基于ARM和FPGA的剑杆织机控制系统设计
- 格式:pdf
- 大小:298.50 KB
- 文档页数:4
基于ARM和CPLD的毛巾织机主控系统设计郝同弟;周其洪;陈革【摘要】针对现阶段剑杆毛巾织机的不足,设计了以ARM为核心的毛巾织机主控系统。
采用ARM与CPLD相结合的控制方式,加上外围各个控制模块实现系统的硬件设计。
采用uClinux操作系统作为ARM的软件开发平台,CPLD作为协处理器解决了ARM的I/O口不足问题,同时对数据进行预处理。
运行和调试表明该主控系统能满足毛巾织机的正常织造要求,系统运行稳定、可靠,具有良好的抗干扰性和扩展性,能够实现高档毛巾的织造。
【期刊名称】《制造业自动化》【年(卷),期】2014(000)007【总页数】4页(P153-156)【关键词】毛巾剑杆织机;ARM;CPLD;控制系统;uClinux【作者】郝同弟;周其洪;陈革【作者单位】东华大学纺织装备教育部工程研究中心,上海 201620;东华大学纺织装备教育部工程研究中心,上海 201620;东华大学纺织装备教育部工程研究中心,上海 201620【正文语种】中文【中图分类】TP2730 引言毛巾织机是剑杆织机的一种,相较于普通剑杆织机,毛巾织机多一个经纱轴即天经轴[1],主要用于形成毛巾地组织表面的毛圈,因此对控制系统有更高的要求。
现阶段毛巾织机主要存在毛圈高度不平整、织机车速受限、经纱张力不均匀、不能织超高密毛巾织物等诸多不足。
因此有待对现有的毛巾织机进行技术改革,满足国内外市场需求[2]。
针对现阶段的不足以及高档毛巾织机的发展需求,设计了以ARM 处理器为核心,采用ARM和CPLD相结合的织机主控系统。
1 系统整体结构毛巾织机的控制系统由主控系统和送经卷取系统构成,整体框架结构如图1所示[3]。
主控制器主要实现五大功能:控制主轴电机、实现人机交互、输入信号检测、控制各种外围接口模块以及与送经卷取控制器通信。
主控制器通过对主轴编码器信号、断纬断经信号、人机界面输入参数等进行实时检测,结合毛巾织造要求,对主电机、选纬控制器、电子多臂等进行控制。

目录第一章绪论51.1引言51.2研究背景及国内外发展现状61.2.1研究背景61.2.2国外发展状况71.2.3国内研究现状81.3本论文课题来源和研究内容81.3.1课题来源81.3.2研究内容81.4论文结构安排9第二章体系结构设计9 2.1 数控系统体系结构92.2 技术要求102.2.1 主要性能指标102.2.2 系统输入输出接口要求122.2.3 精度指标132.2.4 其他要求132.3 总体结构分析142.4 软硬件功能划分162.4.1 软硬件功能划分的原则162.4.2 软硬件功能划分的具体实现172.5 硬件系统划分182.6 板级功能划分202.6.1 CPU子系统202.6.2 FPGA子系统202.6.3 DA转换子系统212.6.4 信号隔离与转换子系统212.6.4 电源子系统222.7 芯片级功能划分222.7.1 总线接口模块222.7.2 复位控制模块222.7.3 中断控制模块232.7.4 定时器模块232.7.5 键盘扫描模块232.7.6编码器计数器模块232.7.7驱动器控制模块232.7. 8 IO控制模块24第三章板级硬件设计24 3.1 板级设计的原则243.1.1 模块化设计243.1.2 尽量基于成熟的设计243.1.3 可重构原则243.1.4 兼容性原则253.2 性能分析与初步设计253.2.1 CPU计算能力253.2.2 实时性263.2.3 存储能力273.2.4 FPGA的选择和IO扩展能力273.2.5 实现方案283.3 CPU子系统283.3.1 ARM子系统283.3.2 存储器子系统303.3.3 通信接口303.4 LCD接口303.5 FPGA子系统313.5.1 配置电路和下载接口313.5.2 并行接口323.6 DA转换子系统323.6.1 隔离323.6.2 转换323.6.3 放大333.7 信号隔离与转换子系统333.8 电源子系统35第四章芯片级硬件设计35 4.1 FPGA介绍354.2 FPGA的开发364.2.1 HDL语言364.2.2 开发流程与EDA软件374.3 ACEX系列FPGA374.4 功能实现394.4.1总线接口模块394.4.2 复位控制模块394.4.3 中断控制模块404.4.4 定时器模块424.4.5 键盘扫描模块434.4.6 计数器模块444.4.7驱动器控制模块464.4.8 IO控制模块464.5 HDL编写注意事项474.5.1 HDL的可综合性474.5.2 硬件思想474.5.3 良好的编码风格484.6 设计要点494.6.1 同步设计和异步设计494.6.2 与异步器件的接口问题494.6.3 面积与速度49第五章软件接口设计505.1 uC/OS-II实时操作系统505.2 引导结构515.3 硬件检测系统525.4 数控系统程序接口535.4.1 FPGA接口535.4.2 电机运动控制55第六章硬件系统调试556.1 CPU子系统556.2.1 ARM的基本调试接口JTAG556.2.2 程序的下载与NOR FLASH的烧写566.2.3 ARM系统的调试步骤576.2 LCD接口586.3 FPGA子系统586.3.1 基本电路586.3.2 驱动器控制模块596.4 DA转换子系统59第七章软硬件联调和机床加工试验59 7.1 IO控制试验597.2 DA输出试验607.3 编码器读取试验607.4 电机控制试验607.4.1 位置精度试验607.4.2 转速平稳性试验607.4.3最大速度试验607.5 加工轨迹图画图试验617.6 实际工件加工试验617.7 系统长时间连续运行试验61结束语61参考文献62攻读硕士期间论文发表情况62攻读硕士期间科研与获奖情况63致谢63第一章绪论1.1引言近年来我国企业的数控机床占有率逐年上升,在大中企业已有较多的使用,在中小企业甚至个体企业中也普遍开始使用。
![毕业设计(论文)-基于fpga的豆浆机控制电路设计[管理资料]](https://img.taocdn.com/s1/m/babee82233d4b14e84246823.png)
天津职业技术师范大学Tianjin University of Technology and Education毕业设计专业:应用电子技术教育班级学号:学生姓名:指导教师:二0一二年六月天津职业技术师范大学本科生毕业设计基于FPGA的豆浆机控制电路的设计The Design of Soybean Milk Machine Controlling Circuit Based on FPGA专业班级:应教0711学生姓名:指导教师:系别:电子工程学院2012年06月摘要本文针对现代智能家居的实际需求,设计了一种基于现场可编程门阵列(FPGA)的豆浆机控制系统。
采用FPGA设计,设计者只需用HDL语言完成系统功能的描述,借助EDA工具就可得到设计结果,将编译后的代码下载到目标芯片就可在硬件上实现。
该系统能实现豆浆制作功能,果汁制作功能和自动清洗功能。
系统由上位机和下位机两部分组成。
上位机采用VB程序设计操作界面。
下位机采用QuartusⅡ软件设计,使用硬件描述语言编程,由EP1C3144C8N芯片执行豆浆机相关操作。
两者之间的通信采用异步通信方式。
文章详细介绍了RS-232的三线制通信原理,VB中MSComm控件的使用,上位机操作界面,下位机原理及使用和液晶模块的原理及使用。
设计的系统运行稳定,性能优良,在现代智能家居中,具有很好的应用前景。
关键词:MSComm控件;豆浆机;硬件描述语言;液晶显示器1602ABSTRACTIn this paper, to meet the actual needs of the modern smart home, a field programmable gate array (FPGA) based soymilk control system is designed. The system can achieve the function of soybean milk production, juice production function and automatic cleaning function.The system consists of two parts of the upper and lower machine. The upper part uses VB programming user interface, the lower part uses the Quartus II software design, a hardware description language programming, and execution Soymilk EP1C3144C8N chip operation. The asynchronous communication mode is adopted between the upper and lower machine.The article gives detail RS-232 three-wire communication theory and VB MSComm, the user interface of host computer, the introduction about machine principle and the use of LCD modules. The system is running stable, excellent performance, with good prospect of application in the modern intellectual home.Key Words:MSComm;Soy-bean Milk Machine; VHDL; LCD1602目录1 引言 (1)研究背景 (1)市场现状 (1)发展前景 (2)2 豆浆机控制电路选择 (3) (3) (3) (3)豆浆机控制电路的论证 (4):基于单片机的豆浆机控制电路设计 (4)方案二:基于FPGA的豆浆机控制电路设计 (5)方案比较与选择 (6)3 豆浆机性能指标 (7)豆浆机工作原理 (7)设计要求 (7)实现方案 (7)4 豆浆机控制电路硬件设计 (8)硬件总体方案设计 (8)FPGA核心模块 (8)FPGA芯片 (8)电源 (8)时钟源 (10)复位电路 (10)配置电路 (10)下载接口电路 (11)拨码开关模块 (12)电机模块电路 (12)RS232串行接口电路 (13)液晶1602显示电路 (14)5 豆浆机控制电路软件设计 (15)VHDL语言概述 (15)下位机顶层原理图 (16)系统各功能模块的实现 (18)发送模块的实现 (18)接收模块的实现 (18)电机控制模块的实现 (19)控制模块的实现 (19)液晶显示模块的实现 (20)上位机软件的实现 (20)PC与FPGA串行通信编程语言的选择 (21)MSComm控件介绍 (21) (24)6 联机调试 (27)调试数据 (27)数据总结 (32)下一步工作 (32)结论 (33)参考文献 (34)致谢 (35)附录1:整体电路图 (36)附录2:源程序 (38)1 引言研究背景豆浆具有极高的营养价值,是一种非常理想的健康食品。
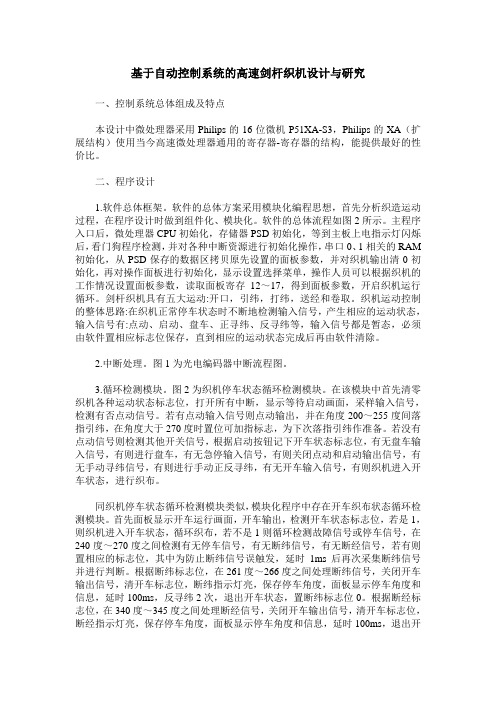
基于自动控制系统的高速剑杆织机设计与研究一、控制系统总体组成及特点本设计中微处理器采用Philips的16位微机P51XA-S3,Philips的XA(扩展结构)使用当今高速微处理器通用的寄存器-寄存器的结构,能提供最好的性价比。
二、程序设计1.软件总体框架。
软件的总体方案采用模块化编程思想,首先分析织造运动过程,在程序设计时做到组件化、模块化。
软件的总体流程如图2所示。
主程序入口后,微处理器CPU初始化,存储器PSD初始化,等到主板上电指示灯闪烁后,看门狗程序检测,并对各种中断资源进行初始化操作,串口0、1相关的RAM 初始化,从PSD保存的数据区拷贝原先设置的面板参数,并对织机输出清0初始化,再对操作面板进行初始化,显示设置选择菜单,操作人员可以根据织机的工作情况设置面板参数,读取面板寄存12~17,得到面板参数,开启织机运行循环。
剑杆织机具有五大运动:开口,引纬,打纬,送经和卷取。
织机运动控制的整体思路:在织机正常停车状态时不断地检测输入信号,产生相应的运动状态,输入信号有:点动、启动、盘车、正寻纬、反寻纬等,输入信号都是暂态,必须由软件置相应标志位保存,直到相应的运动状态完成后再由软件清除。
2.中断处理。
图1为光电编码器中断流程图。
3.循环检测模块。
图2为织机停车状态循环检测模块。
在该模块中首先清零织机各种运动状态标志位,打开所有中断,显示等待启动画面,采样输入信号,检测有否点动信号。
若有点动输入信号则点动输出,并在角度200~255度间落指引纬,在角度大于270度时置位可加指标志,为下次落指引纬作准备。
若没有点动信号则检测其他开关信号,根据启动按钮记下开车状态标志位,有无盘车输入信号,有则进行盘车,有无急停输入信号,有则关闭点动和启动输出信号,有无手动寻纬信号,有则进行手动正反寻纬,有无开车输入信号,有则织机进入开车状态,进行织布。
同织机停车状态循环检测模块类似,模块化程序中存在开车织布状态循环检测模块。
第27卷 第1期 湖 南 城 市 学 院 学 报 (自然科学版) V ol. 27 No.1 2018年1月 Journal of Hunan City University (Natural Science ) Jan. 2018收稿日期:2017-10-01第一作者简介:谭会生(1966-),男,湖南茶陵人,教授,硕士,主要从事EDA/SOPC 技术及ARM 嵌入式系统研究﹒E-mail: huisheng21nd@ ﹒*通讯作者简介:黎敦科(1994-),男,湖南永州人,硕士研究生,主要从事ARM 嵌入式系统研究.E-mail: 418106961@基于ARM+FPGA 的高开放性数控系统研究谭会生a ,黎敦科b*(湖南工业大学 a. 交通工程学院;b. 电气与信息工程学院,湖南 株洲 412000)摘 要:针对传统的数控系统稳定性低、插补效果差、成本昂贵等不足,用ARM 芯片作为主控制器,用FPGA 作为运动控制器,提出了一种ARM+FPGA 双核心控制系统架构的高开放性数控系统,并给出了硬件系统组成框图,进行了ARM 芯片与FPGA 的通信接口设计,分析了系统的软件架构,用VHDL 编程在FPGA 上实现了数字插补、加减速等运动控制关键模块﹒实验与研究表明,本系统具有成本低、开放性高、插补能力强和可移植性好等优点﹒关键词:数控系统;ARM 处理器;FPGA ;数字插补器;加减速器 中图分类号:TB4文献标识码:Adoi:10.3969/j.issn.1672-7304.2018.01.0011文章编号:1672–7304(2018)01–0048–05High Open CNC System Based on ARM+FPGATAN Huisheng a , LI Dunke b*(a. School of Electrical and Information Engineering, b. School of Transportation Engineering, Hunan University of Technology, Zhuzhou,Hunan 412000, China)Abstract: In view of low stability the poor interpolation effect and high cost of traditional numerical control system, the ARM chip is taken as the main controller and the FPGA is used as the motion controller. A high open CNC system architecture of ARM+FPGA dual core control system is proposed. The block diagram of hardware system is presented. The design of the communication interface between ARM chip and FPGA is carried out. The software architecture of the system is analyzed. The key modules of motion control such as digital interpolation, acceleration and deceleration are implemented on FPGA by VHDL programming. The experiments and studies show that the system is of the advantages of low cost, high openness, strong interpolation ability and portability.Key words: CNC system; ARM processor; FPGA; digital interpolator; decelerator数控机床运动控制系统是现代化制造业的核心,衡量一个国家制造能力高低的一个重要因素就是数控系统﹒中国是一个制造业大国,强大的制造业必须依靠强有力的数控技术作为支撑,但由于我国在数控方面起步晚,和发达国家相比,中国的数控技术落后太多,数控技术的落后很大程度上影响着我国制造业的蓬勃发展﹒现代数控系统不再沿用传统PC-Based 数控技术,正朝着更快更精的方向发展﹒嵌入式技术是融合了当代计算机层面、控制层面、ARM 层面、嵌入式操作系统层面的综合产物,有广阔的应用发展前景﹒本文通过构建ARM+FPGA 的硬件架构,以策略和机制相分离为设计思想,设计一款集开放性高、插补能力强、可移植性好于一体的当代嵌入式数控机床运动控制系统﹒1 硬件系统方案ARM 与FPGA 芯片构成上位机与下位机的主从式结构,图1为运动控制系统硬件框图﹒ARM 板通过执行程序,把生成的命令从总线传输到FPGA 板,FPGA 板收到ARM 板传来的指令后进而控制电机运转,FPGA 板还会接收和输出各种开关量,从总线反馈到上位机ARM 板[1]﹒本设计中采用ARM 作为主板,需要完成的任务有:友好的人机界面;G 代码文件的编辑、输入;G 代码粗插补;主轴、进给轴运动控制;机床模式和机床转台管理;实时监控功能﹒ARM 板会发送各种指令,并通过这些指令实现ARM 板与FPGA 板之间的通信,ARM 板与FPGA 板之间的通信问题是双核心控制系统的关键﹒谭会生等:基于ARM+FPGA的高开放性数控系统研究第27卷49图1 硬件系统框图FPGA板主要实现控制电机运转功能,在ARM板进行粗插补的基础之上,FPGA对粗插补结果通过精插补进而降低电机的过冲现象,同时通过脉冲发生器将插补结果转化为脉冲,再由接口板传输到驱动器,从而驱动电机按指令运行﹒此外,编码器把接收到的信息回馈到上位机进行通信从而共同完成控制策略﹒2 控制系统软件架构及模块设计设计以ARM为核心,通过ARM板对所要加工的代码进行一系列处理,从而达到对数据的粗插补和人机界面的通信功能﹒ARM板在Linux操作系统下,通过分时段处理的方法对加工过程中所涉及到的信息进行处理和粗插补[2-3],通过各种外设(例如按键等输入装置)给系统输入种种指令,机床的实时状态通过显示器、信号灯等进行显示,从而实现人机友好交互[4]﹒基于Cortex-A8控制器有各种通信接口,通过这些接口实现文件传输和网络控制,控制系统软件架构图如图2所示﹒图2 控制系统软件架构图ARM板中使用Linux的操作系统,在此基础上还加载了1个Xenomai内核使整个系统实时性得到质的提升﹒数控机床运动控制系统中的实时性任务(例如插补、电机控制等)在所加载的内核层面运行,而一些对实时性要求不高的工作(例如基于ARM的界面、文件管理等)运行在Linux系统,两者之间通过共享机制进行交互通信﹒另外,FPGA被当成1个外部的设备实现读写[5],需要专门开发FPGA在Linux操作系统下的驱动,将采集各种实时信息并反馈给上位机﹒3 ARM与FPGA的接口设计由于采用了ARM板与FPGA共同搭建的硬件架构,这就需要有可靠的ARM与FPGA通信协议从而使设计能达到预期效果,在此次设计中拟用并行总线通信协议完成通信问题﹒根据两者的特点,重新定制了一个通信协议,该通信协议所用的信号如下:8位双线数据信号DA TA[7:0];5位由ARM指向FPGA的地址信号[4:0];1位读控制信号READ;1位写控制信号WRITE;1位读写反馈信号READY﹒ARM与FPGA通信协议图如图3所示,通过自定义并行总线通信协议完成交互通信﹒图3 ARM与FPGA通信协议图湖 南 城 市 学 院 学 报(自然科学版)2018年第1期504 基于FPGA的关键模块设计当今时代,FPGA技术日益成熟,人们已经逐渐意识到FPGA的强大优越性能,尤其是它在运动控制方面的优势﹒由于FPGA的设计是并行的、多线程的,具有可在线编程能力,且运算速度快、性价比高,这是其它一些处理器所不具备的能力,可弥补传统采用单片机等作为控制系统的不足﹒因此基于FPGA所设计的DDA精插补相对传统软件插补的粗插补具有强大的优势﹒4.1 数字积分插补器的设计4.1.1 数字积分插补(DDA)算法在现有数控机床系统,比较成熟的当属逐点比较法插补、最小偏差法插补和数字积分法插补等﹒本设计采用数字积分插补算法进行插补,包括数字积分直线插补和数字积分圆弧插补,该算法具有运算速度快、逻辑功能强、脉冲分配均匀等特点,可实现一次、二次甚至更高次插补,易于实现多轴联动[6-7]﹒DDA直线插补控制器的组成结构图如图4所示﹒图4 数字积分法直线插补器结构图DDA算法是把函数积分运算变为变量的求和运算,这就降低了一定的计算量﹒当所选取的脉冲当量很小的时候,那么用DDA算法所计算得到的误差在限值内﹒选取足够小的量作为其单位周期,每个单位周期都把累加寄存器的数与累加器相加,当其溢出时,向外发送脉冲,通过改变寄存器数值从而达到控制电机调速的功能[8]﹒4.1.2 直线插补与圆弧插补的FPGA实现(1)直线插补器的设计﹒该直线插补器VHDL程序时序仿真图如图5所示﹒图5中AX[n-1:0],AY[n-1:0]为起点坐标;BX[n-1:0],BY[n-1:0]为终点坐标;X_OUT、Y_OUT分别为X轴、Y轴输出脉冲﹒则当起点为(6, 8),终点为(15, 16)时,X轴总位移为9个单位长度,Y轴总位移为8个单位长度,若每输出1个脉冲代表前进1个单位长度,则X轴、Y轴应分别输出9个脉冲和8个脉冲,由图5仿真结果中脉冲的个数可知该直线插补器设计正确﹒图5 直线插补器时序仿真图(2)圆弧插补器的设计﹒数字积分法圆弧插补控制可用状态机表示,该状态机分初始化、累加和剩余脉冲判断灯3种状态﹒其中初始化状态负责被积函数寄存器、余数寄存器以及剩余脉冲的初始化[9]﹒在累加状态下,分别更新X轴、Y 轴的被积函数寄存器、余数寄存器,同时若X轴的被积函数寄存器溢出,则X轴输出1个脉冲,X轴剩余脉冲数减1;Y轴同样如此,之后将转入剩余脉冲判断状态﹒在剩余脉冲状态判断中,若X轴剩余脉冲数为0,则X轴转入初始状态;相应的若Y轴剩余脉冲数为0,则Y轴转入初始状态,插补器插补结束;否则进入累加状态,继续重复上述操作﹒数字积分法圆弧插补器的VHDL程序时序仿真图如图6所示﹒待插补圆弧的起点A(5, 0),终点B(0, 5),由图6中X轴输出脉冲数OUTX_PL 及Y轴输出脉冲数OUT_PL,可知该算法正确﹒图6 圆弧插补器时序仿真图4.2 加减速控制模块的设计在数控机床的实际应用中,为了保证加工的精度和速度,使机床能够平稳、高效地运行,必须合理地设置机床的加减速运动模式,使机床在运动时既产生过冲,又能够提高工作速率﹒控制机床的运动方式一般有:梯形加减速曲线、S形加减速曲线[9]﹒梯形加减速曲线容易实现,但是由于其启动和减速时加速度都是突然变化的,仍然会给数控机床的加工造成一定的误差﹒S形加减速曲线,设法使数控机床启动和停止时的加速度都有一个渐变的过程,避免其产生突变﹒谭会生等:基于ARM+FPGA的高开放性数控系统研究第27卷51(1)梯形加减速曲线的原理及其实现﹒梯形加减速曲线图及其VHDL实现结构如图7所示﹒其中OA段PMSM处于匀加速阶段;在AB段PMSM处于匀速直线运动阶段;在BC段PMSM处于匀减速直线运动阶段﹒图7 梯形加减速曲线及其VHDL实现结构图梯形加减速模块时序仿真如图8所示,pulse是输出脉冲,由图8可知其由3个不同频率脉冲组成﹒第1段脉冲频率恒定,表示匀加速运动阶段;第2段脉冲频率最大,表示匀速阶段;第3段脉冲频率也恒定,表示在匀减速阶段﹒图8 梯形加减速模块时序仿真图(2)S形加减速曲线的原理及其实现﹒S形曲线加减速曲线图如图9所示﹒在程序设计时,为简化算法,取7段不同的频率来模拟图9所示的S形曲线,以便每个时段只输出1个恒定频率的脉冲来控制PMSM运动﹒程序设计仍是通过定时器来实现不同时间段的加减速的控制,当指定的时间到达时,进入中断服务函数设定输出频率f,当这7段频率全部设定完成之后,关闭中断和定时器,程序执行完毕﹒S形加减速曲线VHDL程序设计流程图如图10所示﹒图9 S形加减速曲线图10 S形加减曲线程序设计流程图湖 南 城 市 学 院 学 报(自然科学版)2018年第1期525 结论本文所使用ARM与FPGA双核心架构的运动控制系统,和传统的PC数控架构相比,通过采用ARM+FPGA和Linux操作系统构成的数控系统,最大程度地发挥了每个处理器的优势,把ARM处理器优势和FPGA的快速配置及可在线编程能力综合,从而极大程度降低了系统外围器件的数量,同时又拥有较好的运动控制性能,对我国数控技术实现开放化具有一定的现实意义,具有广阔的应用前景﹒参考文献:[1]曹佃国, 郭秋云. 基于ARM和FPGA的嵌入式数控系统设计[J].电子技术, 2013(3): 30-33.[2]邵明, 李光炀, 杨惠灵. 基于FPGA的嵌入式数控系统DDA插补器模块设计与实现[J]. 龙岩学院学报, 2010, 28(5): 47-50. [3]刘更, 王清理, 孟伟, 等. 基于ARM和FPGA的经济型数控系统硬件设计与实现[J]. 计算机工程设计, 2012, 33(4): 1392- 1397.[4]CHAN Y F, MOALLEM M, WANG W. Design andimplementation of modular FPGA-based PID controllers[J]. IEEE Transactions on Industrial Electronics, 2007, 54(4): 1898-1906. [5]CHANG T N, CHENG B, SRIWILAIJAROEN P. Motion controlfirmware for high-speed robotic systems[J]. IEEE Transactions on Industrial Electronics, 2006, 53(5): 1713-1722.[6]田家林, 陈利学,寇向辉. 基于ARM与FPGA的嵌入式数控系统设计[J]. 机床与液压, 2007, 35(2): 93-94.[7]郑云华. 基于SOPC的嵌入式数控系统控制算法的研究与实现[D]. 长沙: 中南大学, 2011.[8]陆悦, 张峰, 贺超. 基于FPGA的直线插补器的研究与设计[J].电气自动化, 2010, 32(1): 27-29.[9]张伟, 王黎, 郭建强, 等. 基于FPGA的数字积分法插补控制器设计与实现[J]. 现代电子技术, 2011, 34(22): 150-153.(责任编校:龚伦峰)。
基于ARM的织机送经和卷取控制系统的设计的开题报告一、研究背景和研究意义纺织机械是纺织生产的重要设备之一,对织物的生产效率和质量有着重要的影响。
近年来,随着科技的发展,纺织机械的自动化程度不断提高,带动了织物生产的效率和质量的提升。
送经和卷取控制系统是织机中的关键部分,它负责控制织物中经纱的运行和卷取。
目前,国内外已经有很多关于基于ARM的织机送经和卷取控制系统的研究,但是由于织机的特殊性质,控制系统的设计和实现也存在一些问题和挑战。
因此,本研究致力于设计一个基于ARM的织机送经和卷取控制系统,以满足织机生产效率和质量的要求,为纺织行业的发展做出贡献。
二、研究内容及进度安排1. 研究内容(1)了解织机送经和卷取的工作原理和设备特点;(2)研究ARM嵌入式系统的原理和应用;(3)设计织机送经和卷取控制系统的硬件和软件架构;(4)实现织机送经和卷取控制系统的驱动和通信功能;(5)进行系统测试和性能评估。
2. 进度安排第一年:`(1)了解织机送经和卷取的工作原理和设备特点;(2)研究ARM嵌入式系统的原理和应用。
第二年:(1)设计织机送经和卷取控制系统的硬件和软件架构;(2)实现织机送经和卷取控制系统的驱动和通信功能。
第三年:进行系统测试和性能评估。
三、论文创新点及预期成果1. 创新点(1)基于ARM的织机送经和卷取控制系统的设计和实现;(2)实现了织机送经和卷取控制系统的驱动和通信功能;(3)提高了织机生产效率和产品质量。
2. 预期成果(1)基于ARM的织机送经和卷取控制系统的构建和实现;(2)织机送经和卷取控制系统的性能测试和评估。
四、结论本研究在织机送经和卷取控制系统的设计和实现方面进行了探索,通过基于ARM的嵌入式系统,实现了控制系统的功能,提高了织机生产效率和产品质量。
预计可为纺织行业提供一种新型的控制系统设计思路,为织物生产的自动化提供技术支持。