表面粗糙度的标注方法有了新规定
- 格式:docx
- 大小:642.61 KB
- 文档页数:6
06版GB/T131表面结构要求标注方法新标准来源:《现代模具》时间:2008-2-25 16:07:21表面结构要求包括粗糙度、波纹度、原始轮廓等参数。
其表示方法的标准是模具设计不可缺少的常用标准。
作为规定表面结构标注方法重要基础性国家标准的GB/T131-1993《机械制图、表面粗糙度符号、代号及其标注》国家标准于2006年被修订为GB/T131-2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》。
新版标准采用ISO 1302:2002《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(英文版),共有11章及10个附录,分别对技术产品文件中表面结构的表示方法作出了规定,适用于所有产品对表面结构有要求的标注。
与原1993年版旧标准相比,技术内容发生了很大变化。
因此,贯彻标准时需要加以注意。
1注意表面结构表示法所属标准化领域的变化本次修订,将表面结构表示法从机械制图领域划归为产品几何技术规范领域。
因此,标准名称由原来的《机械制图、表面粗糙度符号、代号及其标注》修改为《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》。
将表面结构表示法所属标准化领域加以捋顺,有利于标准之间的相互协调。
2注意表面结构符号分类的变化新版标准对表面结构图形符号的规定没有变化,但对表面结构图形符号的分类作了调整。
1993年版对表面结构表示有粗糙度符号和粗糙度代号之称。
其中,表示粗糙度的图形称为粗糙度符号;而粗糙度的符号和数字则统称为粗糙度代号。
而新标准则一律称为表面结构的图形符号。
此外,新标准还对表面结构的图形符号进一步做了分类。
分为基本图形符号、扩展图形符号、完整图形符号三种,并分别给出了各自的定义。
其中,基本图形符号即1993版中所称的基本符号。
新标准将原来的表示表面可以用任何方法获得的符号称为基本图形符号,将原来的表示表面可以用去除材料的方法获得粗糙度的符号以及不允许用去除材料的方法获得表面粗糙度的符号统称为扩展图形符号。

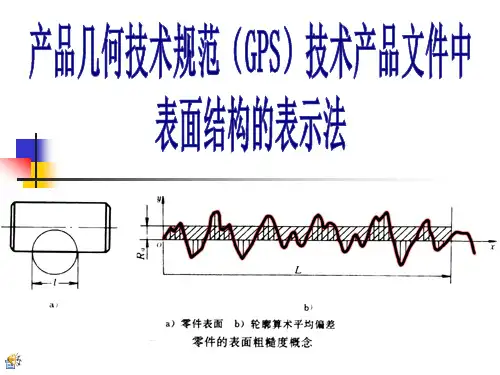
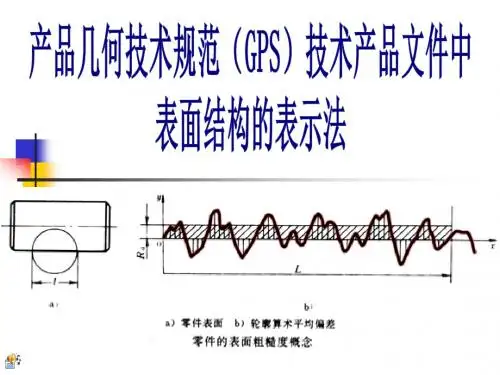
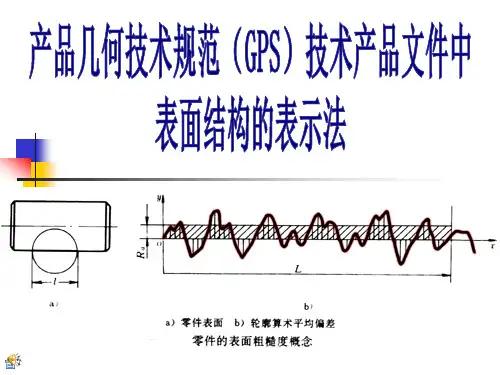
§7–4 零件的技术要求一、表面结构的表示法1.表面结构的基本概念 (1)概述为了保证零件的使用性能,在机械图样中需要对零件的表面结构给出要求。
表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零件表面特征。
(2)表面结构的评定参数评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参数.其中轮廓参数分为三种:R 轮廓参数(粗糙度参数)、W 轮廓参数(波纹度参数)和P 轮廓参数(原始轮廓参数)。
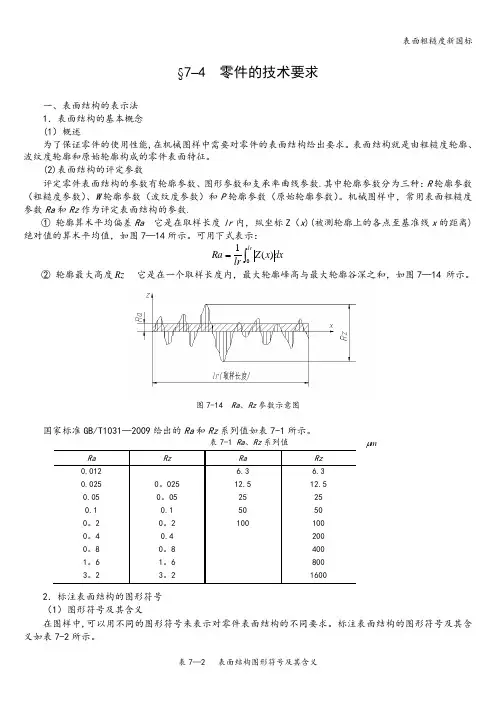
机械图样中,常用表面粗糙度参数Ra 和Rz 作为评定表面结构的参数.① 轮廓算术平均偏差Ra 它是在取样长度lr 内,纵坐标Z (x )(被测轮廓上的各点至基准线x 的距离)绝对值的算术平均值,如图7—14所示。
可用下式表示:dx x Z lr Ra lr⎰=0)(1② 轮廓最大高度Rz 它是在一个取样长度内,最大轮廓峰高与最大轮廓谷深之和,如图7—14 所示。
图7-14 Ra 、Rz 参数示意图国家标准GB/T1031—2009给出的Ra 和Rz 系列值如表7-1所示。
表7-1 Ra 、Rz 系列值 m μRaRzRaRz0.0126.3 6.3 0.025 0。
025 12.5 12.5 0.05 0。
05 25 25 0.1 0.1 50 50 0。
2 0。
2 100100 0。
4 0.4 200 0。
8 0。
8 400 1。
6 1。
6 800 3。
23。
216002.标注表面结构的图形符号 (1)图形符号及其含义在图样中,可以用不同的图形符号来表示对零件表面结构的不同要求。
标注表面结构的图形符号及其含义如表7-2所示。
表7—2 表面结构图形符号及其含义符号名称符号样式含义及说明基本图形符号未指定工艺方法的表面;基本图形符号仅用于简化代号标注,当通过一个注释解释时可单独使用,没有补充说明时不能单独使用扩展图形符号用去除材料的方法获得表面,如通过车、铣、刨、磨等机械加工的表面;仅当其含义是“被加工表面”时可单独使用用不去除材料的方法获得表面,如铸、锻等;也可用于保持上道工序形成的表面,不管这种状况是通过去除材料或不去除材料形成的完整图形符号在基本图形符号或扩展图形符号的长边上加一横线,用于标注表面结构特征的补充信息工件轮廓各表面图形符号当在某个视图上组成封闭轮廓的各表面有相同的表面结构要求时,应在完整图形符号上加一圆圈,标注在图样中工件的封闭轮廓线上.(2)图形符号的画法及尺寸图形符号的画法如图7—15所示,表7—3列出了图形符号的尺寸。

表面粗糙度的标注方法有了新规定——华科大教师团队内部资料表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
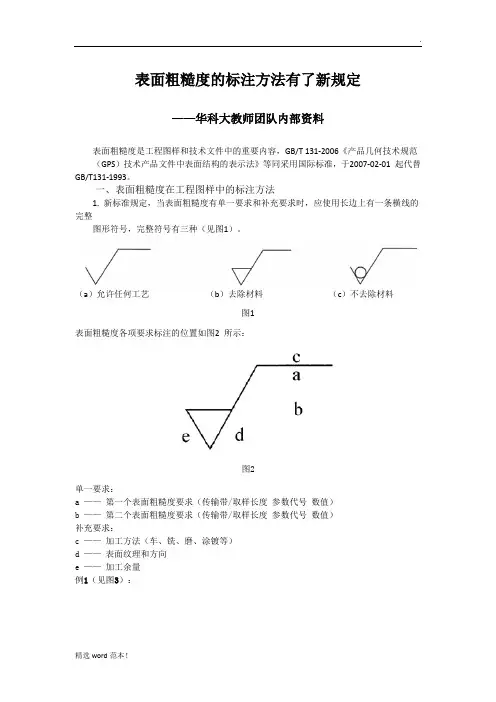
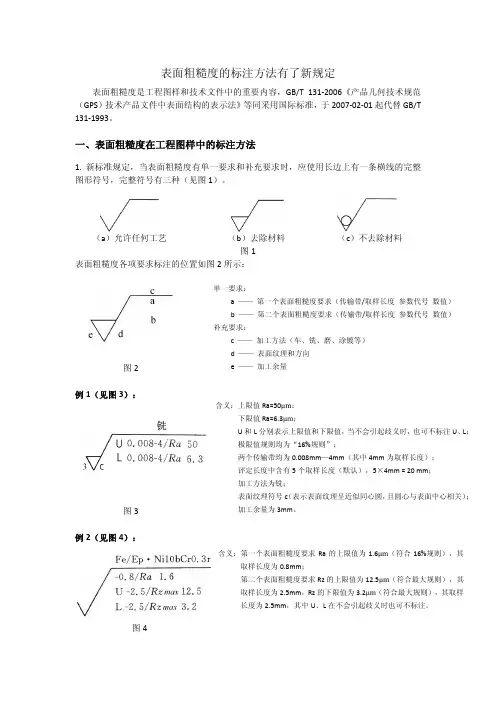
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料图1表面粗糙度各项要求标注的位置如图2 所示:图2单一要求:a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)补充要求:c ——加工方法(车、铣、磨、涂镀等)d ——表面纹理和方向e ——加工余量例1(见图3):图3含义:上限值Ra=50μm;下限值Ra=6.3μm;U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;极限值规则均为“16%规则”;两个传输带均为0.008mm—4mm(其中4mm 为取样长度);评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;加工方法为铣;表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);加工余量为3mm。
例2(见图4):图4含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其取样长度为0.8mm;第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):图5含义:传输带/取样长度为默认值;评定长度为3 个取样长度;默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
表面粗糙度的标注方法有了新规定表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS )技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01起代替GB/T 131‐1993。
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a )允许任何工艺 (b )去除材料 (c )不去除材料图1表面粗糙度各项要求标注的位置如图2所示:图2例1(见图3):图3例2(见图4):图4例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3个取样长度,见图5):图5例4(见图6):图62. 表面粗糙度的注写和读取方向要与尺寸的注写和读取方向一致(见图7),并标注在轮廓线上(轮廓线的延长线上)或指引线上(见图8和图9)。
图7 图8(a ) (b )图93. 必要时也可标注在特征尺寸的尺寸线上(见图10和图11)或形位公差的框格上(见图12)。
图10(a) (b)图11(a) (b)图124. 当多个表面有相同要求或图纸空间有限时,可采用简化注法(见图13~图15)。
注:图示的表面粗糙度符号是指对图形中封闭轮廓的周边六个面的共同要求(不包括前后面)。
图13(a) (b)注:多数表面有相同要求,可统一标注在标题栏的附近,而不是标注在图形的右上角。
图14(a)(b)注:用带字母或不带字母的图形符号,以等式的形式注写在图形或标题栏附近。
图155. 两种或多种工艺获得的同一表面的注法(见图16)。
注:同时给出镀覆前后的表面粗糙度要求的注法。
图16二、标注表面粗糙度以前应弄清楚的几个问题1. 什么是传输带/取样长度?其具体数值是多少?在图样上如何标注?在什么情况下可不标注?2. 什么是评定长度?它与取样长度有什么关系?在图样上如何标注?在什么情况下可不标注?3. 极限值的两个判断规则是什么?在图样上如何表示?4. 单向极限和双向极限在图样上如何表示?在什么情况下可省略“U”、“L”?5. Rz的含义是什么?它与原Ry是什么关系?参考资料GB/T 131-2006产品几何技术规范(GPS)技术产品文件中表面结构的表示法李震、崔长德 2007-05-20。
表面粗糙度的标注方法新规表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料图1表面粗糙度各项要求标注的位置如图2 所示:图2单一要求:a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)补充要求:c ——加工方法(车、铣、磨、涂镀等)d ——表面纹理和方向e ——加工余量例1(见图3):图3含义:上限值Ra=50μm;下限值Ra=6.3μm;U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;极限值规则均为“16%规则”;两个传输带均为0.008mm—4mm(其中4mm 为取样长度);评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;加工方法为铣;表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);加工余量为3mm。
例2(见图4):图4含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其取样长度为0.8mm;第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):图5含义:传输带/取样长度为默认值;评定长度为3 个取样长度;默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
表面粗糙度的新标注方法表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料图1表面粗糙度各项要求标注的位置如图2 所示:图2单一要求:a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)补充要求:c ——加工方法(车、铣、磨、涂镀等)d ——表面纹理和方向e ——加工余量例1(见图3):图3含义:上限值Ra=50μm;下限值Ra=6.3μm;U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;极限值规则均为“16%规则”;两个传输带均为0.008mm—4mm(其中4mm 为取样长度);评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;加工方法为铣;表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);加工余量为3mm。
例2(见图4):图4含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其取样长度为0.8mm;第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):图5含义:传输带/取样长度为默认值;评定长度为3 个取样长度;默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
§7–4 零件的技术要求一、表面结构的表示法1.表面结构的基本概念 (1)概述为了保证零件的使用性能,在机械图样中需要对零件的表面结构给出要求。
表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零件表面特征。
(2)表面结构的评定参数评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参数。
其中轮廓参数分为三种:R 轮廓参数(粗糙度参数)、W 轮廓参数(波纹度参数)和P 轮廓参数(原始轮廓参数)。
机械图样中,常用表面粗糙度参数Ra 和Rz 作为评定表面结构的参数。
① 轮廓算术平均偏差Ra 它是在取样长度lr 内,纵坐标Z(x )(被测轮廓上的各点至基准线x 的距离)绝对值的算术平均值,如图7-14所示。
可用下式表示:dx x Z lr Ra lr⎰=0)(1② 轮廓最大高度Rz 它是在一个取样长度内,最大轮廓峰高与最大轮廓谷深之和,如图7-14 所示。
图7-14 Ra 、Rz 参数示意图国家标准GB/T1031-2009给出的Ra 和Rz 系列值如表7-1所示。
表7-1 Ra 、Rz 系列值 m μRa Rz Ra Rz 0.012 6.3 6.3 0.025 0.025 12.5 12.5 0.05 0.05 25 25 0.1 0.1 50 50 0.2 0.2 100 100 0.4 0.4 200 0.8 0.8 400 1.6 1.6 800 3.23.216002.标注表面结构的图形符号(1)图形符号及其含义在图样中,可以用不同的图形符号来表示对零件表面结构的不同要求。
标注表面结构的图形符号及其含义如表7-2所示。
表7-2 表面结构图形符号及其含义符号名称符号样式含义及说明基本图形符号未指定工艺方法的表面;基本图形符号仅用于简化代号标注,当通过一个注释解释时可单独使用,没有补充说明时不能单独使用扩展图形符号用去除材料的方法获得表面,如通过车、铣、刨、磨等机械加工的表面;仅当其含义是“被加工表面”时可单独使用用不去除材料的方法获得表面,如铸、锻等;也可用于保持上道工序形成的表面,不管这种状况是通过去除材料或不去除材料形成的完整图形符号在基本图形符号或扩展图形符号的长边上加一横线,用于标注表面结构特征的补充信息工件轮廓各表面图形符号当在某个视图上组成封闭轮廓的各表面有相同的表面结构要求时,应在完整图形符号上加一圆圈,标注在图样中工件的封闭轮廓线上。
粗糙度新标准标注方法一、前言粗糙度是表征物体表面形貌粗糙程度的重要参数,并且在工程领域具有广泛的应用。
而粗糙度的标注方法则非常重要,这不仅有利于确保产品质量,而且可以消除工业上的误解和不必要的争议。
目前,在世界各地使用的标准、说明和规范关于粗糙度标注方法的描述各有不同。
为了增强全球标准的一致性,确保在粗糙度测量和控制方面的相互可比性和互操作性,制定粗糙度新标准标注方法十分必要。
本文将介绍粗糙度新标准标注方法,旨在为大家提供有关粗糙度标注方法的全面理解。
本文将分为以下十个部分:二、基本定义表面粗糙度:指物体表面形貌的不规则程度,通常用Ra或Rz等指标表示。
Ra:表示表面粗糙度的一般参数,通常采用平均粗糙度值计算,以nm、μm、mm等为单位。
Rz:表示表面粗糙度的极限参数值,通常采用峰-谷高度的绝对值之和计算,以μm为单位。
三、表面形状误差表面形状误差通常由以下四个部分组成:①直线度:对于平面表面,考虑与绝对平面的偏差值,表示为线性尺寸单位。
②平面度:对于曲面表面,偏差值在整个测量长度范围内表现出的形状偏差,表示为线性尺寸单位。
③圆度:在表面的测量长度内,与几何元素固有形状相比的偏差值,表示为角度单位。
④突出度:抛光表面在其表面上凸出的部分的高度与其平均值之间的差值。
四、标准换算为便于实际应用,通常需要将不同单位之间的粗糙度标准进行转换。
常用换算公式如下:①Ra值:m<sup>-1</sup> = 40Rz / π;②Ra值:μm = 10Rz;③Ra值:μinch = 400Rz / 3.14;④Rz值:μm = 0.0254Ra值五、表面粗糙度评价参数用来描述表面粗糙度的评价参数有很多,以下是一些常用的评价参数:①Ra值:平均粗糙度值Ra = 1/n Σzi;②Rz值:峰域 Rz = (Ry1 + Rz2 + Rz3 +...+ Rzn) / n;③Rmax值:最高峰 Rmax = max(zi);④Ry值:分别在10%、25%、50%、75%的分位数处切分,计算其中心线的偏移 Zp,然后取 Zi 的平均值;⑤Rk值:较大元素的平均大小表示为 Ra,在平均值的基础上设置的偏差值。
表面结构的图样表示法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
1.评定表面结构常用的轮廓参数①算术平均偏差Ra是指在一个取样长度内纵坐标值Z(x)绝对值的算术平均值② 轮廓的最大高度Rz是指在同一取样长度内,最大轮廓峰高和最大轮廓谷深之和的高度图9-27 评定表面结构常用的轮廓参数2.有关检验规范的基本术语检验评定表面结构参数值必须在特定条件下进行。
国家标准规定,图样中注写参数代号及其数值要求的同时,还应明确其检验规范。
有关检验规范方面的基本术语有取样长度、评定长度、滤波器和传输带以及极限值判断规则。
本有关检验规范仅介绍取样长度与评定长度和极限值判断规则。
(1)取样长度和评定长度以粗糙度高度参数的测量为例,由于表面轮廓的不规则性,测量结果与测量段的长度密切相关,当测量段过短,各处的测量结果会产生很大差异,但当测量段过长,则测得的高度值中将不可避免地包含了波纹度的幅值。
因此,在X轴上选取一段适当长度进行测量,这段长度称为取样长度。
但是,在每一取样长度内的测得值通常是不等的,为取得表面粗糙度最可靠的值,一般取几个连续的取样长度进行测量,并以各取样长度内测量值的平均值作为测得的参数值。
这段在X轴方向上用于评定轮廓的并包含着一个或几个取样长度的测量段称为评定长度。
当参数代号后未注明时,评定长度默认为5 个取样长度,否则应注明个数。
例如:Rz0.4、Ra30.8、Rz13.2分别表示评定长度为5个(默认)、3个、1个取样长度。
表面粗糙度的标注方法有了新规定
——华科大教师团队部资料
表面粗糙度是工程图样和技术文件中的重要容,GB/T 131‐2006《产品几何技术规
(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
一、表面粗糙度在工程图样中的标注方法
1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整
图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料
图1
表面粗糙度各项要求标注的位置如图2 所示:
图2
单一要求:
a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)
b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)
补充要求:
c ——加工方法(车、铣、磨、涂镀等)
d ——表面纹理和方向
e ——加工余量
例1(见图3):
图3
含义:上限值Ra=50μm;
下限值Ra=6.3μm;
U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;
极限值规则均为“16%规则”;
两个传输带均为0.008mm—4mm(其中4mm 为取样长度);
评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;
加工方法为铣;
表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);
加工余量为3mm。
例2(见图4):
图4
含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其
取样长度为0.8mm;
第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其
取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样
长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):
图5
含义:传输带/取样长度为默认值;
评定长度为3 个取样长度;
默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
例4(见图6):
图6
含义:传输带/取样长度为默认值;
默认评定长度为5 个取样长度;
默认Ra 为上限值要求,Ra = 1.6μm,默认符合16%规则。
2. 表面粗糙度的注写和读取方向要与尺寸的注写和读取方向一致(见图7),并标注在轮廓线上(轮廓线的延长线上)或指引线上(见图8 和图9)。
图9
3. 必要时也可标注在特征尺寸的尺寸线上(见图10 和图11)或形位公差的框格上(见图12)。
图10
4. 当多个表面有相同要求或图纸空间有限时,可采用简化注法(见图13~图15)。
注:图示的表面粗糙度符号是指对图形中封闭轮廓的周边六个面的共同要求(不包括前后面)。
图13
(a)(b)
注:多数表面有相同要求,可统一标注在标题栏的附近,而不是标注在图形的右上角。
图14
注:用带字母或不带字母的图形符号,以等式的形式注写在图形或标题栏附近。
图15
5. 两种或多种工艺获得的同一表面的注法(见图16)。
注:同时给出镀覆前后的表面粗糙度要求的注法。
图16
二、标注表面粗糙度以前应弄清楚的几个问题
1. 什么是传输带/取样长度?其具体数值是多少?在图样上如何标注?在什么情况下可不标注?
2. 什么是评定长度?它与取样长度有什么关系?在图样上如何标注?在什么情况下可不标注?
3. 极限值的两个判断规则是什么?在图样上如何表示?
4. 单向极限和双向极限在图样上如何表示?在什么情况下可省略“U”、“L”?
5. Rz 的含义是什么?它与原Ry 是什么关系?
参考资料
GB/T 131-2006 产品几何技术规(GPS)技术产品文件中表面结构的表示法。