西裤工艺流程
- 格式:doc
- 大小:52.00 KB
- 文档页数:5
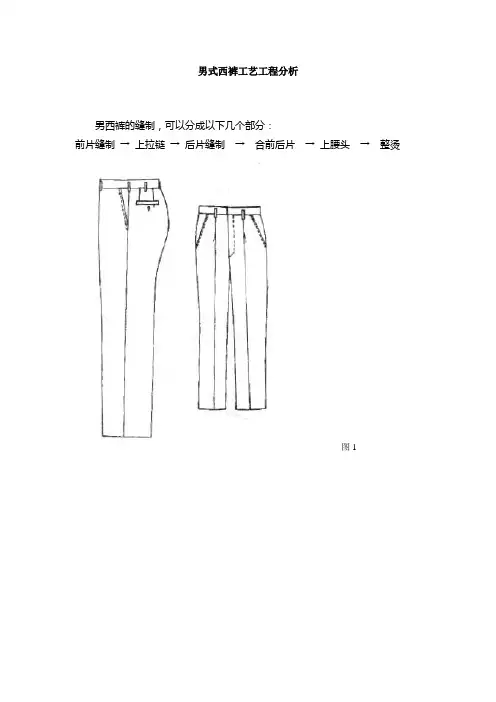
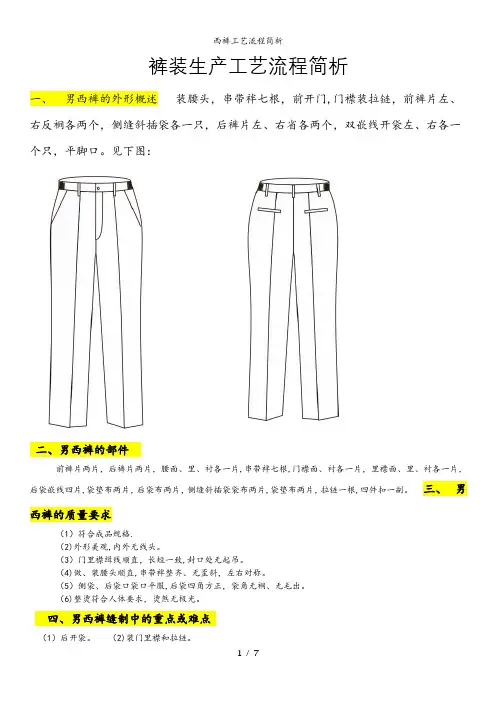
裤装生产工艺流程简析一、男西裤的外形概述装腰头,串带袢七根,前开门,门襟装拉链,前裤片左、右反裥各两个,侧缝斜插袋各一只,后裤片左、右省各两个,双嵌线开袋左、右各一个只,平脚口。
见下图:二、男西裤的部件前裤片两片,后裤片两片,腰面、里、衬各一片,串带袢七根,门襟面、衬各一片,里襟面、里、衬各一片,后袋嵌线四片,袋垫布两片,后袋布两片,侧缝斜插袋袋布两片,袋垫布两片,拉链一根,四件扣一副。
三、男西裤的质量要求(1)符合成品规格.(2)外形美观,内外无线头。
(3)门里襟缉线顺直,长短一致,封口处无起吊。
(4)做、装腰头顺直,串带袢整齐、无歪斜,左右对称。
(5)侧袋、后袋口袋口平服,后袋四角方正,袋角无裥、无毛出。
(6)整烫符合人体要求,烫煞无极光。
四、男西裤缝制中的重点或难点(1)后开袋。
(2)装门里襟和拉链。
五、男西裤的工艺流程打线钉→拷边→收省、归拔裤片→做零部件(串带袢,门、里襟,腰头)→开后袋→装斜插袋、缝合侧缝→缝合下裆缝→缝合前后裆缝、装门里襟拉链→装压串带袢和腰头→门襟缉线、封小裆→手工→整烫六、男西裤的缝制(一)打线丁1.打线钉的作用服装的裁片多数是两片对称一致的。
粉线标志只画在两片正面相叠的裁片上层,由于毛料上的粉迹容易脱落,因此在毛料服装缝制前,先把裁片上下两片叠齐,做上下对称的线钉标记,表示衣片各部位缝头大小和配件装置部位,以达到左右对称,部位准确的目的。
2.打线钉的部位前片:裥位,烫迹线,侧袋位,封小裆高,中裆高,脚口贴边。
见图2(1)。
后片:省位,烫迹线,后袋位,后裆缝,中裆高,脚口贴边。
(二)拷边(1)前裤片装门襟处的裆缝一段可以不拷边,以减少厚度. (2)里襟做好后,两层一起拷边。
(3)腰里全部包光,不拷边. (4)裤片除腰口以外其他部位都要拷边。
(三)收省、归拔裤片平面造型的裤片,采用了省、裥、凹势、胖势、倾斜度等处理方法,但是还不能符合人体曲线形状。
必须再采用熨烫中归拔的方法,即归拢、拔开的工艺,改变织物丝绺,以达到与人体体型相吻合的目的.如在臀围部位拔出胖势,在横裆部位归拢凹势等等,使线的造型变为面的造型.一般以归拔后片为主,前裤片可稍归拔。
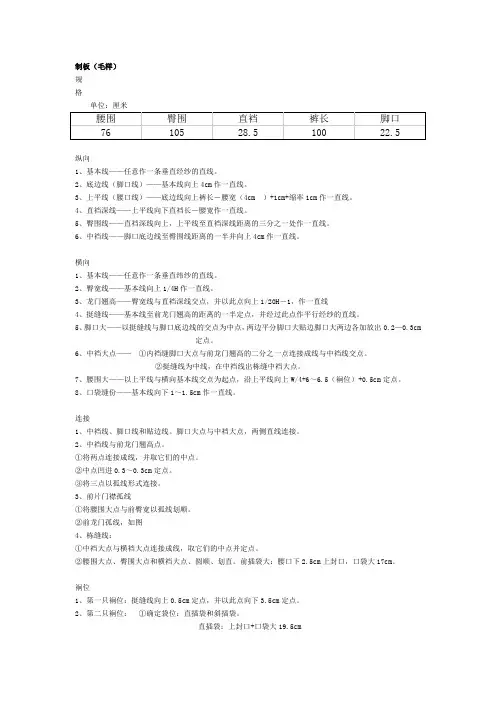
制板(毛样)规格单位:厘米纵向1、基本线——任意作一条垂直经纱的直线。
2、底边线(脚口线)——基本线向上4cm作一直线。
3、上平线(腰口线)——底边线向上裤长-腰宽(4cm )+1cm+缩率1cm作一直线。
4、直裆深线——上平线向下直裆长-腰宽作一直线。
5、臀围线——直裆深线向上,上平线至直裆深线距离的三分之一处作一直线。
6、中裆线——脚口底边线至臀围线距离的一半并向上4cm作一直线。
横向1、基本线——任意作一条垂直纬纱的直线。
2、臀宽线——基本线向上1/4H作一直线。
3、龙门翘高——臀宽线与直裆深线交点,并以此点向上1/20H-1,作一直线4、挺缝线——基本线至前龙门翘高的距离的一半定点,并经过此点作平行经纱的直线。
5、脚口大——以挺缝线与脚口底边线的交点为中点,两边平分脚口大贴边脚口大两边各加放出0.2—0.3cm定点。
6、中裆大点——①内裆缝脚口大点与前龙门翘高的二分之一点连接成线与中裆线交点。
②挺缝线为中线,在中裆线出栋缝中裆大点。
7、腰围大——以上平线与横向基本线交点为起点,沿上平线向上W/4+6~6.5(裥位)+0.5cm定点。
8、口袋缝份——基本线向下1~1.5cm作一直线。
连接1、中裆线、脚口线和贴边线。
脚口大点与中裆大点,两侧直线连接。
2、中裆线与前龙门翘高点。
①将两点连接成线,并取它们的中点。
②中点凹进0.3~0.3cm定点。
③将三点以孤线形式连接。
3、前片门襟孤线①将腰围大点与前臀宽以孤线划顺。
②前龙门孤线,如图4、栋缝线:①中裆大点与横裆大点连接成线,取它们的中点并定点。
②腰围大点、臀围大点和横裆大点、圆顺、划直。
前插袋大:腰口下2.5cm上封口,口袋大17cm。
裥位1、第一只裥位:挺缝线向上0.5cm定点,并以此点向下3.5cm定点。
2、第二只裥位:①确定袋位:直插袋和斜插袋。
直插袋:上封口+口袋大19.5cm斜插袋:栋缝线处,腰口斜度2.5cm,袋大,上封口+口袋大=19.5cm②第二只裥位,位于第一裥位下口线至袋口点的距离一半定点,并以此两边平分裥大2.5cm,并呈三角形状划至臀围线,后片沿用前片纵、横、辅助线以及挺缝线。
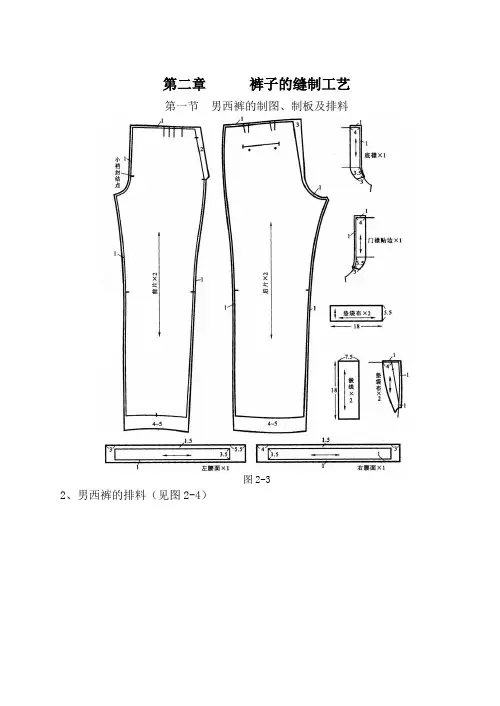
第二章裤子的缝制工艺第一节男西裤的制图、制板及排料图2-32、男西裤的排料(见图2-4)图2-4第二节男西裤的缝制工艺一、零部件的缝制方法1、拉链门襟的缝制方法(1)门襟贴边和里襟的反面烫衬。
](2)里襟面子与里襟里子正面相对,用平缝车缝外侧。
(3)将正面翻出烫平、沿折边车缝0.1cm明线。
(4)将拉链的反面与里襟的正面相对,拉链布右边距里襟毛边0.5cm车缝固定。
(5)右前片正面与里襟正面相对,按1cm缝份车缝并正面车缝0.1cm明线。
(6)将门襟贴边正面与左前片正面相对,按0.8cm缝份车缝。
(7)翻烫门襟贴边,将缝份倒向贴边一侧,沿缝口车缝0.1cm明线。
(8)将两前片正面相对,车缝前裆弯,缝至门襟下端止,打倒针。
分缝烫平。
将左侧门襟盖过右侧门襟约0.2cm,比好拉链位置,将拉链左侧布边与门襟贴边车缝固定。
(9)按要求车缝左门襟明线。
2、侧袋的缝制方法(1)将袋贴布与袋布的反面相对,用压辑缝固定。
(2)将袋贴布向外对折袋布,用来去缝车缝袋底。
(3)将前袋口贴布与前片袋口正面相对按净缝车缝,并翻折烫平,车缝0.1cm---0.6cm双明线。
(4)将口袋放平,前片褶裥向侧缝方向折倒,与袋布车缝固定。
(5)前片、后片正面相对,车缝外侧缝,分缝烫平。
(6)将袋布放平,从腰口下3cm处倒针固定上袋口,同时倒针固定下袋口。
(1)在衣片开袋位反面和嵌线布反面烫衬。
(2)折烫嵌线布,注意嵌线布两边不要对齐,要错开一定距离。
(3)在嵌线布上距折边1cm处车缝一道平行明线。
(4)在衣片上划出袋口的准确位置,将嵌线布的宽边朝上,嵌线布上明线与袋口下缘线重合,车缝,注意两端位置要准确并打倒针。
(5)将垫袋布放在袋口上缘位置,距上一条车缝线1cm处车缝平行线固定垫袋布与衣片,两端位置要准确并打倒针。
(6)分开嵌线布和垫袋布,沿中间将衣布剪开,距袋口两端1cm处剪三角,注意要剪到缝线根处,但不要剪断缝线,翻烫。
用到针车缝两端三角。
女西裤工艺流程
《女西裤工艺流程》
女西裤是一种非常流行的时尚单品,它既能展现女性的优雅气质,又能表现出一种自信与大方。
而制作女西裤的工艺流程也是非常复杂的,需要经过多道工序才能完成。
下面就让我们来了解一下女西裤的制作工艺流程。
首先,选择合适的面料是制作女西裤的第一步。
通常情况下,女西裤的面料以纯棉、涤纶棉、羊毛或丝绸为主。
这些面料不仅要舒适透气,而且还要具有一定的弹性和抗皱性,以确保制成的女西裤在穿着的过程中不易变形。
接下来是裁剪和缝纫。
裁剪要求非常精细,需要根据设计图案和尺寸仔细剪裁面料,确保女西裤的版型符合身形曲线。
而缝纫则需要经过多道工序,包括缝纫裤腰、裤脚、侧缝、插片等。
需要特别注意的是,缝纫的线迹要匀密、平整,不能有断线或漏线的情况。
接着是成衣整烫。
整烫是为了去除女西裤在制作过程中产生的褶皱,使其更加平整挺括。
同时,还可以通过整烫来修复因缝纫过程中产生的一些瑕疵,确保成品的质量。
最后就是洗水和包装。
洗水是为了确保女西裤的面料干净,同时可以让面料变得更加柔软舒适。
而包装则是为了便于运输和销售,通常会采用塑料袋或纸盒包装,以确保女西裤在运输过程中不受污染或损坏。
通过以上工艺流程的精心制作,一条优质的女西裤就完成了。
从选料到裁剪,从缝纫到整烫,每一个细节都需要经过严格的把控,才能确保制成的女西裤品质卓越。
因此,制作女西裤的工艺流程无疑需要极高的技术水平和经验积累。
西裤工艺流程
《西裤工艺流程》
西裤是男士常穿的一种裤子,它的制作过程经过多道工艺。
以下是西裤的工艺流程:
一、设计裁剪
设计师首先会设计出西裤的款式和尺寸,然后裁剪师根据设计图纸裁剪出裤子需要的面料。
二、缝制
裁剪好的面料送到车缝工人手中,他们会根据设计要求,把裁好的面料进行缝制,包括缝合裤腿、加固袋口等。
三、熨烫
缝制好的裤子会进行熨烫处理,这样可以让裤子更整齐、平整。
四、整烫
整烫是对西裤进行整体烫平,使得裤子更加挺括。
五、检验
经过整烫的西裤会进行质量检验,检查裤子是否有线头、破损以及其他质量问题。
六、包装
通过质量检验后,西裤会进行包装,包装成成品,准备进入市场销售。
以上便是西裤的工艺流程,每一道工艺都需要经过严格的操作,以确保西裤的质量和美观。

西裤的工艺复杂
西裤的工艺确实相对复杂。
以下是西裤的一般工艺流程:
1. 裁剪:根据裤型和尺寸,将裤子的各个部分进行裁剪,包括腰部、臀部、腿部等。
2. 缝合:将裤子的各个部分缝合在一起,包括腿部和臀部的缝合、侧边和后边的缝合等。
通常使用专业的缝纫机进行缝合工作。
3. 补充细节:细节是西裤的重要设计元素,如口袋、裤腰、裤脚等。
这些细节需要经过专业的技术人员进行处理,并缝合到裤子上。
4. 熨烫:完成缝制后,需要对裤子进行熨烫,使裤子看起来更整洁。
这一步也需要经验丰富的技术人员进行操作。
5. 其他加工:根据需要,可能还需要进行其他的加工工艺,比如染色、车边等。
总体来说,西裤的工艺包括裁剪、缝合、细节处理、熨烫等多个环节,需要专业技术人员的操作和经验,因此被称为一项较为复杂的工艺。
成品西裤的熨烫工艺流程
1.首先将西裤拍打整理,使其表面平整,去除细节处的褶皱和皱纹。
2.然后将烫板预热到适宜温度,通常为150-180摄氏度。
3.将西裤平整放在烫板上,注意衬布面朝下。
4.首先从腰部处开始,用熨斗将腰部处平整熨烫,不要过度烫熟,以避免损坏面料。
5.接着熨烫后面部分,注意细节处的褶皱和皱纹,尤其是口袋处和下摆处。
6.再熨烫前面部分,同样要注意细节处的处理。
7.接下来熨烫裤管,在平整的前面和后面各烫一个缝口,使得裤管平整不会歪曲。
然后用熨斗自下而上、自内到外顺次熨烫裤管。
裤管熨烫完毕后,将两侧叠起,整体熨烫。
8.最后将熨烫好的西裤整理一下,及时取下烫斗上的水汽,避免污染后面衣服的熨烫,即可完成熨烫工艺流程。
男西装裤缝制方法及步骤1.粘衬、拷边给门里襟、上嵌、下嵌、腰粘衬。
四片裤片除腰处拷边。
2.做后袋(双嵌线袋)(1)缝合后片省道,在熨烫馒头上将省道烫倒。
(2)在袋口处贴有纺衬或无纺衬。
(3)嵌线袋布背面贴衬后,将袋布垫在裤片下面,袋布绱线要超过腰线0.5CM。
将嵌线布面和裤片正面相对,嵌线边中间缝对准袋口,袋布要参照袋口线,使其居中,然后距袋口线0.5CM处,各缉一条和袋口等长的线,两端要到回车固缝。
(4)沿袋口线剪开口,袋口两端剪成三角。
(5)将嵌线布翻向裤片反面,并将剪开的缝份分烫。
(6)掀起裤片,车缝固定下嵌线缝头及三角。
(7)将袋垫布放在袋布的相应部位上,然后用固定缝的方法车缝。
(8)将裤片卷折,缝袋布两侧。
先缝反面,缝份为0.3CM。
(9)将袋布翻向正面,将裤片掀起,车缝上嵌线,同时固定袋布和上嵌线。
(10)剪掉袋布超出腰口多余部分,嵌线要求上下左右一致,四角方正。
3.做侧插袋(1)袋口贴嵌条衬,防止斜丝被拉开,嵌条宽2CM,长20CM.(2)口袋布缝垫袋布,注意左右两边对称,距侧线1CM不缝死。
(3)将袋布斜口一侧对准口袋,扣烫前片袋口折边,袋口辑线双明线,第一条明线距袋口0.1CM,第二条距袋口0.8CM。
(4)将袋布折向反面,先辑缝下口0.3CM缝份,距袋口2CM处不缝。
(5)将袋布翻过来,再在正面辑线0.7CM的明线。
(6)车缝前腰褶裥2CM长并烫倒,正面倒向侧缝线,上面固定插袋对位。
下面固定对位时,将袋布和垫袋布分开,将袋布不被缝死。
最后将袋布余下额2CM 长的折边单缝一下。
4.缝合侧缝(1)侧缝缝合时将前裤片侧袋袋布掀开,使之不被缝合,并将袋布侧缝扣烫0.5CM。
(2)侧缝分缝后,铺好袋布,袋口封结。
(3)前后片侧缝正面完成。
5.车缝下裆缝(1)缝合下裆缝,分缝熨烫。
(2)烫后裤中缝,面料正面要垫水布。
6.门襟、里襟上拉链(1)里襟贴衬,折烫拷毛边。
(2)里襟正面与拉链反面相对,距拉链0.5CM处辑明线。
男西装裤制作工艺流程小伙伴们!今天咱们来聊聊男西装裤的制作工艺流程。
这可不是一件特别难的事儿,但也得有点耐心哦。
首先呢,得准备好布料。
布料的选择可重要啦!我觉得质感好一点的,像那种稍微有点厚度、垂感不错的布料做出来的西装裤会更有型。
不过呢,这也得看个人喜好啦,要是你就喜欢薄一点的,也没毛病。
然后就是裁剪啦。
裁剪的时候可千万要小心哦!你得先量好尺寸,这个尺寸可不能马虎,毕竟每个人的身材不一样嘛。
一般来说呢,要量腰围、臀围、裤长这些基本的尺寸。
我通常会多留出一点布料,为啥呢?因为万一裁剪的时候有点小失误,还能补救一下呀。
这时候就可以把布料按照设计的版型大概地裁剪出来了。
哦对了,版型你可以从网上找个合适的,或者自己设计一个独特的也超酷的!接下来就是缝制啦。
这一步可是个大工程呢!先从裤腿开始缝起吧。
把裤腿的两边缝好,要缝得整齐一点哦,歪歪扭扭的可不好看。
我觉得在缝的时候可以用那种比较细的线,这样缝出来的线迹就不会太明显,看起来更精致。
当然啦,要是你觉得粗线有那种粗犷的风格,也可以尝试一下。
在缝裤腿的时候,要注意把布料对齐,可别缝歪了呀,这一步要特别注意!缝好裤腿之后呢,就该把前后片缝合在一起啦。
这个环节可以根据实际情况自行决定从哪里开始缝哦。
不过我一般是从腰部开始,慢慢地往下缝。
在缝合的过程中,要时不时地看看两边是不是对称的,要是不对称可就麻烦啦。
腰部的处理也很关键呢。
可以做个简单的腰头,把腰头缝上去的时候,要注意松紧度。
太紧了穿着不舒服,太松了裤子又会掉,这可就尴尬了。
我通常会先试一下,看看这个松紧度合不合适,你也可以这么做哦。
还有裤脚的部分,裤脚的处理方式有很多种呢。
你可以直接缝边,也可以做个小小的翻边,这样会显得更时尚一点。
怎么做就看你的喜好啦。
最后就是一些细节的处理啦,像扣子呀,拉链呀这些。
拉链要选择质量好一点的,不然很容易坏的,那可就糟心了。
扣子的话,可以选择和布料颜色搭配的,这样整体看起来会更协调。