铸造低合金钢(ZG30Cr06)技术要求
- 格式:doc
- 大小:36.50 KB
- 文档页数:2

30钢的材料参数-概述说明以及解释1.引言1.1 概述概述部分的内容可以包括以下信息:30钢是一种常见的结构钢,主要由铁、碳和少量的合金元素组成。
它具有良好的耐热性、耐腐蚀性和可塑性,因此被广泛应用于各种领域,如建筑、桥梁、汽车制造等。
本文旨在对30钢的材料参数进行详细介绍和分析。
首先,我们将探讨30钢的成分组成,包括主要元素的含量以及其他可能的合金元素。
了解30钢的成分组成有助于我们更好地理解其性能和用途。
其次,我们将着重研究30钢的力学性能,包括其强度、硬度、延展性等方面。
这些参数在选择和设计结构时起着至关重要的作用。
我们将通过实验数据和理论分析来评估30钢在不同应力下的表现,以及其在不同环境条件下的腐蚀和耐久性。
最后,在结论部分,我们将总结文章的主要内容,并讨论30钢的材料参数对于工程应用的重要性。
深入了解30钢的性能和特点,有助于我们在选材和设计过程中做出明智的决策,以确保结构的安全性和可靠性。
通过本文的研究和分析,我们希望读者能够更好地了解30钢的材料参数,以及其在工程领域的广泛应用。
我们相信这将为相关行业的专业人士提供宝贵的参考和指导,同时也为学术研究提供了一定的理论依据。
1.2文章结构文章结构部分将在本文中提供一个清晰的框架,以便读者能够更好地理解30钢的材料参数。
本文将分为引言、正文和结论三个部分。
在引言部分,我们将对整篇文章进行概述,介绍30钢的材料参数研究的背景和意义。
我们还将介绍本文的结构,以帮助读者了解本文的框架。
正文部分将详细讨论30钢的材料参数。
首先,我们将探讨30钢的成分组成,包括其主要成分和杂质成分。
我们将介绍不同成分对30钢性能的影响,并解释它们的作用。
接下来,我们将探讨30钢的力学性能。
这将包括硬度、强度、韧性和延展性等方面的讨论。
我们将解释这些性能参数的定义和测量方法,并分析30钢在不同条件下的力学性能表现。
在结论部分,我们将对整篇文章进行总结,重申30钢的材料参数在工程设计和材料选择中的重要性。

低合金钢铸件标准一、概述低合金钢铸件是一种具有优良机械性能和化学成分的合金铸件,广泛应用于机械、建筑、船舶、汽车等领域。
本标准规定了低合金钢铸件的机械性能标准、化学成分标准和表面质量标准等方面的要求。
二、机械性能标准1.抗拉强度:低合金钢铸件应具有一定的抗拉强度,根据不同的使用场合和要求,抗拉强度应符合相关标准的规定。
2.屈服强度:低合金钢铸件应具有一定的屈服强度,以确保铸件在使用过程中不会过早发生塑性变形。
3.伸长率:低合金钢铸件应具有一定的伸长率,以使其在承受冲击载荷时具有较好的塑性变形能力。
4.硬度:低合金钢铸件应具有一定的硬度,以使其在使用过程中具有良好的耐磨性和抗疲劳性能。
5.冲击韧性:低合金钢铸件应具有一定的冲击韧性,以确保在使用过程中能够承受冲击载荷而不发生断裂。
三、化学成分标准1.碳:低合金钢铸件应含有适量的碳元素,以使其具有较好的强度和硬度。
2.硅:低合金钢铸件应含有适量的硅元素,以提高其抗氧化性和耐腐蚀性。
3.锰:低合金钢铸件应含有适量的锰元素,以增强其强度和硬度。
4.磷:低合金钢铸件应控制磷元素的含量,以避免影响其塑性和韧性。
5.硫:低合金钢铸件应控制硫元素的含量,以避免影响其耐腐蚀性和加工性能。
6.铬:低合金钢铸件可含有适量的铬元素,以提高其耐腐蚀性和抗氧化性。
7.钼:低合金钢铸件可含有适量的钼元素,以提高其强度和韧性。
8.其他元素:根据需要,低合金钢铸件可含有适量的其他合金元素,以满足特定的性能要求。
四、表面质量标准1.表面平整度:低合金钢铸件表面应平整,无明显的凸起、凹陷、气孔等缺陷。
2.表面光洁度:低合金钢铸件表面应具有一定的光洁度,以使其在使用过程中具有良好的抗腐蚀性能和外观效果。
3.表面处理:根据需要,低合金钢铸件表面可进行涂层、喷丸等处理,以提高其抗腐蚀性能和使用寿命。
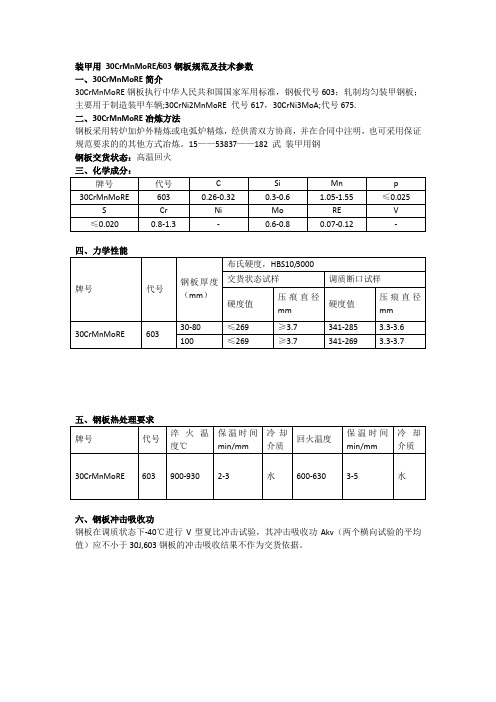
装甲用30CrMnMoRE/603钢板规范及技术参数
一、30CrMnMoRE简介
30CrMnMoRE钢板执行中华人民共和国国家军用标准,钢板代号603;轧制均匀装甲钢板;主要用于制造装甲车辆;30CrNi2MnMoRE 代号617,30CrNi3MoA;代号675.
二、30CrMnMoRE冶炼方法
钢板采用转炉加炉外精炼或电弧炉精炼,经供需双方协商,并在合同中注明,也可采用保证规范要求的的其他方式冶炼。
15——53837——182 武装甲用钢
钢板交货状态:高温回火
三、化学成分:
六、钢板冲击吸收功
钢板在调质状态下-40℃进行V型夏比冲击试验,其冲击吸收功Akv(两个横向试验的平均值)应不小于30J,603钢板的冲击吸收结果不作为交货依据。

合金钢铸造后的执行标准一、化学成分合金钢的化学成分应符合相关国家标准和行业标准。
在铸造过程中,应严格控制合金元素的含量,以保证合金钢的力学性能和其他特殊性能。
二、力学性能合金钢铸造后的力学性能应符合相关标准要求。
在产品设计时,应根据使用要求和工艺条件确定力学性能指标,包括抗拉强度、屈服点、延伸率、冲击韧性等。
三、铸造工艺合金钢铸造工艺应符合相关标准和行业规范。
在制定铸造工艺时,应充分考虑合金钢的结晶特性、铸造收缩率、应力分布等因素,以制定合理的铸造工艺方案。
四、显微组织合金钢铸造后的显微组织应符合相关标准要求。
通过控制铸造工艺参数和冷却速度,使合金钢形成合理的显微组织结构,提高材料的综合性能。
五、缺陷检测合金钢铸造后应进行缺陷检测,确保产品质量。
采用无损检测技术,如超声波探伤、磁粉探伤等,对铸件进行全面检测,以发现内部和表面缺陷。
六、尺寸精度合金钢铸件的尺寸精度应符合相关标准和图纸要求。
通过控制模具设计和制造精度、浇注温度和速度等参数,确保铸件尺寸的稳定性和精度。
七、表面粗糙度合金钢铸件的表面粗糙度应符合相关标准和图纸要求。
采用打磨、抛光等方法对铸件表面进行处理,以满足使用要求和美观度。
八、热处理标准合金钢铸件在需要时,应按照相关标准和工艺进行热处理,以调整其力学性能和其他性能指标。
热处理过程中应控制加热速度、保温时间和冷却速度等参数,确保热处理质量。
九、探伤标准合金钢铸件在完成加工后,应采用无损检测技术对其进行探伤检测,确保产品质量。
根据产品标准和客户要求选择合适的探伤方法和技术要求。

"30CrMo" 是一种低合金结构钢,通常用于制造强度要求较高、抗疲劳和耐热的零件,例如汽车和机械工程领域。
以下是关于"30CrMo" 钢材的标准和性质的一些信息:
1.标准:
•"30CrMo" 的标准通常包括国家标准和行业标准。
在中国,"30CrMo" 钢材可能符合GB/T 3077-1999《合金结构钢技术条件》标准。
2.化学成分:
•"30CrMo" 的主要化学成分通常包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)和钼(Mo)。
具体的成分比例取决于标准和规范。
3.机械性能:
•"30CrMo" 的机械性能是其重要的特征之一。
这包括抗拉强度、屈服强度、延伸率、冲击韧性等。
这些性能会在具体的标准中进行规定。
4.热处理:
•"30CrMo" 钢通常可以通过热处理来调整其性能。
热处理包括正火、淬火和回火等工艺,用于改善钢材的硬度、强度和韧性。
5.应用领域:
•由于其较高的强度和耐热性,"30CrMo" 钢常用于制造承受较大力和耐高温环境的零部件,如汽车发动机零件、机械零件等。

中国长江动力公司(集团)武汉汽轮发电机厂企业标准Q/CCFH3002-2002常用铸钢件技术条件2002-08-15发布2002-09-01实施武汉汽轮发电机厂前言由于我厂产品品种较多,铸钢件均有相应的标准,为了使我厂铸钢件设计、生产、检验及订货采用统一的标准,生产出符合有关国家标准及国际标准的铸钢件,以适应国内国外市场的需求,特制定本标准。
本标准参照JB/T10087-2001《汽轮机承压铸钢件技术条件》、JB/T7350-1994《轴流式水轮机不锈钢叶片铸件》等标准,结合我厂的生产实际情况而制定。
本标准不包括汽轮机精铸叶片内容。
本标准由情报信息中心提出并归口。
本标准起草单位:铸钢厂本标准主要起草人:祝联升本标准自实施之日起代替ZBK54038-90、JB/T10087-1999、Q/CCF H3002-1998。
常用铸钢件技术条件1范围本标准规定了汽轮机、水轮机、发电机等产品铸钢件的技术要求、检验和试验方法、标识及合格证书等。
本标准适用于我厂铸钢的订货、生产和检验。
2规范性引用文件GB/T222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T223 钢铁及合金化学分析方法GB/T228-1987 金属拉伸试验方法GB/T229-1994 金属夏比缺口冲击试验方法GB/T231 金属布氏硬度试验方法GB/T5677-1985 铸钢件射线照相及底片等级分类方法GB/T6414-1999 铸件尺寸公差与机械加工余量GB/T9443-1988 铸钢件渗透探伤及缺陷显式迹痕的评级方法GB/T11351-1989 铸件重量公差GB/T11352-1989 一般工程用铸造碳钢件JB/T4058-1999 汽轮机清洁度JB/T5105 铸件模样起模斜度JB/T9629-1999 汽轮机承压件水压试验技术条件JB/T9630.1-1999 汽轮机铸钢件磁粉探伤及质量分级方法JB/T9630.2-1999 汽轮机铸钢件超声波探伤及质量分级方法JB/T10087-2001 汽轮机承压铸钢件技术条件Q/CCF J3307 铸钢件补焊技术条件3订货及图样要求3.1铸件图样必须注明钢种牌号及选用标准号。
30crmo国标标准
30CrMo是中国的一种合金结构钢,其国家标准为GB/T 3077-2015《合金结构钢技术条件》。
以下是关于30CrMo国标标准的一些详细信息:
1. 化学成分,30CrMo的化学成分要求为,碳(C)含量为0.26-0.34%,硅(Si)含量为0.17-0.37%,锰(Mn)含量为0.40-0.70%,磷(P)含量不超过0.035%,硫(S)含量不超过0.035%,铬(Cr)含量为0.80-1.10%,钼(Mo)含量为0.15-0.25%。
2. 机械性能,30CrMo的国标标准对其机械性能有一定要求。
其要求的屈服强度(σs)为≥785 MPa,抗拉强度(σb)为≥980 MPa,延伸率(δ5)为≥12%,缩颈收缩率(ψ)为≥50%。
3. 热处理,30CrMo钢适用于热处理,国标标准对其热处理方法有详细规定。
常用的热处理方法包括淬火和回火。
淬火温度为860-900摄氏度,油冷或水冷;回火温度为540-680摄氏度,根据需要选择不同的回火温度。
4. 应用领域,30CrMo钢具有较高的强度和韧性,广泛应用于
制造高强度螺栓、弹簧、轴承、齿轮、传动轴等机械零件,以及汽车、航空航天、石油化工等领域。
总结起来,30CrMo是中国的一种合金结构钢,其国标标准GB/T 3077-2015对其化学成分、机械性能、热处理方法和应用领域进行
了详细规定。
这些规定旨在确保30CrMo钢的质量和性能,以满足不同领域的工程需求。
文章主题:探索30crmnsia锻件的标准与应用一、介绍30crmnsia锻件是一种常见的金属材料,具有优异的机械性能和热处理性能。
它在航空航天、汽车制造、机械制造等领域得到广泛的应用。
本文将从30crmnsia锻件的标准和应用两个方面进行深入探讨,旨在帮助读者全面了解该材料。
二、30crmnsia锻件的标准1. GB/T 3077-1999《合金结构钢技术条件》该标准是中华人民共和国国家标准,规定了30crmnsia合金结构钢的化学成分、机械性能、热处理工艺要求等技术条件。
在30crmnsia锻件的生产和加工过程中,必须严格按照该标准的要求进行操作,以确保产品质量的稳定性和可靠性。
2. YB/T 094-2005《精轧合金结构钢临界应变、临界应力测定方法》该标准是我国有色金属工业标准,涉及到30crmnsia锻件材料的热加工性能。
通过该标准规定的测试方法,可以准确评估材料在高温下的变形行为、强化机制等参数,为锻件的生产和使用提供重要参考依据。
3. 30crmnsia锻件在国际标准化组织(ISO)和国际电工委员会(IEC)的标准除了国内标准外,30crmnsia锻件还需要符合国际标准化组织和国际电工委员会制定的相关标准。
这些标准通常包括材料的化学成分、力学性能、热处理方法等方面的要求,对30crmnsia锻件的质量管理和国际贸易起到重要作用。
三、30crmnsia锻件的应用1. 航空航天在航空航天领域,对材料的性能要求极为严格,30crmnsia锻件以其高强度、高韧性和耐热性能,在航空发动机、飞机结构件等领域得到广泛应用。
2. 汽车制造汽车发动机、悬挂系统、传动系统等部件对材料的要求很高,30crmnsia锻件的优异性能使其成为汽车制造中不可或缺的材料之一。
3. 机械制造在机械制造行业,30crmnsia锻件常用于制造高强度的零部件和工装,比如锻造模具、冲压模具等,以提高产品的耐磨性和使用寿命。
cr06介绍:合金工具钢:Cr06标准:GB/T 1299-1985Cr06合金工具钢特性及适用范围:Cr06量具刃具用钢,是含少量铬的低合金工具钢。
Cr06合金工具钢一般经冷轧成薄钢带后,用来制作低负荷操作的、要求锋利刃口的刀具,如外科手术刀具、刮脸刀片等。
也可用作刮刀、雕刻刀、锉刀和羊毛剪刀等手动和机动刀具。
Cr06合金工具钢化学成份:碳 C :1.30~1.45硅 Si:≤0.40锰 Mn:≤0.40硫 S :≤0.030磷 P :≤0.030铬 Cr:0.50~0.70镍 Ni:允许残余含量≤0.25铜 Cu:允许残余含量≤0.30Cr06合金工具钢力学性能:硬度:退火,241~187HB,压痕直径3.9~4.4mm;淬火,≥64HRCCr06合金工具钢热处理规范及金相组织:热处理规范:试样淬火780~810℃,水冷。
Cr06合金工具钢交货状态:钢材以退火状态交货。
Cr06常见问题解答【特宝金属】cr06 是什么材料?解答:高速钢【1】cr06 热处理硬度?解答: HRC57-59最适合状态【2】cr06 出厂状态解答: HB180-230 【3】cr06 产地厂家解答:东北特钢、宝钢、长城特钢【4】cr06 板材规格有?解答:板材、锻板、板块、板料【5】cr06 圆棒规格有?解答:圆棒、圆钢、圆料、锻圆【6】cr06 销售公司?解答:特宝金属【7】cr06 热处理现货?解答:有热处理过的硬料熟料!【8】cr06 性能说明?解答:高韧性、耐磨、耐高温等【9】cr06 特性说明?解答:耐磨、耐腐蚀、耐冲击力【10】cr06 应用范围?解答:家具类、模具类别js-tebao 【11】cr06 热处理工艺?解答:真空热处理、深冷回火【12】cr06具体应用范围:冲头料、家具、模具、配件、量具刃具用钢等cr06特宝金属库存规格如下:cr06 板材规格:厚6-60mmcr06 板材规格:厚60-100mmcr06 板材规格:厚100-150mmcr06 板材规格:厚150-200mmcr06 板材规格:厚200-250mmcr06 板材规格:厚250-300mmcr06 圆棒规格:直径6-50mmcr06 圆棒规格:直径50-100mmcr06 圆棒规格:直径100-200mmcr06 圆棒规格:直径200-500mm供应单位:昆山特宝金属cr06圆棒供应单位:昆山特宝金属cr06板材。
铸造低合金钢(ZG30Cr06)技术要求
1.使用范围
本标准规定了铸造低合金钢(ZG30Cr06)用于液压支架铸件的技术要求。
2.引用标准
下列标准所包含的条文通过本标准引用而成为本标准的条文。
GB11352-89 一般工程用铸造碳钢件
GB222-81 钢铁及合金化学分析方法
GB228-76 金属拉力试验法
GB231 金属布氏硬度试验法
3.技术要求
3.1 技术要求
3.1.1 合金成分
低合金铸钢(ZG30Cr06)的化学成分见表1
ZG30Cr06化学成分表1
注:碳当量CE按下式计算,此公式已为国际焊接学会和美国ASTM学会采用。
CE=(C+Mn/6+Cr/5)%,碳当量CE一般控制在≤0.61%。
3.1.2 机械性能
低合金铸钢(ZG30Cr06)的机械性能见表2,应根据不同的使用要求进行选择。
ZG30Cr06的机械性能表2
注:单铸拉力试棒(标准试棒),拉力试棒随铸件同炉浇注,同炉热处理。
3.1.3 其他性能要求
低合金铸钢(ZG30Cr06)铸件的技术要求,除机械性能外,其它性能按一般铸件国家通用标准执行。