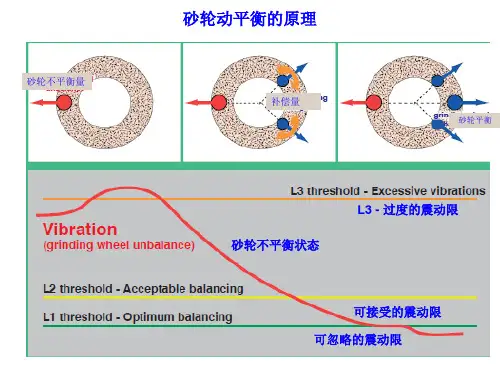
砂轮动平衡的原理
- 格式:ppt
- 大小:288.50 KB
- 文档页数:6
砂轮动平衡毕业设计砂轮动平衡毕业设计在工程领域中,砂轮是一种常见的工具。
它被广泛应用于金属加工、石材加工等行业,用于磨削、抛光等工艺。
然而,由于制造过程中的不完美或者长时间使用后的磨损,砂轮可能会出现不平衡现象。
这种不平衡不仅会影响砂轮的使用寿命,还可能导致机械设备的振动,甚至损坏设备。
因此,砂轮动平衡是一项非常重要的工程问题。
砂轮动平衡的目的是通过调整砂轮的重心,使其在高速旋转时能够保持平衡。
这样可以减少振动,提高砂轮的使用寿命,并保证加工过程的稳定性。
为了实现砂轮动平衡,工程师们通常会采用两种方法:静态平衡和动态平衡。
静态平衡是指在砂轮不旋转的情况下,通过调整砂轮的重心位置,使其能够保持平衡。
这种方法通常使用重锤或者调整砂轮安装位置的方式来实现。
静态平衡对于较小的砂轮来说效果较好,但对于大型砂轮来说,由于其质量较大,静态平衡的效果可能不够理想。
动态平衡是指在砂轮旋转的情况下,通过调整砂轮的重心位置,使其能够保持平衡。
这种方法通常使用专门的平衡设备来实现。
动态平衡可以更准确地调整砂轮的重心位置,提高平衡效果。
然而,动态平衡设备的价格较高,需要专门的操作技术,因此在实际应用中使用较少。
为了解决砂轮动平衡的问题,我在毕业设计中提出了一种新的方法。
该方法基于图像处理技术和机器学习算法,能够实时监测砂轮的平衡状态,并自动调整砂轮的重心位置,以实现动态平衡。
首先,我使用高分辨率摄像机对砂轮进行拍摄,并将图像传输到计算机中进行处理。
通过图像处理技术,我能够提取砂轮的轮廓,并计算出其重心位置。
然后,我使用机器学习算法对砂轮的平衡状态进行分类。
通过训练算法,我能够根据砂轮的形状和重心位置,准确地判断砂轮是否平衡。
一旦检测到砂轮不平衡,系统将自动调整砂轮的重心位置。
我设计了一个机械装置,通过电机和传动装置,可以实时调整砂轮的重心位置。
当系统检测到砂轮不平衡时,电机将根据预先设定的算法,自动调整装置的位置,使砂轮重新平衡。
砂轮动平衡标准
砂轮动平衡标准是指用于评估砂轮在运行过程中振动情况的准则。
砂轮动平衡是确保砂轮在高速旋转时稳定运行的重要因素,可以避免因振动过大而导致砂轮破裂、工件加工质量下降等问题。
砂轮动平衡标准主要包括以下几个方面:
1. 振动幅度:振动幅度是指砂轮在旋转过程中振动的大小。
通常,振动幅度越小,砂轮的动平衡性能越好。
振动幅度的测量可以通过振动仪等设备进行。
2. 振动频率:振动频率是指砂轮振动的高低。
通常,振动频率越高,砂轮的动平衡性能越好。
振动频率的测量可以通过振动仪等设备进行。
3. 振动相位差:振动相位差是指砂轮振动波形的相位差。
通常,振动相位差越小,砂轮的动平衡性能越好。
振动相位差的测量可以通过振动仪等设备进行。
4. 振动方向:振动方向是指砂轮振动的方向。
通常,振动方向应该与砂轮旋转方向相反,以提高砂轮的动平衡性能。
5. 砂轮动平衡精度:砂轮动平衡精度是指砂轮在旋转过程中振动幅度的变化程度。
通常,砂轮动平衡精度越高,砂轮的动平衡性能越好。
砂轮动平衡标准通常由相关行业组织或国家标准制定机构制定。
砂轮生产企业、砂轮使用企业以及相关检测机构应按照这些标准进行砂轮的动平衡检测和评估,以确保砂轮在运行过程中的稳定性和安全性。
砂轮动平衡操作方法砂轮动平衡操作是确保砂轮在旋转时保持稳定的重要步骤,以防止砂轮产生振动、摇晃或不均匀的旋转。
在进行砂轮动平衡操作之前,需要检查砂轮是否有损坏或磨损,并根据砂轮的类型和使用环境选择适当的平衡方法。
砂轮动平衡的主要目标是消除砂轮的不平衡,以减少旋转时的振动和摇晃。
任何不平衡都会导致砂轮在使用过程中产生额外的力,这可能导致工件的损坏、设备的磨损和不安全的工作环境。
下面是一些常见的砂轮动平衡操作方法:1. 静态平衡法:这是最简单的一种方法,通过在两个平衡台上称量砂轮的重量来确定其重心位置。
首先将砂轮固定在一个支架上,并在两个平衡台上放置砂轮的两个端部。
使用天平或称重器测量每个平衡台下的砂轮的重量,并计算砂轮的重心位置。
将砂轮旋转到不同的位置,直到找到砂轮的平衡位置,并在该位置使用配重物使砂轮保持平衡。
2. 动态平衡法:这是一种更精确的方法,通过测量砂轮在旋转时的振动来确定其不平衡。
使用动态平衡仪或振动测量器将砂轮固定在测试设备上,并旋转砂轮。
仪器将测量砂轮的振动,并计算出砂轮的不平衡量。
根据测量结果,在砂轮上添加适当的配重物使其平衡。
3. 静电平衡法:这是一种适用于金刚石砂轮的方法,利用静电力量来进行平衡。
将金刚石砂轮放置在一个不导电的平面上,并使用特殊的静电平衡仪测量砂轮的静电力量。
仪器将显示砂轮在不同位置的静电力量,并根据测量结果进行调整以实现平衡。
4. 动力平衡法:这是一种适用于大型、重量较大的砂轮的方法,使用旋转平衡机进行操作。
该方法涉及将重型砂轮放置在旋转平衡机上,通过调整平衡设备来实现平衡。
设备会测量砂轮的振动和不平衡,并按照测量结果进行调整,直到实现平衡。
除了以上方法外,还有其他一些高级的砂轮动平衡方法,例如激振法和光学测量法。
这些方法需要特殊的设备和专业的知识,适用于需要更高精度和更严格要求的应用。
总的来说,砂轮动平衡操作是一项关键的工作,对于确保砂轮的稳定性、延长使用寿命和提高工作安全性至关重要。
砂轮做静平衡的目地是保证砂轮运转时保持平衡. 磨床在磨削加工时,砂轮在做高速旋转,这时如果砂轮没有做静平衡的话,就会使机床产生震动,使机床不能平稳运行。
再者,对机床的精度,对磨削工件的光洁度都会有不利的影响。
所以不管是平面磨床还是外圆磨床,砂轮都要进行静平衡。
平面磨床工作时,常常由于砂轮的不平衡而造成振动,特别是高速旋转的砂轮,如果不设法消除这种现象,就会影响被磨削工件的表面质量和机床的寿命。
因此,在磨削加工中必须对砂轮进行动平衡调节。
国际上通用的办法就是砂轮线上动平衡,砂轮动平衡仪,已高精度、高效率、易操作受到操作业者的好评。
几种砂轮线上动平衡方法介绍给大家。
步骤:1、先把平衡砂轮的平衡架用水平仪进行水平平衡,然后把新的砂轮装在砂轮的安装套上,安装套的孔里穿上平衡砂轮专用的轴,将装上要平衡的砂轮的轴架在砂轮平衡架上;2、将砂轮安装套侧面安装的平衡块全部取下,然后等待砂轮自己能够停止转动停下来,在砂轮的最高点用粉笔或者任意其它的东西做一个记号。
3、重新把砂轮轻轻转动一下,然后再等待砂轮再次静止的停下来,看看最高点或者最低点是否还是原先的那个点。
如果还是原先的那个点的话,就给最高点的配合块的安装槽里,装一个平衡块。
4、再次重新转动砂轮,看看砂轮在安装了平衡块后,哪一个点又是新的最高点;然后再加第二个平衡块,轻轻的转动砂轮,直到砂轮可以停留在任意的地方时,砂轮就算平衡完毕了。
在平衡砂轮时,砂轮不要转的劲太大,以免砂轮转出砂轮平衡架。
另外,砂轮在平衡完后,为了谨慎起见,可以把平衡好的砂轮的两边的轴转个180º,再看看砂轮是否还是停留在任意的地方,的如果同样是能够停留在任意的地方的话,那么,就说明砂轮是平衡的很好的了。
数控的应该自带动的平衡仪,静平衡要做两次才行,建议你用动平衡仪直接调整平衡块,就行了,利用杠杆原理那边轻往那边移动的平衡块,静平衡的话,如果砂轮比较大的,应该转动12个对称方向静止不动就行了可以按照以下方法进行平衡:1.把要选择好的砂轮装在法兰盘上,拧紧螺钉后放在平衡架上;2.找出砂轮偏重点M:砂轮在平衡架上最后停下来的最低点就是偏重点M;3.找出M点的对称点N点. 将2个平衡块分别放在N点的两侧并同时向难点移动;4.将砂轮转动90度使M.N处于一条水平线上,然后微调2个平衡块,使砂轮达到平衡;5 再将砂轮转动180度, 再微调2个平衡块,使砂轮达到平衡. 这时M.N方位上砂轮已经平衡;6 按照同样方法在其它方位进行平衡。
砂轮动平衡调整方法砂轮是一种常见的磨削工具,广泛应用于机械加工、金属加工等领域。
在使用砂轮进行磨削时,由于制造过程中的误差或长时间使用导致砂轮的动平衡出现问题,这就需要进行砂轮的动平衡调整。
本文将介绍砂轮动平衡调整的方法。
砂轮的动平衡调整方法主要有以下几种:静态平衡法、半静态平衡法和动态平衡法。
首先是静态平衡法。
静态平衡法是通过调整砂轮的质量分布来达到动平衡的目的。
具体操作步骤如下:1. 将砂轮放在平衡架上,使其处于静止状态。
2. 用一个平衡支架将砂轮支撑起来,使其保持平衡状态。
3. 观察砂轮的旋转情况,如果出现明显的偏移或晃动,则说明砂轮的动平衡存在问题。
4. 根据偏移或晃动的情况,向砂轮的相反方向添加适当的质量块,以达到平衡的效果。
其次是半静态平衡法。
半静态平衡法是在砂轮进行旋转时进行动平衡调整的方法。
具体操作步骤如下:1. 将砂轮安装在砂轮平衡机上,并进行旋转。
2. 通过观察砂轮的旋转情况,判断其是否存在动平衡问题。
3. 如果砂轮存在明显的偏移或晃动,可以通过向砂轮的相应位置添加适当的质量块来进行调整,以达到平衡的效果。
最后是动态平衡法。
动态平衡法是在砂轮进行高速旋转时进行动平衡调整的方法。
具体操作步骤如下:1. 将砂轮安装在砂轮平衡机上,并进行高速旋转。
2. 通过观察砂轮的旋转情况,判断其是否存在动平衡问题。
3. 如果砂轮存在明显的偏移或晃动,可以通过在砂轮上添加试重块,然后再进行旋转,通过试重块的位置和数量来确定砂轮的不平衡情况。
4. 根据试重块的位置和数量,可以通过在砂轮上打孔、钻孔或加工等方式来调整砂轮的质量分布,以达到平衡的效果。
需要注意的是,在进行砂轮动平衡调整时,应选择合适的平衡设备和工具,并严格按照操作规程进行操作。
同时,为了保证砂轮的动平衡效果,还应定期检查和维护砂轮的平衡状态,及时进行调整。
总结起来,砂轮动平衡调整方法主要包括静态平衡法、半静态平衡法和动态平衡法。
通过合理选择和运用这些方法,可以有效地调整砂轮的动平衡,提高砂轮的使用效果和寿命,保证加工质量和安全生产。
砂轮动平衡砂轮动平衡是一种重要的机械工艺测试,它的目的是在型腔和车轮中测试工件的平衡性,以确保工件的质量和可靠性。
该技术可以检查设备的承载能力,运行特性和预期性能。
砂轮动平衡机器通过重力和气动原理来确定工件的重量不均匀性,以满足衡量规格和动平衡要求。
砂轮动平衡机器是一种多功能动平衡仪表,其结构和能力经历了快速进步。
传统砂轮动平衡机由两个砂轮构成,两个砂轮分别安装在立柱的上端和下端。
砂轮的叶片装配在轴上,当轴上的工件受到不均匀重量的作用时,砂轮就会摆动。
随着时间的推移,轴及轴承的摆动也会逐渐加剧,最终导致砂轮的摆动,从而检测出不均匀重量的部分。
除了动平衡仪,还有一种静平衡机用于检测工件的不均匀重量,但这种方式不能检测到轴承摆动时发生的不均匀重量问题。
砂轮动平衡机器具有良好的精度和可靠性,为工业制造提供了精确的质量控制和精确的测试。
该方法主要用于汽车、摩托车、船只和机械设备等产品,以保证其质量。
在砂轮动平衡测量中,砂轮轴可以调节转速和力矩,以确保游离动平衡。
测量过程中,操作者可以根据显示数据调整轴,以便在任何状态下都保持良好的动平衡性。
砂轮动平衡测试需要用砂轮动平衡机器,它可以根据砂轮平衡和加速度值,使动平衡器保持极佳的平衡性,以此来验证工件质量。
砂轮动平衡机的优点之一是快速检测,并且可以准确评估出工件的不均匀重量和摆动情况,以确保其质量。
砂轮动平衡技术已经成为工业生产领域中的重要工艺,它被广泛应用于汽车、船舶、飞机和其他机械产品的生产和质量控制。
砂轮动平衡机器是目前最有效的测试方法,它可以快速准确地测试工件,确保产品质量,为购买者提供标准化的服务。
总之,砂轮动平衡是一个工艺测试,它可以准确测试工件的重量不均匀性,确保厂商提供高质量产品。
随着机械行业技术的进步,砂轮动平衡技术也在不断发展,现在已经成为行业标准。
它可以有效地检测和测量工件,满足不同的需求,确保产品的可靠性和质量。
砂轮平衡支架砂轮是工业上常用的磨削工具,可以用于金属、玻璃等材料的加工,在使用过程中,砂轮的平衡是非常重要的。
如果砂轮没有达到平衡,会发生很多问题,比如砂轮磨削不均匀、砂轮寿命缩短、磨削效率低下、甚至会引发事故等。
为了保证砂轮的平衡,我们可以使用砂轮平衡支架。
砂轮平衡支架的作用砂轮平衡支架是一种旋转式平衡器,主要用于机械、钢铁、航空等行业的大型自动和手动砂轮机的砂轮平衡。
它能够帮助我们实现以下目标:1.砂轮平衡,避免磨削不均匀产生“波形”等问题。
2.延长砂轮寿命,减少更换次数和成本。
3.提高砂轮磨削效率,提高工作效率和产量。
4.保证工人的安全,避免因砂轮失衡而导致的工伤事故。
如何使用砂轮平衡支架使用砂轮平衡支架需要经过以下五个步骤:步骤一:选择适合的平衡支架不同类型的砂轮需要使用不同类型的平衡支架,所以在使用前需要选择适合的平衡支架,以确保平衡效果达到最佳。
步骤二:安装砂轮到支架上将需要使用的砂轮安装到支架上,并确保砂轮与支架的安装牢固可靠。
步骤三:调整支架的水平度使用水平仪等工具来调整支架的水平度,使其处于完全水平的状态。
步骤四:旋转支架进行平衡启动砂轮机,将砂轮支架旋转起来,并注意观察砂轮的平衡情况。
如果发现砂轮失衡,需要进行相应的调整,直到砂轮完全平衡。
步骤五:停止砂轮机并取下砂轮支架在保证砂轮完全平衡的情况下,停止砂轮机的运转并取下砂轮支架。
砂轮平衡支架的种类砂轮平衡支架按照结构和用途可以分为多种类型,常见的有以下三种:•直通式砂轮平衡支架这种平衡支架是最常见的一种,也是最基础的一种。
其结构简单,使用方便,目前适用于大多数砂轮的平衡操作。
•磁力式砂轮平衡支架这种平衡支架采用磁力力控制,可以帮助砂轮实现更加精准的平衡,并且可以广泛应用于机械、军工等高端制造领域。
•摆型砂轮平衡支架这种平衡支架通常采用摆锤平衡原理,可以对不同直径和不同粘结方式的砂轮进行平衡。
由于其结构较为复杂,通常使用成本较高,适合大型自动化砂轮机和高端制造领域使用。
磨床砂轮用动平衡仪的工作原理介绍在金属加工加工中, 磨床是一种常用的机械设备。
磨床的精度和效率直接影响到制造产品的质量和数量。
而磨床砂轮在运行过程中可能会因为加工过程中的振动和不平衡等原因导致砂轮出现偏心现象。
如果不经过静、动平衡校正,砂轮在加工过程中会产生严重的振动,从而会导致加工产品质量下降,严重的甚至会危及工人的安全。
这时,我们就需要用到磨床砂轮用的动平衡仪。
动平衡仪的基本组成结构磨床砂轮用的动平衡仪主要由振动传感器、信号放大电路、计算机联机控制系统等多个组成部分组成。
其中振动传感器是由可感应振动并将其变成电信号输出的元件,信号放大电路用于放大振动传感器输出的微弱电信号,并将其转换成人类可以理解的形式,用于成型砂轮的精度测试和质量控制。
计算机联机控制系统是由计算机和相关运行软件构成,主要用于砂轮的动静平衡节点判断、数据处理与计算、误差分析和转换、状态监测和判断等多个方面的精度测试和质量控制。
动平衡仪的工作原理磨床砂轮用的动平衡仪实际上是一种磨床砂轮精度测试和质量控制设备。
在使用之前首先需要将磨床砂轮与支架固定,放置于动平衡仪的传感器上。
然后,在电源的支持下,传感器感知砂轮转动产生的振动,并将振动传感信号发送回检测中心。
检测中心通过放大电路将这些微弱的振动传感信号进行放大,并将其转换成人类可以理解的形式。
然后通过与计算机联机的控制系统进一步对振动进行处理、判断,并对磨床砂轮进行动静平衡校正。
但是,磨床砂轮校正过程所产生的误差是不能完全消除的。
因此,在磨床砂轮加工时还需要一种自动跟踪的砂轮偏心补偿系统。
这种系统主要是通过传感器对砂轮的偏心情况进行实时监测,并通过计算得出最佳的砂轮压力分布和修正程序。
最终将修正程序与主控程序进行比较,从而实现砂轮的自动跟踪。
因此,磨床砂轮用的动平衡仪在磨床生产线上应用广泛,它不仅可以有效提高砂轮的精度和质量,还可以保证生产效率和安全。
风砂轮的稳定性与振动控制风砂轮是工业领域常用的砂轮类型之一,其主要用途是在金属表面去除杂质、修整和抛光等工艺过程中。
然而,由于工作过程中风砂轮会产生振动,不仅会降低工作效率,还会导致设备损坏和人员伤害。
因此,研究和控制风砂轮的稳定性与振动是非常重要的任务。
首先,我们需要了解风砂轮产生振动的原因。
风砂轮振动主要来自于两个方面:一是由于砂轮的不平衡造成的静态不平衡振动,二是由于砂轮在高速旋转时产生的动态不平衡振动。
静态不平衡振动主要是由于砂轮在制造过程中材料分布不均匀或安装不正确导致的,而动态不平衡振动则是由于高速旋转时砂轮自身的形变和离心力引起的。
针对风砂轮的稳定性问题,一种常用的解决方法是进行动平衡。
动平衡是通过在砂轮上加装平衡块来消除静态和动态不平衡,从而减小振动。
常见的动平衡方法有静平衡和动平衡两种。
静平衡是在装备运行前通过精确测量砂轮的不平衡,并在相应的位置上安装适量的平衡块来实现的。
而动平衡是在装备运行时通过测量砂轮的振动信号,在相应的位置上加装或移动平衡块来实现的。
动平衡相比静平衡更具有实时性和准确性,但操作难度相对较大。
除了动平衡外,还可以通过改进砂轮结构来提高其稳定性。
例如,增加砂轮的厚度,减小砂轮与轴之间的间隙,选择高刚度的砂轮材料等。
这些措施可以增加砂轮的刚度和稳定性,减小振动发生的可能性。
此外,定期检查和维护设备也是保证风砂轮稳定性的重要手段,包括及时更换砂轮,修复或更换受损的部件等。
除了控制风砂轮的稳定性外,振动控制也是一个重要的问题。
减小风砂轮的振动可以提高设备的工作效率,降低设备的损耗和维护成本,同时也能保护操作人员的安全。
振动控制的方法有很多种,常见的包括质量阻尼器、主动控制和被动控制等。
质量阻尼器是一种常用的振动控制装置,其原理是通过加装阻尼器在砂轮上增加阻尼以吸收振动能量。
具体的质量阻尼器包括质量块阻尼器和液体阻尼器两种。
质量块阻尼器是通过加装金属块在砂轮表面实现的,而液体阻尼器是通过在砂轮内部注入液体以吸收振动能量。
磨床砂轮动平衡装置ZPD-1外接式全自动数控砂轮动平衡装置无需专业的平衡技术。
使用方法简单。
按下自动按健就ok了!砂轮平衡精度达0.4um--0.6um!!大大提高了磨削精度20年的制造经验,采用进口元件制造!多个磨床厂使用!其平衡效果不亚于国外同类产品!无需专业的平衡技术。
使用方法简单。
按下自动按健就OK了!砂轮平衡精度达0.4um--0.6um!!大大提高了磨削精度*ZPD-1外接式砂轮全自动动平衡装置采用微电脑控制,砂轮可以直接装在磨床上.而不需要预先在平衡架上进行静平衡。
平衡精度根据需要可在菜单上自由选择设定。
平衡头采用无碳刷运转装置,从而免除了由于在高速运转中引起的碳刷及滑环经常磨损而必须更换的麻烦,以及由于碳刷在运转使磨损的粉末而引起的平衡头内部电机回路不通。
采用了无碳刷运转装置,保证了平衡头的正常工作,更延长了该机的使用寿命。
1、综述砂轮的不平衡不仅会降低磨削质量,而且会加速磨床主轴及轴承的磨损,降低磨床精度及寿命,因此新砂轮装上磨床之前使用一段时间后,一般要在专用的平衡架上进行静平衡。
这种方法能够消除砂轮中很大一部分不平衡量,但由于受到平衡架导轨的水平精度、滚动摩擦和制造误差的影响,平衡精度较低,平衡操作劳动强度大,所需时间长,不能满足高精度并对砂轮的不平衡状态下不断进行检测和补偿!采用了砂轮自动平衡装置可使砂轮始终在高精度的平衡状态,以保证磨削零件的精度和高质量,该产品适用于外圆磨,无心磨、曲轴磨、导轨磨、万能磨、轴承磨、凸轮轴磨、活塞磨、平面磨床等。
2、ZPD—1外接式全自动砂轮劫动平衡装置的特点采用微电脑控制,砂轮可以直接到磨床上,而不需要预先在平衡架上进行静平衡。
平衡精度根据需要可在菜单上自由选择设定。
平衡头采用无碳刷运转装置,从而免除了由于在高速运转中引起的碳刷及滑环经常磨损而必须更换的麻烦,以及由于碳刷在运转时磨损的粉末而引起的平衡头内部电机回路不通。
采用了无碳刷动运转装置,保证了平衡头的正常工作,更延长了该机的使用寿命。
砂轮机的工作原理
砂轮机的工作原理是利用砂轮高速旋转产生的离心力将砂轮上的磨料颗粒与被加工物料接触,通过磨擦与剪切作用使被加工物料表面产生剥离,达到磨削的目的。
砂轮机通过电动机驱动砂轮高速旋转,同时传递给砂轮上的磨料颗粒,形成了高速运动的磨料层。
当被加工物料与旋转的磨料层接触时,磨料颗粒与物料表面产生摩擦,剥离其表面,使物料表面变得平整。
同时,由于砂轮旋转的方向与物料的移动方向相对,产生的离心力将磨料颗粒推向物料表面,增加磨削的力量。
通过控制砂轮的旋转速度、磨料颗粒的大小和形状以及砂轮与物料的接触压力,可以实现不同程度的磨削和加工效果。
作业第八章:8.1 ~ 8.3(平时作业)8.10(上交作业)第八章机械的平衡Mechanical Balance1. 平衡目的ABF Ⅰ机械平衡:调整质量分布,消除惯性力例磨削工件的砂轮§8-1机械平衡的目的及内容偏心质量产生惯性力:在基座上产生动压力,冲击,振动。
2. 平衡方法(1)加S S m(2)减(3)制造均匀3. 平衡分类机械平衡平面机构空间机构回转构件平动、移动构件刚性构件挠性构件静平衡动平衡§8-2刚性转子的平衡计算1.刚性转子的静平衡计算(1)静不平衡转子盘形转子bABD对称平面m mωF Ⅰrigid rotor带轮、链轮、叶轮、飞轮、砂轮-存在偏心质量(b/D <0.2),静不平衡转子,增加或除去一部分质量,使质心与回转轴心重合.(2)静平衡条件静平衡静平衡条件:static balance平衡质量m b balancing mass单个平衡还是一体平衡?0F1r 1m 2r 2m b m 3m 4m 3r br 4r 设:多个偏心质量eccentric rotor1I F IbF 3I F 2I F 4I F 04321 b I I I I F F F F F(3)静平衡计算b Ii F F 04321 b I I I I F F F F F i i Ii r m F 2bb b r m F 2 044332211 b b r m r m r m r m r m-质径积mass-radius producti i r m 1r 1m 2r 2m b m 3m 4m 3r br 4r 1I F IbF 3I F 2I F 4I F(解析法)44332211b b r m r m r m r m r m 11r m 33r m bb r m 22r m 44r m 1r 1m 2r 2m b m 3m 4m 3r br 4r有比例尺Single-plane balance单面平衡(图解法)均可2. 刚性转子的动平衡计算(1)动不平衡转子柱状转子(b/D ≥0.2)(2)刚性转子动平衡条件:ΣF =0,ΣM =0dynamic balance bD盘状转子没力偶矩问题?平衡吗?(3)动平衡方法(a) 逐个平面平衡平行力分解原理1I F 2I F 3I F IF FIIF abbF a F II I F F F II I --不实际思路:(b) 双面平衡--可行two-plane balance1I F 2I F 3I F III思路:将全部偏心质量产生的惯性力向I,II 进行分解。