砂轮平衡图解 (2)
- 格式:ppt
- 大小:536.50 KB
- 文档页数:14
砂轮动平衡毕业设计砂轮动平衡毕业设计在工程领域中,砂轮是一种常见的工具。
它被广泛应用于金属加工、石材加工等行业,用于磨削、抛光等工艺。
然而,由于制造过程中的不完美或者长时间使用后的磨损,砂轮可能会出现不平衡现象。
这种不平衡不仅会影响砂轮的使用寿命,还可能导致机械设备的振动,甚至损坏设备。
因此,砂轮动平衡是一项非常重要的工程问题。
砂轮动平衡的目的是通过调整砂轮的重心,使其在高速旋转时能够保持平衡。
这样可以减少振动,提高砂轮的使用寿命,并保证加工过程的稳定性。
为了实现砂轮动平衡,工程师们通常会采用两种方法:静态平衡和动态平衡。
静态平衡是指在砂轮不旋转的情况下,通过调整砂轮的重心位置,使其能够保持平衡。
这种方法通常使用重锤或者调整砂轮安装位置的方式来实现。
静态平衡对于较小的砂轮来说效果较好,但对于大型砂轮来说,由于其质量较大,静态平衡的效果可能不够理想。
动态平衡是指在砂轮旋转的情况下,通过调整砂轮的重心位置,使其能够保持平衡。
这种方法通常使用专门的平衡设备来实现。
动态平衡可以更准确地调整砂轮的重心位置,提高平衡效果。
然而,动态平衡设备的价格较高,需要专门的操作技术,因此在实际应用中使用较少。
为了解决砂轮动平衡的问题,我在毕业设计中提出了一种新的方法。
该方法基于图像处理技术和机器学习算法,能够实时监测砂轮的平衡状态,并自动调整砂轮的重心位置,以实现动态平衡。
首先,我使用高分辨率摄像机对砂轮进行拍摄,并将图像传输到计算机中进行处理。
通过图像处理技术,我能够提取砂轮的轮廓,并计算出其重心位置。
然后,我使用机器学习算法对砂轮的平衡状态进行分类。
通过训练算法,我能够根据砂轮的形状和重心位置,准确地判断砂轮是否平衡。
一旦检测到砂轮不平衡,系统将自动调整砂轮的重心位置。
我设计了一个机械装置,通过电机和传动装置,可以实时调整砂轮的重心位置。
当系统检测到砂轮不平衡时,电机将根据预先设定的算法,自动调整装置的位置,使砂轮重新平衡。
砂轮动平衡标准
砂轮动平衡标准是指用于评估砂轮在运行过程中振动情况的准则。
砂轮动平衡是确保砂轮在高速旋转时稳定运行的重要因素,可以避免因振动过大而导致砂轮破裂、工件加工质量下降等问题。
砂轮动平衡标准主要包括以下几个方面:
1. 振动幅度:振动幅度是指砂轮在旋转过程中振动的大小。
通常,振动幅度越小,砂轮的动平衡性能越好。
振动幅度的测量可以通过振动仪等设备进行。
2. 振动频率:振动频率是指砂轮振动的高低。
通常,振动频率越高,砂轮的动平衡性能越好。
振动频率的测量可以通过振动仪等设备进行。
3. 振动相位差:振动相位差是指砂轮振动波形的相位差。
通常,振动相位差越小,砂轮的动平衡性能越好。
振动相位差的测量可以通过振动仪等设备进行。
4. 振动方向:振动方向是指砂轮振动的方向。
通常,振动方向应该与砂轮旋转方向相反,以提高砂轮的动平衡性能。
5. 砂轮动平衡精度:砂轮动平衡精度是指砂轮在旋转过程中振动幅度的变化程度。
通常,砂轮动平衡精度越高,砂轮的动平衡性能越好。
砂轮动平衡标准通常由相关行业组织或国家标准制定机构制定。
砂轮生产企业、砂轮使用企业以及相关检测机构应按照这些标准进行砂轮的动平衡检测和评估,以确保砂轮在运行过程中的稳定性和安全性。
砂轮做静平衡的目地是保证砂轮运转时保持平衡. 磨床在磨削加工时,砂轮在做高速旋转,这时如果砂轮没有做静平衡的话,就会使机床产生震动,使机床不能平稳运行。
再者,对机床的精度,对磨削工件的光洁度都会有不利的影响。
所以不管是平面磨床还是外圆磨床,砂轮都要进行静平衡。
平面磨床工作时,常常由于砂轮的不平衡而造成振动,特别是高速旋转的砂轮,如果不设法消除这种现象,就会影响被磨削工件的表面质量和机床的寿命。
因此,在磨削加工中必须对砂轮进行动平衡调节。
国际上通用的办法就是砂轮线上动平衡,砂轮动平衡仪,已高精度、高效率、易操作受到操作业者的好评。
几种砂轮线上动平衡方法介绍给大家。
步骤:1、先把平衡砂轮的平衡架用水平仪进行水平平衡,然后把新的砂轮装在砂轮的安装套上,安装套的孔里穿上平衡砂轮专用的轴,将装上要平衡的砂轮的轴架在砂轮平衡架上;2、将砂轮安装套侧面安装的平衡块全部取下,然后等待砂轮自己能够停止转动停下来,在砂轮的最高点用粉笔或者任意其它的东西做一个记号。
3、重新把砂轮轻轻转动一下,然后再等待砂轮再次静止的停下来,看看最高点或者最低点是否还是原先的那个点。
如果还是原先的那个点的话,就给最高点的配合块的安装槽里,装一个平衡块。
4、再次重新转动砂轮,看看砂轮在安装了平衡块后,哪一个点又是新的最高点;然后再加第二个平衡块,轻轻的转动砂轮,直到砂轮可以停留在任意的地方时,砂轮就算平衡完毕了。
在平衡砂轮时,砂轮不要转的劲太大,以免砂轮转出砂轮平衡架。
另外,砂轮在平衡完后,为了谨慎起见,可以把平衡好的砂轮的两边的轴转个180º,再看看砂轮是否还是停留在任意的地方,的如果同样是能够停留在任意的地方的话,那么,就说明砂轮是平衡的很好的了。
数控的应该自带动的平衡仪,静平衡要做两次才行,建议你用动平衡仪直接调整平衡块,就行了,利用杠杆原理那边轻往那边移动的平衡块,静平衡的话,如果砂轮比较大的,应该转动12个对称方向静止不动就行了可以按照以下方法进行平衡:1.把要选择好的砂轮装在法兰盘上,拧紧螺钉后放在平衡架上;2.找出砂轮偏重点M:砂轮在平衡架上最后停下来的最低点就是偏重点M;3.找出M点的对称点N点. 将2个平衡块分别放在N点的两侧并同时向难点移动;4.将砂轮转动90度使M.N处于一条水平线上,然后微调2个平衡块,使砂轮达到平衡;5 再将砂轮转动180度, 再微调2个平衡块,使砂轮达到平衡. 这时M.N方位上砂轮已经平衡;6 按照同样方法在其它方位进行平衡。
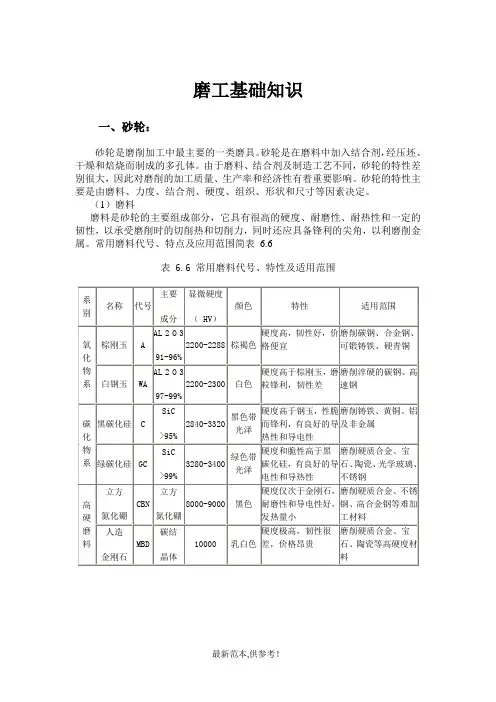
磨工基础知识一、砂轮:砂轮是磨削加工中最主要的一类磨具。
砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、力度、结合剂、硬度、组织、形状和尺寸等因素决定。
(1)磨料磨料是砂轮的主要组成部分,它具有很高的硬度、耐磨性、耐热性和一定的韧性,以承受磨削时的切削热和切削力,同时还应具备锋利的尖角,以利磨削金属。
常用磨料代号、特点及应用范围简表 6.6表 6.6 常用磨料代号、特性及适用范围(2)粒度粒度是指磨料颗粒尺寸的大小。
粒度分为磨粒和微粉两类。
对于颗粒尺寸大于40 μ m的磨料,称为磨粒。
用筛选法分级,粒度号以磨粒通过的筛网上每英寸长度内的孔眼数来表示。
如60 # 的磨粒表示其大小刚好能通过每英寸长度上有60孔眼的筛网。
对于颗粒尺寸小于40 μ m的磨料,称为微粉。
用显微测量法分级,用W和后面的数字表示粒度号,其W后的数值代表微粉的实际尺寸。
如W20表示微粉的实际尺寸为20 μ m。
砂轮的粒度对磨削表面的粗糙度和磨削效率影响很大。
磨粒粗,磨削深度大,生产率高,但表面粗糙度值大。
反之,则磨削深度均匀,表面粗糙度值小。
所以粗磨时,一般选粗粒度,精磨时选细粒度。
磨软金属时,多选用粗磨粒,磨削脆而硬材料时,则选用较细的磨粒。
粒度的选用见表 6.7。
表 6.7 磨料粒度的选用(3)结合剂结合剂是把磨粒粘结在一起组成磨具的材料。
砂轮的强度、抗冲击性、耐热性极耐腐蚀性,主要取决于结合剂的种类和性质。
常用结合剂的种类、性能及适用范围见表6.8。
表 6.8常用结合剂的种类、性能及适用范围(4)硬度砂轮硬度是指砂轮工作时,磨粒在外力作用下脱落的难易程度。
砂轮硬,表示磨粒难以脱落;砂轮软,表示砂轮容易脱落。
砂轮的硬度等级见表 6.9。
砂轮的硬度与磨料的硬度是完全不同的两个概念。
硬度相同的磨料可以制成硬度不同的砂轮,砂轮的硬度主要决定于结合剂性质、数量和砂轮的制造工艺。
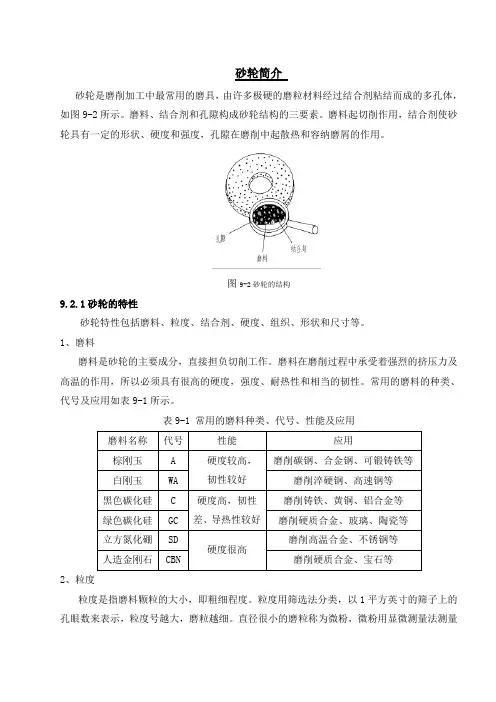
砂轮简介砂轮是磨削加工中最常用的磨具,由许多极硬的磨粒材料经过结合剂粘结而成的多孔体,如图9-2所示。
磨料、结合剂和孔隙构成砂轮结构的三要素。
磨料起切削作用,结合剂使砂轮具有一定的形状、硬度和强度,孔隙在磨削中起散热和容纳磨屑的作用。
图9-2砂轮的结构9.2.1砂轮的特性砂轮特性包括磨料、粒度、结合剂、硬度、组织、形状和尺寸等。
1、磨料磨料是砂轮的主要成分,直接担负切削工作。
磨料在磨削过程中承受着强烈的挤压力及高温的作用,所以必须具有很高的硬度,强度、耐热性和相当的韧性。
常用的磨料的种类、代号及应用如表9-1所示。
表9-1常用的磨料种类、代号、性能及应用磨料名称代号性能应用棕刚玉 A 硬度较高,韧性较好磨削碳钢、合金钢、可锻铸铁等白刚玉WA 磨削淬硬钢、高速钢等黑色碳化硅 C 硬度高,韧性差、导热性较好磨削铸铁、黄铜、铝合金等绿色碳化硅GC 磨削硬质合金、玻璃、陶瓷等立方氮化硼SD硬度很高磨削高温合金、不锈钢等人造金刚石CBN 磨削硬质合金、宝石等2、粒度粒度是指磨料颗粒的大小,即粗细程度。
粒度用筛选法分类,以1平方英寸的筛子上的孔眼数来表示,粒度号越大,磨粒越细。
直径很小的磨粒称为微粉,微粉用显微测量法测量到的实际尺寸来表示。
粒度号标准依照国家标准GB2481.1.1-1998和GB2481.1.2-1998分37个粒度号,F4~F220为粗磨粒,F230~F1200为微粉。
为提高磨削加工效率和加工表面质量,应根据实际情况选择合适的粒度号砂轮。
在磨削较软材料或粗磨时,应选用粒度号小的粗砂轮,精磨或磨削较硬材料时应选用粒度号大的细砂轮。
3、结合剂结合剂将磨粒粘结在一起,并使砂轮具有一定的形状。
砂轮的强度、耐热性、耐冲击性及耐腐蚀性等性能都取决于结合剂的性能。
常用的结合剂有陶瓷结合剂(代号为V)、树脂结合剂(代号为B)和橡胶结合剂(代号为R)。
陶瓷结合剂由于耐热、耐水、耐油、耐酸碱腐蚀,且强度大,应用范围最广。
步骤:1、先把平衡砂轮的平衡架用水平仪进行水平平衡,然后把新的砂轮装在砂轮的安装套上,安装套的孔里穿上平衡砂轮专用的轴,将装上要平衡的砂轮的轴架在砂轮平衡架上;2、将砂轮安装套侧面安装的平衡块全部取下,然后等待砂轮自己能够停止转动停下来,在砂轮的最高点用粉笔或者任意其它的东西做一个记号。
3、重新把砂轮轻轻转动一下,然后再等待砂轮再次静止的停下来,看看最高点或者最低点是否还是原先的那个点。
如果还是原先的那个点的话,就给最高点的配合块的安装槽里,装一个平衡块。
4、再次重新转动砂轮,看看砂轮在安装了平衡块后,哪一个点又是新的最高点;然后再加第二个平衡块,轻轻的转动砂轮,直到砂轮可以停留在任意的地方时,砂轮就算平衡完毕了。
在平衡砂轮时,砂轮不要转的劲太大,以免砂轮转出砂轮平衡架。
另外,砂轮在平衡完后,为了谨慎起见,可以把平衡好的砂轮的两边的轴转个180º,再看看砂轮是否还是停留在任意的地方,如果同样是能够停留在任意的地方的话,那么,就说明砂轮是平衡的很好的了。
数控的应该自带动平衡仪,静平衡要做两次才行,建议你用动平衡仪直接调整平衡块,就行了,利用杠杆原理那边轻往那边移动平衡块,静平衡的话,如果砂轮比较大,应该转动12个对称方向静止不动就行了可以按照以下方法进行平衡:1.把要选择好的砂轮装在法兰盘上,拧紧螺钉后放在平衡架上;2.找出砂轮偏重点M:砂轮在平衡架上最后停下来的最低点就是偏重点M;3.找出M点的对称点N点. 将2个平衡块分别放在N点的两侧并同时向难点移动;4.将砂轮转动90度使M.N处于一条水平线上,然后微调2个平衡块,使砂轮达到平衡;5 再将砂轮转动180度, 再微调2个平衡块,使砂轮达到平衡. 这时M.N方位上砂轮已经平衡;6 按照同样方法在其它方位进行平衡。
如果在任何方位上砂轮都能静止不动,砂轮基本上就平衡了。
这时把平衡块固定紧即可。
需要说明的是新砂轮应该在修整前后进行两次平衡。
POMIONI 磨床外观示意〔各个轴在磨床上的所在位置及名称〕POMINI磨床系统构造后床身〔砂轮拖架床身〕:平导轨+平导轨后床身〔砂轮拖架床身〕:平导轨+平导轨Rear Bed Main Dimensions后床身的的主要尺寸The following are pertinent dimensions that are used when comparing mechanical structure: - Width of each flat way 210 mm- Thickness of the counter way/undergrip (gib area) 100 mm- E*ternal width of ways: longitudinal wheel travel 1500 mm- Diameter of the carriage translation screw 200 mm后床身--砂轮拖架两侧的可伸缩保护盖板后床身砂轮拖架两侧的可伸缩保护盖板床头箱的三级皮带传动床头箱的三级皮带传动床头箱内部由套筒驱动的顶尖前后伸缩传动示意图床头箱内部由套筒驱动的顶尖前后伸缩传动示意顶尖外部的缓冲器〔QUILL BUMPER〕顶尖外部的缓冲器〔QUILL BUMPER〕标准的轧辊支撑架〔STANDAR NECKREST〕标准的轧辊支撑架〔STANDAR NECKREST〕轧辊支撑架的大致调整圆盘轧辊支撑架的大致调整圆盘由电机驱动定位的轧辊支撑架由电机驱动定位的轧辊支撑架位于轧辊支撑架上的软着陆位于轧辊支撑架上的软着陆位于支撑架上的轧辊轴承座翻箱装置位于支撑的轧辊轴承座翻箱装置架上砂轮拖架床身导轨内部状况〔间隙的油膜厚度—典型〕砂轮拖架床身导轨内部状况〔间隙的油膜厚度—典型〕纵向移动弧形齿和齿轮纵向移动弧形齿和齿轮后床身的安装及吊装示意后床身的安装床身上砂轮头前后进给的子基座〔*-BASE〕后床身上砂轮头前后进给的子基座〔*-BASE〕轴在机床上的分布示意图。
砂轮具体平衡方法
2009-11-10
具体平衡方法:
a、砂轮平衡台须先校正水平。
b、先将砂轮套入砂轮卡盘上,然后将砂轮压圈套上,再将砂轮压盖拧上(左旋),而后用法兰扳手拧紧。
见图(g)再把组合件串在平衡棒上后,置于平衡台的二个平等刃口上,然后依据下列方法平衡。
见图(b)
c、将砂轮在平衡台上摆动,然后用粉笔做记号“s”。
见图(c)
d、再将第一块平衡片“G”销紧在记号s对边。
注意“G”绝对不可以再移动。
见图(d).
e、将另一块平衡片“K”装在G等距离圆弧上任意位置。
见图(e)。
f、然后每次旋转砂轮90度,检查砂轮是否平衡,若不平衡,则须移动平衡片“K”,走到砂轮任意位置均能平衡为止。
见图(f)。
g、平衡的砂轮必肱以正常磨削速度试运转,至少5分钟。
第一次平衡砂轮须再将砂轮装在主轴上,放置工作台上的砂轮修整刀修正砂轮。
注意:使用工作台上的钻石修整刀时,必须先将工作台行程方向固定,然后旋转手轮,砂轮必须修正到完全精确为止。
经过上述方法平衡后的砂轮,必须再从主轴取下,然后放在平衡台上,再仔细的平衡后,再装回主轴,修正砂轮,直到精确为止。
即使平衡的砂轮亦可能因磨耗而发生不平衡,因此必须经常的检查,如果需要就必须重新平衡。
补充:新砂轮一般要作两次平衡,第一次平衡的目的,在于消除砂轮在制造过程中由于质量偏差,而产生的不平衡。
装到进口轴承机床上后,修整其外圆和端面,然后卸下来再进行第二次平衡。
第二次平衡时必须严格要求,使砂轮在任何方位都能达到平衡。
用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。
及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。
砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。
1 车削修整法以单颗粒金刚石(或以细碎金刚石制成的金刚笔金刚石修整块)作为刀具车削砂轮是应用最普遍的修整方法。
安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°;金刚石与砂轮的接触点应低于砂轮轴线0.5~2mm,修整时金刚石并作均匀的低速进给移动。
要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04µm的表面粗糙度,修整进给速度应低于50mm/min。
修整总量一般为单面0.1mm左右,往复修整多次。
粗修的切深每次为0.01~0.03mm,精修则小于0.01mm。
图1 车削修整砂轮示意图2 金刚石滚轮修整法采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的金刚石滚轮,以一定转速旋转(藉以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。
金刚石滚轮制造复杂、造价高,但经久耐用、修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。
3 砂轮磨削修整法采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
图2 金刚石滚轮修整成形砂轮4 滚轧修整法采用硬质合金圆盘、一组由波浪形白口铁圆盘或带槽的淬硬钢片套装而成的滚轮,与砂轮对滚和挤压进行修整。
滚轮一般装在修整夹具上手动操作,修整效率高,适于粗磨砂轮的修整。