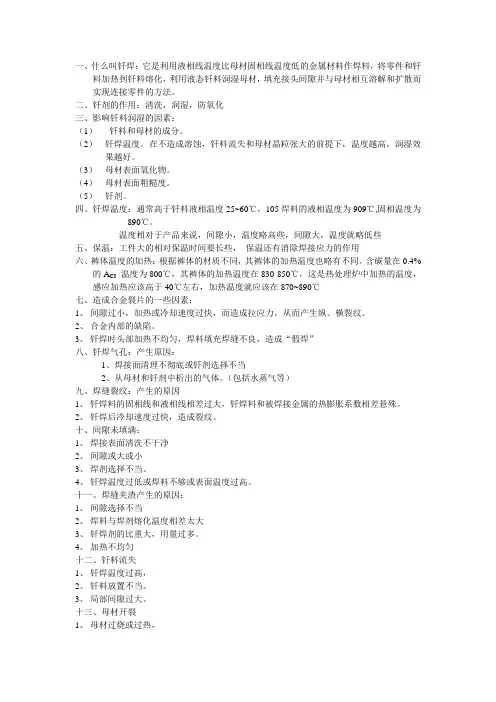
钎焊Brazing Welding本章学习重点•钎焊概念原理•润湿性及其影响因素•润湿与铺展的关系•材料表面的氧化膜特点•去膜方法——钎剂去膜•常用钎料和钎剂•常用钎焊方法•钎焊的缺陷和质量检查一、钎焊方法简介•钎焊属于固相连接,他与熔焊方法不同,钎焊时母材不熔化,采用比母材熔化温度低的钎料,加热温度采取低于母材固相线而高于钎料液相线的一种连接方法。
当被连接的零件和钎料加热到钎料熔化,利用液态钎料在母材表面润湿、铺展与母材相互溶解和扩散和在母材间隙中润湿、毛细流动、填缝与母材相互溶解和扩散而实现零件间的连接。
一、钎焊方法简介•钎焊是完成材料连接的一种重要方法,它与熔焊和压焊一起构成了现代焊接技术的三个重要组成部分。
与熔焊和压焊相比较,钎焊与其虽有一些共同之处,但却存在本质上的差异。
以搭接接头的连接为例,来看一看三类焊接技术的特点和差异。
一、钎焊方法简介•三类焊接技术比较连接方法母材受热填充材料热源压力接头的可拆卸性结合特征熔焊压焊钎焊熔化熔融或不熔不熔化有或无无有外部内部外部无有无不可拆卸不可拆卸部分可拆卸冶金结合一、钎焊方法简介•定义•钎焊是把被连接材料(又称母材)加热到适当的温度,并使填充材料(又称钎料)熔化,利用毛细作用使液态钎料填充固态母材之间的间隙,经母材与钎料发生相互作用,然后冷却凝固,从而形成冶金结合的一类连接方法。
二、钎焊方法特点•优点•钎焊加热温度较低,对母材组织和性能影响较小;•钎焊接头平整光滑,外形美观;•焊件变形较小,尤其是采用均匀加热(如炉中钎焊)的钎焊方法,焊件的变形可减小到最低程度,容易保证焊件的尺寸精度;•某些钎焊方法一次可焊成几十条或成百条钎缝,生产率高:•可以实现异种金属或合金、金属与非金属的连接。
二、钎焊方法特点•缺点与不足•钎焊接头强度比较低;•耐热能力比较差;•耐蚀能力差;•装配精度要求高。
•分类•根据使用钎料的不同,钎焊一般分为:•软钎焊钎料液相线温度低于450℃•硬钎焊钎料液相线温度高于450℃三、钎焊的应用四、钎焊过程分析•钎焊接头的形成是在一定的条件下,液态钎料自行流入固态母材之间的间隙,并依靠毛细作用力保持在间隙内,经冷却后,钎料凝固而形成的。
因此.在钎焊接头的形成过程中,必然涉及到钎料在母材上的润湿与铺展、钎料的流动及毛细填缝等问题。
四、钎焊过程分析•钎料的润湿与铺展•要使液态钎料填充到钎缝的毛细间隙中去,其前提条件是液态钎料必须能够良好地润湿母材。
•从化学热力学的角度来看,所谓润湿,是指由固—液相界面来取代固—气相界面,从而使体系的自由能降低的过程。
换句话来说,也就是液态钎料在与固态母材接触时,钎料将母材表面处的气体排开,沿着母材表面铺展.形成新的固体与液体界面的过程。
四、钎焊过程分析•铺展与润湿的条件σLGσSGOσLSØ铺展时界面张力平衡示意图四、钎焊过程分析•铺展与润湿的条件σLGσSGOσLSØ铺展时界面张力平衡示意图接触角的大小表征了体系润湿与铺展能力的强弱,Ø=00称为完全润湿,00<Ø<900称为润湿,900 <Ø<1800时称为不润湿,1800称为完全不润湿。
钎焊时希望钎料的润湿角小于20度。
四、钎焊过程分析•钎料的润湿与铺展•由上式可以看出,任何可以使润湿角Ø减小,使固—气相界面张力σSG 增大,或使固—液相界面张力σLS 以及液—气相界面张力σLG减小的因素都可以改善钎料对母材的润湿性。
σLG 的减小意味着液体内部原子对表面原子的吸引力减弱,液体原子有趋向于表面并使表面积增大的趋势,因而可以促进润湿;σLS 下降则意味着固体原子对液体原子的吸引力增加,使液体原子被拉向固—液界面,因而也可以促进润湿。
四、钎焊过程分析•影响钎料润湿性的因素•钎料和母材成分•不同的材料具有不同的表面自由能。
因此,当钎料和母材的成分发生变化时,其界面张力值必然发生变化,这将直接影响到钎料对母材的润湿与铺展。
一般来说,如果构成钎料和母材的各元素之间可以发生相互作用,形成固溶体、共晶体或金属间化合物.就会表现出良好的润湿性,反之,润湿性就较差。
四、钎焊过程分析•影响钎料润湿性的因素•钎焊温度•对于大多数液体来说,其表面张力都表现为随温度的升高而降低。
对于这一现象也可以从化学热力学的角度加以证明。
在温度变化范围不大时,表面张力随温度的升高而呈线性下降。
各种液态金属表面张力随温度的变化大体上都可以归结为这种关系。
•母材表面氧化物•在常规条件下,大多数金属表面都有一层氧化膜(物)。
氧化物的熔点一般都比较高,在钎焊温度下为固态,其表面张力值很低,因此,钎焊时将导致σSG <σLS的,产生不润湿现象,表现为钎料成球,不铺展。
四、钎焊过程分析•影响钎料润湿性的因素•钎剂•去除氧化膜最有效的方法是采用钎剂。
当用钎剂去除了母材和钎料表面的氧化膜后,液态钎料就可以和母材金属直接接触,从而改善润湿。
•母材表面粗糙度•母材的表面粗糙度在许多情况下会影响到钎料对它的润湿。
在实际钎焊过程中,不同钎料在不同状态的表面上的润湿性也确实不同。
四、钎焊过程分析•液态钎料的毛细填缝过程•钎料可以润湿母材仅仅是完成钎焊连接的一个最基本的前提条件。
要获得优质的钎焊接头,得要保证液态钎料能够自动地流入到钎缝间隙中去,这样才能完成两构件之间的连接。
•液态钎料自动填充间隙的作用力来源于毛细作用,毛细作用是液体在狭窄间隙中流动时所表现出来的固有特性。
四、钎焊过程分析•液态钎料的毛细填缝过程四、钎焊过程分析•液态钎料的毛细填缝过程四、钎焊过程分析•液态钎料的毛细填缝过程•举例:当将两块相互平行的金属板垂直插入到液态钎料中时,由于毛细作用的存在,金属板间隙内部液态钎料液面的高度将不同于板外例的液面高度。
如果液态钎料可以润湿金属板,则间隙内的液面高度将比板外侧的高。
反之,板外侧的液面高度就会比间隙内高。
四、钎焊过程分析•液态钎料的毛细填缝过程•在实际钎焊过程中,钎缝可能处于水平或倾斜等各种位置,但不论钎缝处于何种位置,液态钎料优先填充小间隙部位这一特点始终是成立的。
•例如,在由理想表面构成平行水平间隙时,钎料的流动前沿是平齐的.而在由实际表面构成的水平位置平行间隙内,由于表面粗糙度的影响,使得间隙内各处的实际值的大小不同.因而造成钎科流动前沿紊乱。
四、钎焊过程分析•液态钎料的毛细填缝过程四、钎焊过程分析•液态钎料的毛细填缝过程•实际生产中,大部分钎焊过程是毛细作用过程。
液态金属靠毛细作用在接头间隙内流动。
液体沿间隙上升的高度与间隙的大小成反比。
因此,应在设计和装配接头时保证间隙足够小。
四、钎焊过程分析钎料的毛细填缝过程↓↓四、钎焊过程分析•钎料与母材的相互作用•液态钎料在毛细填缝过程中与母材发生相互物理化学作用。
•这种作用可以归结为两种,一种是固态母材向液态钎料的溶解;另一种是液态钎料向母材的扩散。
这些相互作用对钎焊接头的性能影响很大。
四、钎焊过程分析钎料与母钎料组分向母材中扩散材的相互作用母材向钎料中溶解四、钎焊过程分析•母材向钎料中的溶解•如果钎料和母材在液态下是能够相互溶解的,则钎焊过程中一般发生母材溶于液态钎料的现象。
•例如:用Cu钎焊钢时,在钎缝中可发现Fe的成分。
用A1钎料钎焊铝时,钎缝中Al的含量增多。
在Sn铅钎料中浸渍钎焊铜时,液态钎料中有Cu的成分。
四、钎焊过程分析•母材向钎料中的溶解•一般来说,母材适量地溶解,可以改变钎缝的组织成分,对钎料成分起合金化作用,有利于提高钎焊接头的强度。
•当然母材过度溶解,会使液态钎料的熔点和粘度升高,流动性变差,造成不能填满钎缝间隙而形成未钎透缺陷。
也有可能使母材表面出现溶蚀缺陷,严重时甚至造成母材溶穿。
四、钎焊过程分析•母材向钎料中的溶解•在钎焊过程中,影响母材向液态钎料中溶解的因素大体上可以分为材料因素和工艺因素两类。
材料因素:是指与母材和钎料的物性相关联的影响溶解过程的因素。
可以想象,不同成分的母材或母材的不同组分在不同成分的液态钎科中的溶解情况显然是不同的。
这种差异则主要取决于母材组分在液态钎料中的极限溶解度和极限固溶度。
四、钎焊过程分析工艺因素1.温度的影响一般来说,随着钎焊温度的升高,母材在钎料中的溶解速度将增加,因而单位时间内的溶解量增加。
2.加热保温时间的影响一般来说,在达到极限溶解度之前,溶解量是随着保温时间的延长而增加的,并且增加量基本上满足抛物线规律。
即增加量与时间的平方根成正比。
3.钎料量的影响显而易见,钎料量的增加将导致溶解量的增加。
四、钎焊过程分析•钎料组分向母材中扩散•钎焊时,在母材向液态钎料溶解的同时,也出现钎料组分向母材的扩散。
扩散体积扩散:钎料组元向整个母材晶粒内部扩散体积扩散的结果是在钎料与母材交界处毗邻母材一边形成固溶体层,他对钎焊接头不会产生不良影响。
晶间扩散:钎料组元扩散到母材的晶粒边界。
晶间扩散常常使晶界发脆,对薄件的影响尤为明显。
应降低钎焊温度或缩短保温时间,使晶间扩散减小到最低程度。
四、钎焊过程分析•钎焊接头的显微组织•由于母材与钎料间的溶解与扩散,改变了钎缝和界面母材的成分,使钎焊接头的成分、组织和性能同钎料即母材本身往往有很大的差别。
钎料与母材的相互作用可以形成下列组织:(1)固溶体母材与钎料具有同一类型的结晶点阵和相近的原子半径比如铜钎焊镍母材与钎料具有相同基体比如铜基钎料钎焊铜铝基钎料钎焊铝及铝合金等条件四、钎焊过程分析•钎焊接头的显微组织(1)固溶体固溶体组织具有良好的强度和延性,钎缝和界面区出现这种组织对于钎焊接头性能是有利的。
(2)化合物如果钎料与母材具有形成化合物的状态图,则钎料与母材的相互作用将可能使接头中形成金属间化合物。
例如250℃时以Sn钎焊Cu,由于Cu向Sn中溶解,冷却时在界面区形成Cu6Sn5化合物相。
当接头中出现金属间化合物相,特别是在界面区形成连续化合物层时,钎焊接头的性能将显著降低。
(2)化合物四、钎焊过程分析•钎焊接头的显微组织(3)共晶体采用含共晶体组织的钎料比如铜磷、银铜、铝硅、锡铅等钎料,这些钎料均含有大量的共晶体母材与钎料可以形成共晶体比如用银钎焊铜条件四、钎焊过程分析•钎料与钎剂•钎料•钎焊接头是靠熔焊钎料填缝并冷却后得到的,钎料的性能在很大程度上决定着接头的质量。
所以必须努力研究和合理选用钎料。
对钎料要求1.应当具有合适的熔点2.应当具有良好的润湿母材和填缝能力3.应当尽量不用稀有金属或贵金属四、钎焊过程分析•钎料与钎剂•钎料•钎料的种类繁多,通常根据熔点的高低将其分为两大类:钎料分类1.熔点低于450℃的称为软钎料2.熔点高于450℃的称为硬钎料硬钎料具有较高的强度可以连接承受重载荷的工件,应用广泛。
四、钎焊过程分析钎剂的作用1.去除母材及钎料表面的氧化膜2.抑制母材及钎料在钎焊过程中的再氧化3.改善钎料对被焊材料的润湿作用•钎料与钎剂四、钎焊过程分析•钎料与钎剂•钎剂对钎剂性能要求1.应当具有足够的溶解和破坏氧化膜的作用2.钎剂的熔点和最低活性温度应当低于钎料的熔点3.钎剂应对母材有良好的润湿性4.钎剂及起作用产物的密度应当小于液态钎料的密度四、钎焊过程分析•钎料与钎剂•钎料与钎剂的选用原则选择原则1.从接头的实用性能考虑,根据应达到的强度、耐蚀性、导电性、导热性考虑选择钎料和钎剂2.从母材角度考虑,主要看母材的润湿性、与母材相互作用的特点、钎焊温度的高低以及热膨胀等五、钎焊方法•钎焊过程可作如下描述:即先对焊件、钎剂及钎料加热,待钎剂熔化后,钎料熔化并靠毛细作用填入待焊工件的间隙中,保温一定时间后钎料冷却凝固,从而获得牢固的钎焊接头。