工业机器人IO通信
- 格式:pptx
- 大小:5.03 MB
- 文档页数:3

- 21 -高 新 技 术0 引言数控机床是数字控制机床的简称,是装有程序控制系统的自动化机床。
该控制系统能够有逻辑地处理具有控制编码或其他符号指令规定的程序并对其进行译码,将其转换为代码化的数字,通过信息载体输入数控装置[1]。
经过运算和处理,由数控装置发出各种控制信号,从而控制机床的动作,按照图纸要求的尺寸和轮廓自动加工零件。
数控机床可以较好地解决精密、复杂、多品种以及小批量的零件加工问题,具有高效能、柔性的特点,它代表现代化机床控制的发展方向,是一种典型的机电一体化产品。
Fanuc 数控系统是现代生产中最常见的数控系统之一,可最多实现5轴联动且具备高精度CS 轮廓控制及AI 轮廓控制,同时具备高性能FSSB 串行伺服总线,在工业自动化领域处于国际一线水平。
工业机器人一般在机械制造业中代替人完成大批量、高质量要求的工作,例如汽车制造、摩托车制造、舰船制造、某些家电产品以及化工等行业自动化生产线(点焊、弧焊、喷漆、切割以及电子装配)和物流系统(搬运、包装以及码垛)中的相关工作[2]。
国际标准化组织(ISO)将工业机器人定义为具备自动控制和重复编程功能,可以多自由度开展工作的操作机,它能通过搬运材料、工件或操持工具来完成各种作业[3]。
ABB 工业机器人作为机器人领域四大家族成员之一,是工业领域最常用的机器人之一。
1 我国自动化发展现状近年来,我国的自动化水平发展迅速,主要体现在以下2个方面:1) 国家的大力支持。
工业发达城市基本上都实施产业升级、机器换人等相关战略规划,也出台了一些扶持政策。
2) 从产业结构来看,新能源、汽车、家电以及消费电子这些行业的自动化程度相对比较高,主要是因为这些产业的产品附加值相对比较高。
自动化程度的高低可以反映一个行业的整体发展水平,自动化程度越高,整体发展水平也越高。
随着我国人口红利逐步消失,工业领域的用工成本也越来越高,因此自动化取代人力劳动已成不可逆的趋势。
数控机床自动化多采用PLC 进行总线控制,这种适合大型生产线的生产与规划对单岛型数控机床与单台机器人来说容易造成浪费PLC 资源的现象,同时在控制过程中,通过PLC 总线控制,会出现0.08 ms 的系统T 图扫描延时。
ABB机器人的各种通信运用方式一、一般介绍针对工业机器人,我们一般会关注两个方面:1、运动性能:直接决定了机器人是否能够用于特定的工艺, 比如精度和速度。
2、通信方式:直接决定了机器人能否集成到系统中,以及支持的控制复杂度。
通常,机器人支持的通信方式有:2.1普通IO:a)iSignalb)i Group signal本地IO模块,是机器人控制柜上最常见的模块之一,或者说是默认必备的模块。
常见的有8输入和8输出,或者16输入和16输出;以模拟量的0V和24V,作为数字控制中的0和1。
在小型系统中,用来快速地连接电磁阀以及传感器,实现夹具等控制,是再方便不过的了。
在较复杂的IO应用中,可以使用cross-function将数个IO信号通过固定的逻辑关系组合在一起,通过一个IO信号来控制。
用类似伪代码的方式举例:set do_1 = set do_2 & reset do_3。
此外,ABB机器人控制柜,其本地IO的参考电平可以从外面接入,以便满足客户整个控制系统等电平的要求。
在较少的情况下,可以将数个单独的IO信号合并为一个group(组),用于传输较为复杂的信号,比如数字,这种情况就类似于二进制数。
比如4个IO 组合在一起为0100(如二进制数), 就相当于表示4(十进制数)。
其实这种用法并不推荐,一方面,IO数量有限,能够传递的信息的数量和复杂度都受到很大的限制;这时候就推荐使用总线以获得较多的IO信号,当然*优的方式是使用后面提到的基于网络(非总线的TCP/IP)的方式。
2.2总线:a)Profinetb)iProfibusc)DeviceNetd)EthernetIP等工业总线,从系统的角度,是用于不同工业设备之间通信的可靠接口,比如机器人和PLC的通信;从控制方式的角度,是作为普通IO的扩展。
是否使用总线,以及使用何种总线,一般取决于系统中除机器人系统之外的设备能够支持的通信方式。
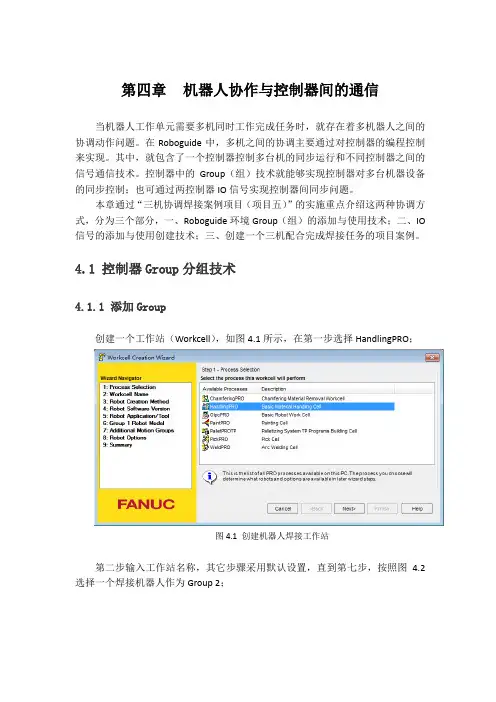
第四章机器人协作与控制器间的通信当机器人工作单元需要多机同时工作完成任务时,就存在着多机器人之间的协调动作问题。
在Roboguide中,多机之间的协调主要通过对控制器的编程控制来实现。
其中,就包含了一个控制器控制多台机的同步运行和不同控制器之间的信号通信技术。
控制器中的Group(组)技术就能够实现控制器对多台机器设备的同步控制;也可通过两控制器IO信号实现控制器间同步问题。
本章通过“三机协调焊接案例项目(项目五)”的实施重点介绍这两种协调方式,分为三个部分,一、Roboguide环境Group(组)的添加与使用技术;二、IO 信号的添加与使用创建技术;三、创建一个三机配合完成焊接任务的项目案例。
4.1 控制器Group分组技术4.1.1 添加Group创建一个工作站(Workcell),如图4.1所示,在第一步选择HandlingPRO;图4.1 创建机器人焊接工作站第二步输入工作站名称,其它步骤采用默认设置,直到第七步,按照图 4.2选择一个焊接机器人作为Group 2;图4.2 机器人焊接工作站配置之后继续,直到Finish,然后,就进入系统的配置进程。
参数配置依次依照图4.3(a)-(e)输入:(a)(b)(c)(d)(e)图4.3 工作站的配置过程最后,进入到工作站的仿真环境中,该环境中有两台机器人,一台归属第一组GP:1,用于搬运的机器人GP:1-R-2000iB/165F;另一台是用于焊接的机器人,归属第二组GP:2,用于焊接的机器人GP:2-ARC Mate 100iB SA(R-30iB);具体如图4.4所示:图4.4 工作站的仿真环境(1)用鼠标拖动机器人改变两个机器人的位置,并为焊接机器人添加一个基座Fixture,布景如图4.5所示:图4.5 工作站的仿真环境(2)4.1.2 示教编程先做一个简单的移动程序,即:两个机器人在P1点和P2点之间的循环运动。
这里,P1、P2点的信息都包含了两个机器人的坐标,它们的示教过程如下:(1)、示教P1点A)、如图4.6所示,先在Cell Browser树形窗口中选中GP:1-R-2000iB/165F,然后使用示教单元,移动搬运机器人的末端到该机器人的期望位置;显示为G1组选中GP:1-R-2000iB/165F图4.6:示教P1点(1)B)、如图4.6所示,先在Cell Browser树形窗口中选中GP:2-ARC Mate 100iB SA(R-30iB),然后使用示教单元,移动焊接机器人的末端到该机器人的期望位置;显示为G2组选中GP:2-ARC Mate 100iB SA(R-30iB)图4.6:示教P1点(2)C)、通过程序编辑器,记录下P1点的运动指令如图4.7所示:图4.7:P1点运动指令(2)、示教P2点按照上述操作,分别改变两个机器人的末端位置,示教P2点,并记录下P2点的运动指令。
ABB机器人的各种通信运用方式一、一般介绍针对工业机器人,我们一般会关注两个方面:1、运动性能:直接决定了机器人是否能够用于特定的工艺, 比如精度和速度。
2、通信方式:直接决定了机器人能否集成到系统中,以及支持的控制复杂度。
通常,机器人支持的通信方式有:2.1普通IO:a)iSignalb)i Group signal本地IO模块,是机器人控制柜上最常见的模块之一,或者说是默认必备的模块。
常见的有8输入和8输出,或者16输入和16输出;以模拟量的0V和24V,作为数字控制中的0和1。
在小型系统中,用来快速地连接电磁阀以及传感器,实现夹具等控制,是再方便不过的了。
在较复杂的IO应用中,可以使用cross-function将数个IO信号通过固定的逻辑关系组合在一起,通过一个IO信号来控制。
用类似伪代码的方式举例:set do_1 = set do_2 & reset do_3。
此外,ABB机器人控制柜,其本地IO的参考电平可以从外面接入,以便满足客户整个控制系统等电平的要求。
在较少的情况下,可以将数个单独的IO信号合并为一个group(组),用于传输较为复杂的信号,比如数字,这种情况就类似于二进制数。
比如4个IO 组合在一起为0100(如二进制数), 就相当于表示4(十进制数)。
其实这种用法并不推荐,一方面,IO数量有限,能够传递的信息的数量和复杂度都受到很大的限制;这时候就推荐使用总线以获得较多的IO信号,当然*优的方式是使用后面提到的基于网络(非总线的TCP/IP)的方式。
2.2总线:a)Profinetb)iProfibusc)DeviceNetd)EthernetIP等工业总线,从系统的角度,是用于不同工业设备之间通信的可靠接口,比如机器人和PLC的通信;从控制方式的角度,是作为普通IO的扩展。
是否使用总线,以及使用何种总线,一般取决于系统中除机器人系统之外的设备能够支持的通信方式。
引言:在现代工业生产中,技术被广泛应用,安川作为全球领先的制造商之一,其产品以其高度的稳定性和可靠性而闻名。
安川外部IO 启动是指通过外部IO端口与其他设备进行连接,实现的启动和控制。
本文将详细阐述安川外部IO启动的相关内容。
正文:1.外部IO概述1.1定义:外部IO(Input/Output)是指与周边设备进行通信和数据交换的接口。
1.2作用:外部IO可以实现与其他设备的联动控制,如传感器的输入和执行器的输出。
1.3类型:外部IO可分为数字IO和模拟IO两种类型。
1.4数字IO:数位量输入或输出,一般用于触发输入和开关量输出。
1.5模拟IO:模拟量输入或输出,一般用于传感器数据输入和执行器控制输出。
2.安川外部IO接口2.1安川外部IO接口介绍:安川提供了丰富的外部IO接口,以满足不同应用需求。
2.2信号类型:安川外部IO接口包括数字输入、数字输出、模拟输入、模拟输出等多种类型。
2.3连接方式:安川外部IO接口通常通过连接线与外部设备进行连接,具体连接方式根据应用需求而定。
2.4扩展性:安川外部IO接口可通过扩展模块进行扩展,从而满足更多的输入输出需求。
3.安川外部IO启动步骤3.1硬件准备:准备安川和外部设备之间的连接线,并确保连接正确无误。
3.2软件设置:在安川控制系统中进行外部IO设置,包括指定IO端口的功能和参数。
3.3信号调试:通过测试外部设备的输入输出信号,确保与安川的通信正常。
3.4联动程序编写:根据具体应用需求编写与外部设备的联动程序,实现启动和控制功能。
3.5联动测试:进行与外部设备的联动测试,验证系统的稳定性和可靠性。
4.安川外部IO应用案例4.1与传感器的联动:通过外部IO接口连接传感器,实现自动检测和反馈控制。
4.2与执行器的联动:通过外部IO接口连接执行器,实现自动执行和控制。
4.3与PLC的联动:通过外部IO接口与PLC进行通信,实现工业自动化控制。
4.4与视觉系统的联动:通过外部IO接口连接视觉系统,实现视觉引导和识别功能。
abb机器人通信连接讲解ABB 机器人的通信连接通常涉及到与控制器、外部设备以及其他系统的数据交互。
ABB 机器人常用的通信方式包括:RobotWare 网络通信:ABB 机器人的控制器上运行着RobotWare 软件,该软件支持多种网络通信协议,如Ethernet/IP、Profinet、Modbus TCP 等。
这使得机器人可以与其他设备和系统通过网络进行数据交换。
Fieldbus 通信:ABB 机器人支持常见的工业现场总线通信协议,如Profibus、DeviceNet、EtherCAT 等。
这些通信协议允许机器人与其他设备,如PLC、传感器、控制系统等进行实时的数据交互。
IO 接口:ABB 机器人的控制器上配备了数字输入输出(IO)接口,用于连接传感器、执行器等外部设备。
通过配置IO 接口,机器人可以与周边设备进行基本的数字和模拟信号的传递。
PC 连接:通过使用RobotStudio 等工具,你可以将个人计算机(PC)连接到ABB 机器人进行编程、模拟和监控。
通常使用Ethernet 连接。
工业以太网:ABB 机器人支持通过工业以太网进行通信,这允许机器人集成到工业网络中,与其他设备进行数据交换,如MES (Manufacturing Execution System)、ERP(Enterprise Resource Planning)等。
外部编程设备:除了通过机器人自身的Teach Pendant 进行编程外,ABB 机器人还可以通过外部编程设备,如PC 上的RobotStudio 软件,进行更复杂的编程、模拟和调试。
具体的连接方式和通信协议取决于具体的ABB 机器人型号、控制器版本以及与之连接的设备。
在使用前,建议参考相关的ABB 机器人用户手册、技术规格和编程手册,以获取详细的通信连接讲解。