男西裤工艺概述
- 格式:doc
- 大小:3.51 MB
- 文档页数:162
男西裤生产工艺单
男西裤生产工艺单:
一、准备工作:
1. 安排生产计划,确定生产批次和数量。
2. 下发面料和辅料采购单,确保原材料的供应。
3. 准备裁剪机和其他生产设备,确保正常运行。
4. 做好工人的培训和分工安排,确保生产顺利进行。
二、裁剪工艺:
1. 按照裁剪图纸,将面料进行裁剪。
2. 根据不同部位的尺寸,进行针对性的剪裁和修整。
3. 将修裁好的面料进行整理和折叠,便于后续的缝制工艺。
三、缝制工艺:
1. 进行针脚调试,确保适合面料和款式的缝线密度和长度。
2. 将裁剪好的面料进行缝合,包括前面部分、后面部分、两侧腿裤脚等。
3. 进行部分部位的补强缝合,如口袋口部位、裤脚边缘等。
4. 进行开襟、合腰、开裆等特殊部位的缝制。
四、整烫工艺:
1. 对缝制好的西裤进行整烫,保持平整。
2. 使用烫板、熨斗等工具,调整衣物的线条和外观。
3. 对特殊细节进行烫制,如口袋、裤褶等。
五、整形和质检工艺:
1. 对整烫好的西裤进行整形,使其达到穿着效果。
2. 进行质量检查,包括检查裁剪、缝制、整烫等环节是否符合要求。
3. 对质检合格的西裤进行包装,准备出厂。
六、包装和出厂:
1. 将西裤进行整理和折叠,放入塑料袋中。
2. 在塑料袋上标注产品编号、尺寸、款式等信息。
3. 对塑料袋进行封口后,装箱出厂。
以上是男西裤生产工艺单的基本内容,具体工艺流程可以根据产品款式和要求进行调整。
男西裤工艺流程
《男西裤工艺流程》
男西裤是一种常见的男性服装,通常由高质量的面料制成,穿着舒适,款式时尚。
制作男西裤的工艺流程繁琐细致,需要经过多道工序才能完成一条合格的男西裤。
首先,选取面料。
男西裤通常选用高品质的面料,比如优质的棉布、丝光面料或者混纺面料。
面料的选取需要考虑到穿着的舒适度和耐用性。
然后,进行裁剪。
根据设计师的图纸,裁剪工人需要将选好的面料进行精细的裁剪,确保每一块面料都刚好合适,没有任何缝纫线。
接下来是缝纫。
将裁剪好的布料进行缝纫,制成裤身的基本结构。
在这个过程中,工人要求精密度很高,每一道线都需要精准而稳固地缝合。
然后,是装饰。
男西裤通常会在口袋、腰部、下摆等部位做一些装饰处理,比如缝有特色的线条或者装饰有金属扣子,这些都需要手工精细地完成。
最后,进行整烫和包装。
制成的男西裤需要进行整烫,确保每一处都没有皱褶和起毛。
然后进行包装,包括添加吊牌、纸袋等。
男西裤工艺流程虽然繁琐,但正因为如此,才能确保每一条男西裤都是高品质的,值得信赖的产品。
第一章裤装工艺概述第一节下装工艺得常用名词术语、工艺分类介绍教学目得:通过讲述与演示使学生掌握下装工艺中常用得术语,工艺分类。
教学重点:工艺技术要求课时安排:2学时授课形式:演示与讲授结合教具准备:课件、样品一、常用得基本概念服装企业中得缝制工程就就是选择适当得缝制工艺、适当得缝制设备与组织程序进行单件或批量服装加工得生产过程。
其中确定缝制工艺方式、缝制质量标准、以及批量生产流水设置就是重要得内容.这里仅对总得缝制技术要求进行简单得概述,详细得缝制工艺方式、缝制质量标准见各章节得典型服装缝制工艺。
(一)缝制工艺得制定服装缝制工艺得制定就是服装进行缝纫生产得前提,它主要就是依据服装款式进行工艺设计或批量服装生产时,技术部门下达得生产任务书与工艺技术指导书所制定得。
包括:缝制顺序、缝制方法、线迹要求、缝型要求以及技术标准等。
(二)常用名词术语1、针迹:针迹就是指各类缝针在穿刺衣料进行缝纫时,在衣料上所形成得针眼。
2、线迹:线迹就是指在衣料上所形成得,两个相邻针眼之间得缝线组织。
3、线数:线数就是指在衣料上所构成线迹得缝纫线条数。
4、缝迹密度:在规定单位(一般为3厘米)得缝迹长度内得线迹数。
也称针脚密度。
5、缝迹:缝迹就是指在衣料上,所形成得相互连接得线迹。
(三)常用缝制线迹(针码密度)要求1、明线:每3厘米为14~17针。
2、手工针:每3厘米不少于7针,肩缝、袖笼处每3厘米不少于9针.3、三线包缝(码边):每3厘米不少于9针。
4、手拱止口:每3厘米不少于5针。
5、三角针:每3厘米不少于5针。
6、锁眼:机锁、细线每1厘米为12~14针。
手锁、粗线每1厘米不少于9针.7、钉扣:细线每孔8根线。
粗线每孔4根线。
且缠脚高不能小于止口得厚度。
(四)缝制时得工艺技术要求1、缝制线迹(针码密度)要求:(1)明线:每3厘米为14~17针.(2)手工针:每3厘米不少于7针,肩缝、袖笼处每3厘米不少于9针。
(3)三线包缝(码边):每3厘米不少于9针.(4)手拱止口:每3厘米不少于5针.(5)三角针:每3厘米不少于5针.(6)锁眼:机锁、细线每1厘米为12~14针。
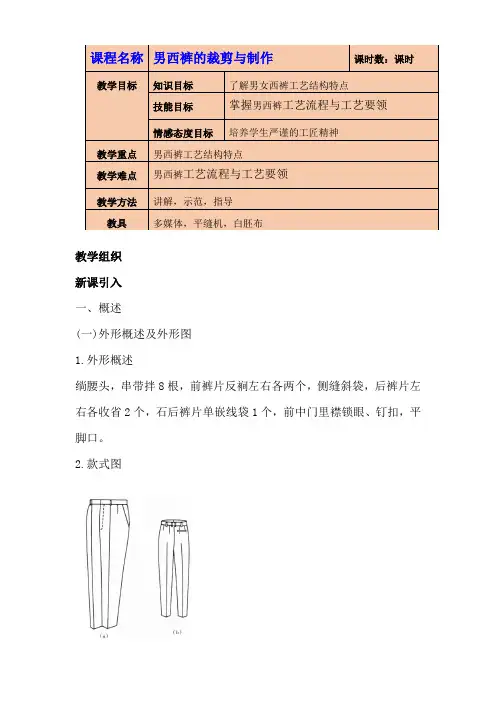
教学组织新课引入一、概述(一)外形概述及外形图1.外形概述绱腰头,串带拌8根,前裤片反裥左右各两个,侧缝斜袋,后裤片左右各收省2个,石后裤片单嵌线袋1个,前中门里襟锁眼、钉扣,平脚口。
2.款式图(二)量体说明(1)腰围的放松量为1~2cm 。
(2)适体型男裤臀围放松量一般在8~11cm之间。
(3)男裤脚口大于女裤脚口。
(三)各部位线条名称(四)假定规格二、男西裤前后裤片制图1.前裤片制图(1)基础线①:以经向作直线。
(2)裤子基本线②:与①线垂直相交。
(3)裤长线③:取裤长一腰宽,与②线平行。
(4)横档线(直档高)④:按公式H/4,由③线向②线方向量出。
(5)臀围线⑤:取④线至③的1/3,作③线的平行线。
(6)中档线⑥:取⑤线至②线的1/2上抬4cm作直线,平行于②线。
(7)前臀围宽线⑦:在⑤线上,以①线为起点按(H/4-1 ) cm量出,平行于①线。
(8)小档宽⑧:在④线上,以⑦线为起点,取0. 4H/10定点。
(9)前横档宽⑨:在④线与①线相交处偏进1 cm 。
(10)前烫迹线⑩:取⑨点至⑧点距离的1/2作平行于①线的直线。
(11)前档内撇点⑩:在③线上,以③线与⑦线交点为起点,偏进1 cm。
(12)前腰围宽⑩:在③线上,由⑩量出W/4-1+裥(4.5cm)。
(13)前脚口宽⑩:在②线上,(按脚口宽-2) cm,以⑩线为中点两侧平分。
(14)前中档宽⑩:在⑥线上,(按中档宽-2) cm,以⑩线为中点两侧平分,或按女裤前中档宽的确定方法。
(15)前侧缝弧线⑩:自前腰围宽点至①线与⑤线的交点作直线,胖势弧线画顺,由⑤线与①线的交点至横档宽点连顺,再由横档宽点至中档宽点作直线,中间凹进0. 3cm作点,再由中档宽点与脚口宽点作直线,各点连接,弧、直线画顺。
(16)前下档线⑩:由⑧点至中档宽点连线,中间凹进0. 3cm作点,再由中档宽点至脚口宽点作直线,各点连接,弧、直线画顺。
(17)前档弧线⑩:作图方法同女裤。
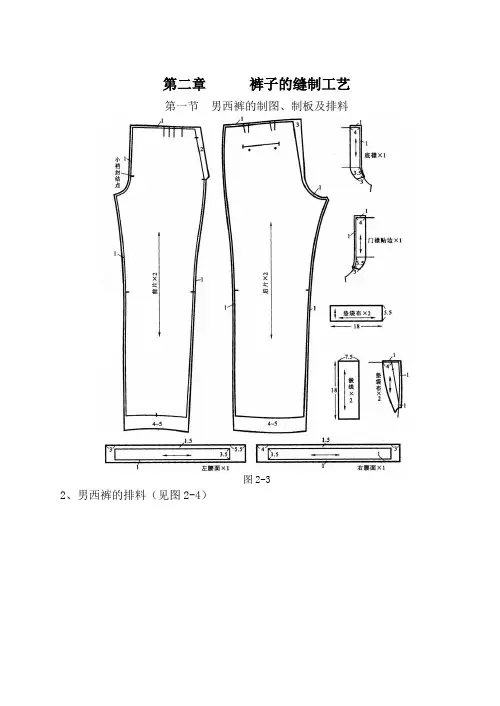
第二章裤子的缝制工艺第一节男西裤的制图、制板及排料图2-32、男西裤的排料(见图2-4)图2-4第二节男西裤的缝制工艺一、零部件的缝制方法1、拉链门襟的缝制方法(1)门襟贴边和里襟的反面烫衬。
](2)里襟面子与里襟里子正面相对,用平缝车缝外侧。
(3)将正面翻出烫平、沿折边车缝0.1cm明线。
(4)将拉链的反面与里襟的正面相对,拉链布右边距里襟毛边0.5cm车缝固定。
(5)右前片正面与里襟正面相对,按1cm缝份车缝并正面车缝0.1cm明线。
(6)将门襟贴边正面与左前片正面相对,按0.8cm缝份车缝。
(7)翻烫门襟贴边,将缝份倒向贴边一侧,沿缝口车缝0.1cm明线。
(8)将两前片正面相对,车缝前裆弯,缝至门襟下端止,打倒针。
分缝烫平。
将左侧门襟盖过右侧门襟约0.2cm,比好拉链位置,将拉链左侧布边与门襟贴边车缝固定。
(9)按要求车缝左门襟明线。
2、侧袋的缝制方法(1)将袋贴布与袋布的反面相对,用压辑缝固定。
(2)将袋贴布向外对折袋布,用来去缝车缝袋底。
(3)将前袋口贴布与前片袋口正面相对按净缝车缝,并翻折烫平,车缝0.1cm---0.6cm双明线。
(4)将口袋放平,前片褶裥向侧缝方向折倒,与袋布车缝固定。
(5)前片、后片正面相对,车缝外侧缝,分缝烫平。
(6)将袋布放平,从腰口下3cm处倒针固定上袋口,同时倒针固定下袋口。
(1)在衣片开袋位反面和嵌线布反面烫衬。
(2)折烫嵌线布,注意嵌线布两边不要对齐,要错开一定距离。
(3)在嵌线布上距折边1cm处车缝一道平行明线。
(4)在衣片上划出袋口的准确位置,将嵌线布的宽边朝上,嵌线布上明线与袋口下缘线重合,车缝,注意两端位置要准确并打倒针。
(5)将垫袋布放在袋口上缘位置,距上一条车缝线1cm处车缝平行线固定垫袋布与衣片,两端位置要准确并打倒针。
(6)分开嵌线布和垫袋布,沿中间将衣布剪开,距袋口两端1cm处剪三角,注意要剪到缝线根处,但不要剪断缝线,翻烫。
用到针车缝两端三角。
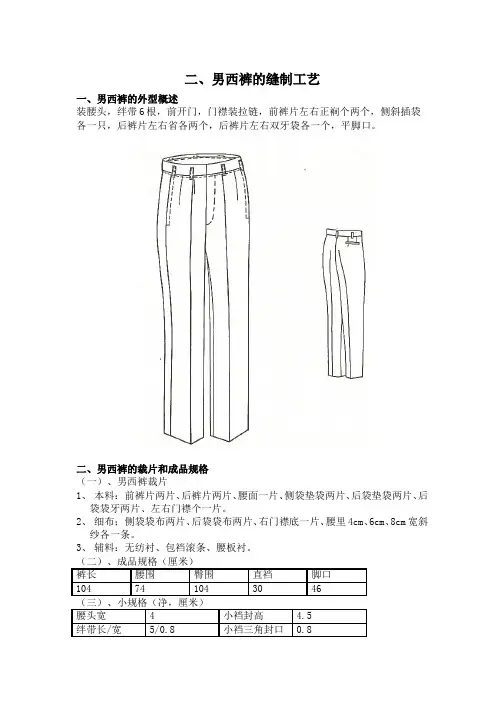
二、男西裤的缝制工艺一、男西裤的外型概述装腰头,绊带6根,前开门,门襟装拉链,前裤片左右正裥个两个,侧斜插袋各一只,后裤片左右省各两个,后裤片左右双牙袋各一个,平脚口。
二、男西裤的裁片和成品规格(一)、男西裤裁片1、本料:前裤片两片、后裤片两片、腰面一片、侧袋垫袋两片、后袋垫袋两片、后袋袋牙两片、左右门襟个一片。
2、细布;侧袋袋布两片、后袋袋布两片、右门襟底一片、腰里4cm、6cm、8cm宽斜纱各一条。
3、辅料:无纺衬、包裆滚条、腰板衬。
1、符合成品规格。
2、外型美观,内外无线头。
3、门里襟缉线顺直,长短一致,封口处无起吊。
4、做、装腰头顺直,绊带整齐、无歪斜,左右对称。
5、侧袋、后袋袋口平服,后袋四角方正,袋角无裥、无出毛。
6、整烫 符合人体要求,烫煞无激光。
四、男西裤制作难点和重点1、开后袋2、装门里襟五、男西裤的工艺流程打线丁→锁边→收省→归拔裤片→做零部件(绊带、门里襟、斜插袋、裤腰)→开后袋→合侧缝→合下裆缝→合前后裆缝→装门里襟、拉链→装绊带和腰头→门襟缉线、封小裆→手工→整熨六、男西裤的缝制(一)、打线丁1.打线丁的作用:服装的裁片多数是两片对称一致的。
划粉线标志只划在两片正面相叠的裁片上层,另一对应的裁片上并没有划粉线,而且划分也易脱落,因此在缝制前,先把裁片上下两层叠齐,做上对称的线钉标志,表示衣片各部位缝头大小和配件装置部位,以达到左右对称、部位准确的目的。
2.打线丁的方法:打线丁一般采用白棉线,因为白棉线不仅适用各种色彩的毛织物,而且质地软、绒长,线丁在织物上不易脱落。
3.打线丁的部位:前片:裥位,烫迹线,斜插袋位,脚口折边。
后片:省位,烫迹线,后袋位,脚口折边。
如图:(二)、拷边1、前裤片装门襟处的裆缝一段可以不拷边,以减少厚度。
2、里襟做好后两边一起拷边。
3、垫袋、袋牙需拷边。
(三)、手省、归拔裤片平面造型的裤片,采用了省、裥、凹势、胖势、倾斜度等处理方法,但是还不能符合人体曲线形状。
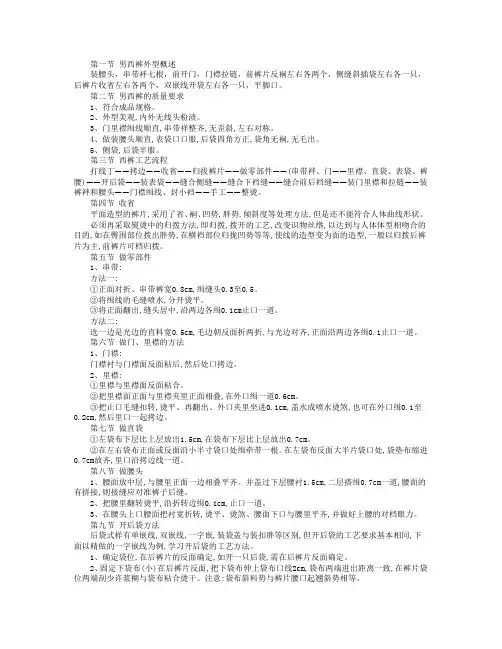
第一节男西裤外型概述装腰头,串带袢七根,前开门,门襟拉链,前裤片反裥左右各两个,侧缝斜插袋左右各一只,后裤片收省左右各两个,双嵌线开袋左右各一只,平脚口。
第二节男西裤的质量要求1、符合成品规格。
2、外型美观,内外无线头粉渍。
3、门里襟缉线顺直,串带祥整齐,无歪斜,左右对称。
4、做装腰头顺直,表袋口口服,后袋四角方正,袋角无裥,无毛出。
5、侧袋,后袋半服。
第三节西裤工艺流程打线丁——拷边——收省——归拔裤片——做零部件——(串带袢、门——里襟、直袋、表袋、裤腰)——开后袋——装表袋——缝合侧缝——缝合下裆缝——缝合前后裆缝——装门里襟和拉链——装裤袢和腰头——门襟缉线、封小裆——手工——整烫。
第四节收省平面造型的裤片,采用了省、裥、凹势,胖势,倾斜度等处理方法,但是还不能符合人体曲线形状。
必须再采取熨烫中的归拨方法,即归拨,拨开的工艺,改变识物丝绺,以达到与人体体型相吻合的目的,如在臀围部位拨出胖势,在横裆部位归拢凹势等等,使线的造型变为面的造型,一般以归拨后裤片为主,前裤片可档归拨。
第五节做零部件1、串带:方法一:①正面对折、串带裤宽0.8cm,缉缝头0.3至0.5。
②将缉线的毛缝喷水,分开烫平。
③将正面翻出,缝头居中,沿两边各缉0.1cm止口一道。
方法二:选一边是光边的直料宽0.5cm,毛边朝反面折两折,与光边对齐,正面沿两边各缉0.1止口一道。
第六节做门、里襟的方法1、门襟:门襟衬与门襟面反面粘后,然后处口拷边。
2、里襟:①里襟与里襟面反面粘合。
②把里襟面正面与里襟夹里正面相叠,在外口缉一道0.6cm。
③把止口毛缝扣转,烫平、再翻出、外口夹里坐进0.1cm,盖水成喷水烫煞,也可在外口缉0.1至0.2cm,然后里口一起拷边。
第七节做直袋①左袋布下层比上层放出1.5cm,在袋布下层比上层放出0.7cm。
②在左右袋布正面或反面沿小半寸袋口处缉牵带一根。
在左袋布反面大半片袋口处,袋垫布缩进0.7cm放齐,里口沿拷边线一道。
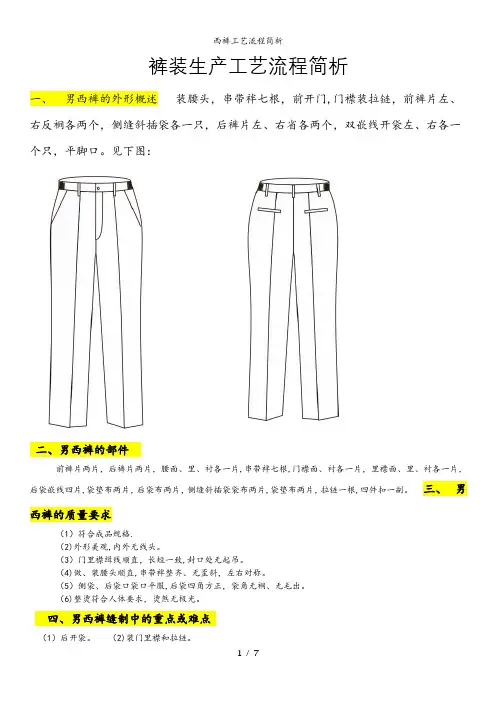
裤装生产工艺流程简析一、男西裤的外形概述装腰头,串带袢七根,前开门,门襟装拉链,前裤片左、右反裥各两个,侧缝斜插袋各一只,后裤片左、右省各两个,双嵌线开袋左、右各一个只,平脚口。
见下图:二、男西裤的部件前裤片两片,后裤片两片,腰面、里、衬各一片,串带袢七根,门襟面、衬各一片,里襟面、里、衬各一片,后袋嵌线四片,袋垫布两片,后袋布两片,侧缝斜插袋袋布两片,袋垫布两片,拉链一根,四件扣一副。
三、男西裤的质量要求(1)符合成品规格.(2)外形美观,内外无线头。
(3)门里襟缉线顺直,长短一致,封口处无起吊。
(4)做、装腰头顺直,串带袢整齐、无歪斜,左右对称。
(5)侧袋、后袋口袋口平服,后袋四角方正,袋角无裥、无毛出。
(6)整烫符合人体要求,烫煞无极光。
四、男西裤缝制中的重点或难点(1)后开袋。
(2)装门里襟和拉链。
五、男西裤的工艺流程打线钉→拷边→收省、归拔裤片→做零部件(串带袢,门、里襟,腰头)→开后袋→装斜插袋、缝合侧缝→缝合下裆缝→缝合前后裆缝、装门里襟拉链→装压串带袢和腰头→门襟缉线、封小裆→手工→整烫六、男西裤的缝制(一)打线丁1.打线钉的作用服装的裁片多数是两片对称一致的。
粉线标志只画在两片正面相叠的裁片上层,由于毛料上的粉迹容易脱落,因此在毛料服装缝制前,先把裁片上下两片叠齐,做上下对称的线钉标记,表示衣片各部位缝头大小和配件装置部位,以达到左右对称,部位准确的目的。
2.打线钉的部位前片:裥位,烫迹线,侧袋位,封小裆高,中裆高,脚口贴边。
见图2(1)。
后片:省位,烫迹线,后袋位,后裆缝,中裆高,脚口贴边。
(二)拷边(1)前裤片装门襟处的裆缝一段可以不拷边,以减少厚度. (2)里襟做好后,两层一起拷边。
(3)腰里全部包光,不拷边. (4)裤片除腰口以外其他部位都要拷边。
(三)收省、归拔裤片平面造型的裤片,采用了省、裥、凹势、胖势、倾斜度等处理方法,但是还不能符合人体曲线形状。
必须再采用熨烫中归拔的方法,即归拢、拔开的工艺,改变织物丝绺,以达到与人体体型相吻合的目的.如在臀围部位拔出胖势,在横裆部位归拢凹势等等,使线的造型变为面的造型.一般以归拔后片为主,前裤片可稍归拔。
男西裤制作工艺书一、款式说明男西裤从外形看,有前裤片两片、后裤片两片、装腰头、串带袢5~7根。
其中前裤片有左右插袋各一只,左右正折裥各两只,前开门装拉链,后裤片左右省各两只,左右后开袋各一只。
二、效果图三、量体加放:(一)测量的主要部位与方法1、裤长:用软尺从髋骨上4cm开始量至踝骨下所需长度。
用“L”表示。
2、臀围:用软尺在臀部最丰满处水平围量一周。
用“H°”表示。
3、腰围:用软尺在腰围最细处水平围量一周。
用“W°”表示。
4、脚口:根据款式可以按臀围尺寸进行推算或测量。
(二)规格设计:1、裤长:按款式需要,应盖过脚面。
L=L°-4+1。
2、臀围:H=(净臀围)H+10cm~12cm。
3、腰围:W=(净腰围)W°+1cm~3cm。
4、脚口:SB=2/10H+2男装西裤结构设计175/78四、男西裤的用料计算1.面料:由于所采用的面料的幅宽不同,因此同一规格的男西裤的用料也不相同。
常用幅宽面料用料:2.里料用料:裤里料主要用在前片膝盖处,按使用长短分可以分为全里、半里之分。
单件算料一般采用纬纱。
五、男西裤部件六、结构图175/78七、排料图八、男装西裤的工艺流程(1)检查裁片,做标记(2)拷边(又称锁边、包缝)(3)缉后省(4)做后片口袋(5)缝合侧缝(6)装侧缝直袋,装里襟(7)缝合下裆缝(8)缝合前后裆缝(9)做腰头,做串带袢(10)装腰头、装串带袢(11)手工1.卷脚口贴边脚口贴边绷三角针。
2.锁扣眼(12)整烫(13)检验九、经纬纱向的技术规定:(1)前裤片:使用纱向为经纱。
以挺缝线为准,倾斜不大于1.5 cm;条格面料左右片条格对称,且不允斜;左右前中心线横条须对合。
(2)后裤片:使用纱向为经向。
以挺缝线为准,左右倾斜不大于2 cm;条格面料左右条格对称,且倾斜不大于1.5 cm;但内外缝须与前裤片内外缝横条对合;左右后档缝横格须对合。
(3)裤腰:使用纱向为经纱。
男装西裤的缝制工艺技术1.引言男装西裤是男性常见的日常穿着之一,它需要精细的缝制工艺技术来保证质量和舒适度。
本文将介绍男装西裤的缝制工艺技术,包括选材、裁剪、缝合以及后续的整烫和质检。
2.选材在制作男装西裤时,常见的选材有棉、麻、羊毛、丝绸等,选择不同的面料可以给西裤带来不同的质感和舒适度。
此外,还需要选择适合男装西裤的功能面料,例如抗皱、防水等。
3.裁剪裁剪是男装西裤制作的重要环节,它决定了西裤的版型和合身度。
首先,根据尺寸和设计要求,在面料上标记出裁剪线。
然后,根据标记线,使用裁剪刀将面料裁剪成相应的零件,包括前后腿、腰带、裤袋等。
4.缝合4.1 侧缝缝合侧缝是男装西裤的重要缝合部位,它决定了西裤的合身度。
首先,将前后腿的缝口对齐,使用适合面料的缝纫线进行缝合。
可以使用直线缝纫、密针缝纫或者双针缝纫等技术增强缝合的牢固度。
4.2 裤腿拼接缝合裤腿拼接是指将前后腿的侧缝连接到裤脚部分。
首先,将裤腿内外两侧的侧缝相互对齐,然后使用缝纫机进行缝合。
通常会使用平针缝纫或者覆针缝纫等技术,确保拼接处的牢固度。
4.3 腰部缝合腰部是男装西裤的重要部分,需要较为复杂的缝合工艺。
首先,将裤腰部分的两端对齐,使用缝纫线进行缝合。
通常会使用针线组合缝合技术,可以使用直线缝纫和双针缝纫等技术,增强缝合的牢固度。
4.4 裤袋缝合男装西裤通常包含前后虚袋、后袋等,需要进行缝合。
首先,将裤袋的零件与西裤主体相互对齐,使用缝纫线进行缝合。
通常会使用平针缝纫或者覆针缝纫等技术,确保裤袋与西裤主体的牢固连接。
5.整烫整烫是男装西裤制作的最后一道工序,它可以使西裤更加平整、挺括。
整烫包括蒸汽整烫、脱水整烫和烫平等环节。
首先,使用蒸汽整烫机对西裤进行蒸汽处理,使面料松弛。
然后,将西裤挂在整烫机上进行烫平,使西裤保持平整的外观。
6.质检质检是男装西裤制作的重要环节,它确保产品质量符合要求。
质检包括外观检查、尺寸检查、拉力检查等。
外观检查主要检查西裤的缝制是否整齐、无松线等问题。
男西裤制作工艺流程
《男西裤制作工艺流程》
男西裤是一种常见的男装裤子,具有舒适、耐穿的特点,通常适合于商务、休闲等各种场合穿着。
其制作工艺是一个复杂而精细的过程,需要多道工序来完成。
首先,在选材阶段,需要选择高品质的面料,通常采用棉、麻、羊毛等面料。
这些面料需要经过严格的质检,确保其质地优良。
然后根据设计要求,进行裁剪,将面料按照裤子的尺寸要求裁剪成各个部分,包括裤腿、裤身、口袋等。
接着,进行缝纫工序。
先进行拼接,将各个部分缝合在一起,然后进行整理,修剪线头,确保服装外观整洁。
接下来进行口袋、拉链、钮扣等零件的缝制,这些细节工序需要经验丰富的工匠来完成,以确保品质。
随后进行试穿工序,将制成的裤子进行试穿,调整合身度,矫正版型,确保裤子的舒适度和合身度。
最后涂整工序,对裤子进行整烫、整型、成品检验,确保裤子表面平整,无折痕、褶皱,并对接线、拉链、钮扣等进行细致的检查,确保质量。
男西裤的制作工艺流程虽复杂,但每个环节都至关重要,只有经过精细的制作,才能保证最终产出的裤子质量上乘。
男西裤制作工艺流程男西裤是一种常见的男性服装,它具备优雅、正式的特点,在商务场合和正式场合都被广泛使用。
制作男西裤需要经过多个工艺流程,下面将详细介绍。
首先,制作男西裤的第一步是确定尺寸。
制却之前,需要对客户的身材进行详细测量,包括腰围、臀围、大腿围等多个部位的尺寸。
然后根据这些数据,在纸上绘制出裁剪图案。
第二步是将纸图案转移到布料上。
通常情况下,使用纯棉或混纺布料制作男西裤。
将图案放置在布料上,并使用剪刀将其剪下。
第三步是缝制裤腿。
将前后两片布料的外侧缝合,形成裤腿的形状。
通常,裤腿的内侧会有一条长长的接缝线,用来保持裤腿的形状和稳定性。
第四步是缝制腰部和袋子。
将裤腿的顶部留出一部分作为腰部,缝上腰部带。
在腰部的两侧加上袋子,用来放置钱包、手机等小物件。
袋子通常需要精密缝制,以确保牢固和美观。
第五步是缝制前后袋子和衣扣。
男西裤通常会有前后两个袋子,用来放置手帕或其他小物品。
同时,在裤前部分加上衣扣,以便穿戴和调整裤子的松紧。
第六步是缝制裤腰的内侧。
将裤子颠倒过来,缝制裤腰内侧的接缝线,并加上松紧带。
松紧带可以根据个人的腰围调整裤子的松紧程度。
第七步是进行整饰和整烫。
在裤子的四周进行刮边,修整裤子的边缘。
然后使用熨斗对裤子进行整烫,以确保裤子的光滑和整洁。
最后一步是包装和出货。
将制作好的男西裤进行折叠,然后放入服装袋中,并添加吊牌和标签。
接下来,将男西裤按订单要求包装好,然后送至仓库或快递公司,准备出货。
以上就是男西裤制作的主要工艺流程。
通过以上的步骤,设计师和裁缝可以将一块布料变成一条完美的剪裁合身的西裤,最终呈现给消费者。
男西裤的制作过程需要经过精心设计和繁琐的制作工序,以确保其高品质和舒适性。
男西裤的工艺流程
男西裤的工艺流程一般包括设计、裁剪、车缝、整烫和包装等步骤。
下面将对这些步骤进行详细的介绍。
首先,男西裤的工艺流程的第一步是设计。
设计师根据市场需求和时尚趋势确定裤子的款式、颜色和面料等要素。
他们还会综合考虑到舒适度和耐用性等因素,以确保裤子的质量和舒适度。
接下来是裁剪。
在这个阶段,裁剪师根据设计师提供的纸样进行裁剪。
裁剪师使用尺子和剪刀等工具,根据不同尺码的要求将面料剪成相应的形状和尺寸。
他们非常注重尺寸的准确性,以确保每个尺码的裤子都符合标准。
然后是车缝。
在这个阶段,裁缝师使用缝纫机将各个部件缝在一起。
他们会先将裤腰部分的面料缝在一起,然后将裤腿的内外缝和裤腿与裤腰的连接处缝合。
裁缝师还会在裤外缝上加装拉链或纽扣等装饰物。
同时,他们也会对缝线的质量进行严格的检查,以确保裤子的强度和耐用性。
接下来是整烫。
在这个阶段,裁缝师使用熨斗和蒸汽机将裤子整平。
他们会将裤子的每个部位细心烫平,以去除面料上的皱褶和痕迹,使裤子看起来更加整洁和平滑。
最后是包装。
在这个阶段,裁缝师将整烫完成的裤子折叠和装包。
他们会将裤子放入塑料袋或其他包装材料中,并标明尺码和款式等信息。
同时,他们还会对包装进行质量检查,以确保
裤子在运输和储存过程中不受损坏。
以上就是男西裤的工艺流程的基本步骤。
每个步骤都需要专业的技术和耐心细致的操作,以确保裤子的质量和舒适度。
在整个过程中,工人们都非常注重细节,致力于为消费者提供高品质的男西裤。