涨断连杆爆口原因分析
- 格式:pdf
- 大小:210.90 KB
- 文档页数:3
发动机连杆断裂是一种较为常见的故障现象。
引起发动机连杆断裂的原因很多,既有可能是零部件本身的缺陷,也有可能是外来因素的影响,还有可能是用户使用不当造成。
连杆断裂的发生往往会导致发动机报废,造成较大经济损失。
所以,对发动机连杆断裂的原因进行总结和分析,不仅能够对汽车生产厂家提高产品质量水平有积极的促进作用,而且能指导用户正确使用车辆,避免产生不必要的维修费用。
下面分析几种典型的原因。
一、发动机汽缸进水一辆本田雅阁2.0L乘用车,行驶里程为28993km。
在行驶过程中,听到一声较大的异响后发动机熄火,不能再次启动。
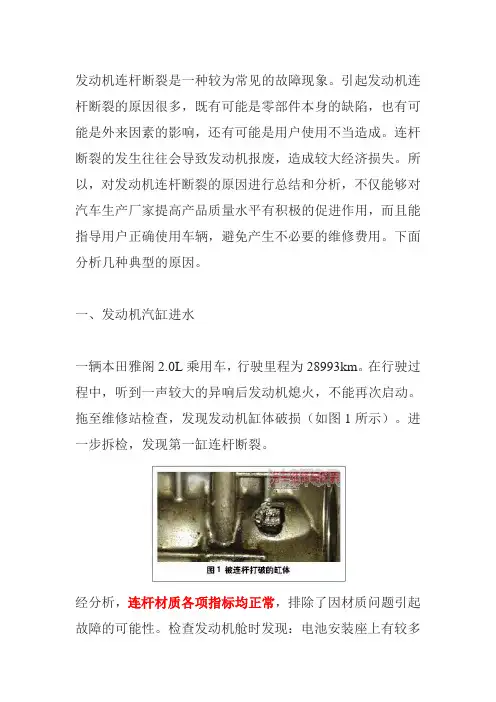
拖至维修站检查,发现发动机缸体破损(如图1所示)。
进一步拆检,发现第一缸连杆断裂。
经分析,连杆材质各项指标均正常,排除了因材质问题引起故障的可能性。
检查发动机舱时发现:电池安装座上有较多泥沙;在保险丝盒附近有大量飞溅的泥点;拆开空气滤清器,发现空气滤清器上盖上有较多泥点,且空气滤清器下盖上有相当多的泥土。
种种迹象表明,该车曾经涉深水行驶。
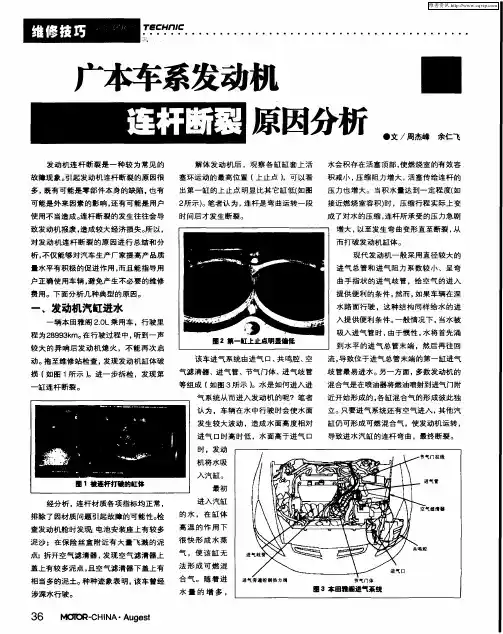
解体发动机后,观察各缸缸套上活塞环运动的最高位置(上止点),可以看出第一缸的上止点明显比其它缸低(如图2所示)。
笔者认为,连杆是弯曲运转一段时间后才发生断裂。
该车进气系统由进气口、共鸣腔、空气滤清器、进气管、节气门体、进气歧管等组成(如图3所示)。
水是如何进入进气系统从而进入发动机的呢?笔者认为,车辆在水中行驶时会使水面发生较大波动,造成水面高度相对进气口时高时低,水面高于进气口时,发动机将水吸入汽缸。
最初进入汽缸的水,在缸体高温的作用下很快形成水蒸气,使该缸无法形成可燃混合气。
随着进水量的增多,水会积存在活塞顶部,使燃烧室的有效容积减小,压缩阻力增大,活塞传给连杆的压力也增大。
当积水量达到一定程度(如接近燃烧室容积)时,压缩行程实际上变成了对水的压缩,连杆所承受的压力急剧增大,以至发生弯曲变形直至断裂,从而打破发动机缸体。
现代发动机一般采用直径较大的进气总管和进气阻力系数较小、呈弯曲手指状的进气歧管,给空气的进入提供便利的条件。
第三章_EA888发动机连杆胀断⼯艺存在的问题和改进措施第三章_EA888发动机连杆胀断⼯艺存在的问题和改进措施第三章 EA888发动机连杆胀断⼯艺存在的问题3.1 锻造前存在的问题3.1.1 锻造加热温度的确定锻造温度范围是指合理的始锻温度与合理的终锻温度之间的⼀段温度区间,确定锻造温度范围是热锻⼯艺设计的主要内容。
合理确定锻造温度范围的意义在于:1)保证锻件获得良好的内部组织和机械性能,也就是使钢在变形时具有良好的塑性,不产⽣加⼯硬化及残余应⼒;锻后获得细⼩、均匀的晶粒组织。
2)减少变形⼒。
3)缩短⽣产周期,提⾼⽣产效率。
4)节省能源,降低劳动强度。
EA888采⽤了世界上最新的易切削⾮调质钢36MnVS4含硫、含钒量较⾼材料,这种材料是⽬前最先进的⽤于胀断连杆的材料,在国内,⽩城中⼀尚属⾸例。
为此,我们在⽩城中⼀精锻股份有限公司做了⼤量的⼯艺实验,由于加热温度的确定和锻后冷却控制是相关联的,⼆者结合在⼀起即决定了连杆的内部质量。
3.1.2 锻造加热温度不稳定锻造加热温度的范围⼀般在30?左右,温度过⾼或过低都会直接影响连杆的内在组织和机械性能,导致锻件不合格。
所以加热温度的控制在锻造过程中尤为重要。
产⽣加热温度不稳定的原因有:1(部分国产加热炉未安装⾃动上料装置,采⽤⼈⼯摆料的⽅式,这种摆料⽅式有时会出现间断、不连续现象,导致坯料加热温度不稳定,忽⾼忽低。
2(新旧料混在⼀起加热。
坯料加热过程中,部分未达到温度要求的坯料需要进⾏重新加热再使⽤,如果加热过的坯料与未加热过的坯料混在⼀起加热,也会导致加热温度不稳定。
3.1.3 辊坯质量不合格存在辊坯⼤头抓伤、辊坯拉伤,辊坯有飞刺、折叠等缺陷。
辊坯⼤头抓伤的形成原因:在辊锻过程中,送料钳⽖长期接触⾼温坯料,会粘结坯料外层的氧化⽪,氧化⽪粘结在钳⽖上形成很硬的积瘤,再接触坯料时,积瘤就会划伤坯料表⾯,形成抓痕,经过模锻,这种抓痕就会在锻件上形成折叠缺陷。
高速柴油机连杆胀断工艺设计说明书1. 引言高速柴油机是一种能够实现高效能和高功率输出的发动机,而连杆是高速柴油机中关键的部件之一。
连杆的胀断是指连杆在工作过程中由于长期受到重压和高温的影响,导致连杆出现断裂现象。
为了避免连杆胀断,需要进行工艺设计和改进。
本文将介绍高速柴油机连杆胀断工艺设计的相关内容。
2. 连杆胀断的原因分析连杆胀断的主要原因是由于连杆工作时受到高温和高压力的冲击,导致连杆内部产生过大的应力,超出材料的承受能力而发生断裂。
常见的原因有以下几个方面:- 过高的工作温度和压力:高速柴油机在工作时,由于燃烧产生的高温和高压力会对连杆产生巨大的冲击力,导致连杆内部应力集中,从而引发胀断。
- 连杆材质问题:连杆的材料不同,其承受能力也不同。
如果选用质量较差的材料,容易导致连杆胀断。
- 连杆设计不合理:连杆设计中的结构和力学参数对于其承受能力有着重要影响。
如果设计不合理,容易造成连杆胀断。
3. 工艺设计改进措施为了解决连杆胀断问题,我们可以采取以下几个方面的改进措施:- 优化材料选择:选择高强度、高硬度和高耐热性的材料作为连杆材料,以增加连杆的承受能力。
- 调整工作温度和压力:通过优化燃烧过程和冷却系统,降低高速柴油机的工作温度和压力,减轻连杆的负荷。
- 设计合理的连杆结构:根据高速柴油机的工作特点和承受力分析,合理设计连杆的结构和几何参数,使其能够承受更大的负荷。
- 强化连杆的加工工艺:在连杆的制造过程中,采用先进的热处理技术、表面处理技术和精密加工工艺,提高连杆的强度和耐磨性。
4. 工艺设计实施过程工艺设计的实施过程包括以下几个步骤:1) 进行材料研究: 对不同材料的机械性能、热处理性能和耐磨性等进行综合评估,选择合适的材料作为连杆材料。
2) 设计连杆结构: 根据高速柴油机的工作参数和力学分析,进行连杆的结构设计,包括长度、直径、连接方式等。
3) 进行热处理和表面处理: 根据选定的材料,使用适当的热处理工艺,提高连杆的硬度和强度;同时,采用表面处理技术,增加连杆的耐磨性和抗腐蚀性。
柴油机连杆裂纹主要原因剖析连杆是柴油机用五大件之一,我厂生产的L195型柴油机连杆所选用的材质为45#钢。
它的工艺流程为:锻造成型—正火—粗加工—调质处理—喷砂—校直—精加工—组装。
为了保证连杆的使用性能,要求它具有较高的强度,较好的耐磨性,足够的塑性、韧性以及相应的抗疲劳性等。
多年实践表明,通过调质处理,可以满足以上的要求。
因为调质处理可以细化晶粒,获得均匀的具有一定弥散度和综合机械性能的细密球状珠光体—回火索氏体。
但是,连杆在调质过程中,有时产生裂纹,其废品率最多可达12%,裂纹的位置分别在小头部、杆侧面、槽内圆角处。
为了保证连杆的质量,下面从热处理工艺的选择和钢的原材料等几个方面进行剖析。
1技术要求(1)化学成份C:0.42~0.50%;Si:0.17~0.37%;Mn:0.50~0.80%;P≤0.04%;S≤0.04%;Cr≤0.25%;Ni≤0.25%(2)机械性能HB217~293(3)金相组织为较均匀的索氏体,允许有少量断续、网状分布的铁素体。
2热处理工艺参数的影响在现实生产中,选择连杆的调质工艺。
2.1加热温度45#钢是低淬透性钢,且由于它的MS点较高,淬火后,组织应力很大。
而且,淬火时片状马氏体也占了相当的数量,所以,很容易淬裂。
如果热处理不当,极易有裂纹产生。
但是,淬火开裂的原因是多种多样的,过热是主要原因之一,所以选择淬火温度很主要。
制定淬火加热规范的主要依据是材料的AC3点温度。
我们将《热处理手册》第四分册中各中碳钢的AC3点联成曲线,即AC3线。
我们又选用了35钢、40钢、45钢、50钢、55钢加热,5~10%盐水淬火做试验,然后用金相法结合硬度值确定相应钢种的AC3温度,见图2。
从图2中看出:含碳量从0.45~0.50%范围内出现了一个陡降的低谷,最低点在0.48%C处。
此时,AC3约为750~760℃,而0.42%C钢AC3=780℃,所以45#钢含碳量在下限时选用840℃加热淬火,而含碳量在上限时仍选用840℃加热淬火,就容易因过热而产生淬火裂纹。
发动机连杆把机体打碎的原因1.引言1.1 概述概述:发动机连杆在发动机中起着至关重要的作用,它连接发动机的活塞和曲轴,将活塞的上下往复运动转换为曲轴的旋转运动,从而驱动发动机的运转。
然而,有时我们会听到发动机连杆折断导致整个机体破裂的事故发生。
这种情况的发生可能是由于多种原因造成的,这些原因包括设计缺陷、材料质量问题、零件磨损或过载等。
本文旨在探讨发动机连杆折断的原因,并提出一些建议来改进该方面的问题。
通过深入研究和分析连杆折断的原因,我们可以更好地了解这一问题,并为未来的发动机设计和制造提供有益的参考。
在接下来的章节中,我们将首先介绍连杆的功能和作用,以便更好地理解其在发动机中的重要性。
接着,我们将详细探讨连杆折断的原因,包括设计缺陷、材料问题以及零件磨损等方面的因素。
最后,我们将总结连杆把机体打碎的原因,并提出一些改进的建议,以帮助减少这类事故的发生率。
通过这些内容的介绍和探讨,我们希望读者能对发动机连杆折断问题有一个全面的了解,并为未来的研究和改进提供思路和启示。
1.2 文章结构文章结构部分是对整篇文章进行概述和组织安排的说明。
在本篇文章中,文章结构部分应包括以下内容:文章结构部分应该从整体上介绍文章的组织架构,描述主要分为引言、正文和结论三个部分。
引言部分简要介绍了文章的背景和主题,提出引发连杆把机体打碎的问题,并指出对此进行研究的必要性和意义。
正文部分分为两个小节,分别是"连杆的功能和作用"和"连杆折断的原因"。
第一个小节将详细介绍连杆在发动机中的功能和作用,包括传递动力、平衡质量、改变运动方向等。
第二个小节将深入探讨连杆折断的原因,可能包括材料问题、设计问题、使用问题等,并举例说明。
结论部分总结了连杆把机体打碎的原因,并强调了改进的必要性。
接着给出了对未来改进的建议,可能包括改进材料选取、优化设计、改进生产工艺等。
文章结构的清晰明了将有助于读者理解文章的逻辑顺序和内容安排,并更好地理解发动机连杆把机体打碎的原因。
摩托车发动机连杆断裂原因分析陈明,谭莹,曹标,周崎,刘健斌(广州出入境检验检疫局化矿金属材料检测技术中心,广东广州510623)要:对断裂的摩托车发动机连杆进行宏观、金相及断口分析。
结果表明连杆与输出轴之间曾发生强烈磨擦,连杆局部区域应力集中及温度过高,降低了该区域的疲劳强度。
同时该区域组织中存在的较粗大的碳化物了基体组织的连续性,加速了裂纹的形成和扩展。
词:连杆;疲劳断裂;失效分析东某摩托车厂一辆摩托车在运行了2000km后发生机械故障,经拆机检查,发现发动机曲轴连杆断裂。
厂家送来断裂连杆要求进行断裂原因分析。
据悉该连为20CrMnTi,表面经过渗碳处理。
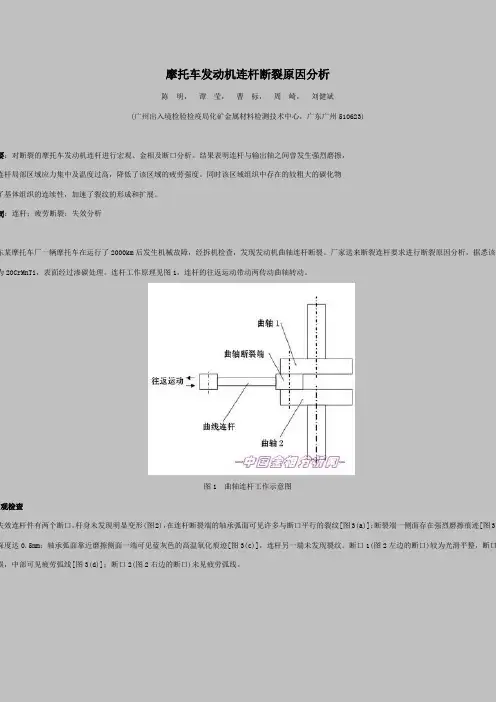
连杆工作原理见图1,连杆的往返运动带动两传动曲轴转动。
图1 曲轴连杆工作示意图宏观检查失效连杆件有两个断口,杆身未发现明显变形(图2),在连杆断裂端的轴承弧面可见许多与断口平行的裂纹[图3(a)];断裂端一侧面存在强烈磨擦痕迹[图3(深度达0.5mm;轴承弧面靠近磨擦侧面一端可见蓝灰色的高温氧化痕迹[图3(c)],连杆另一端未发现裂纹。
断口1(图2左边的断口)较为光滑平整,断口损,中部可见疲劳弧线[图3(d)];断口2(图2右边的断口)未见疲劳弧线。
图2 曲轴连杆全貌(a)连杆断裂端的轴承弧面裂纹;(b)连杆的一个侧面受到磨损;(c)曲轴轴承弧面靠近磨擦侧面一端蓝灰色的高温氧化痕迹;(d)断口1全貌图3 磨损及断裂处的宏观形貌扫描电镜分析断口1在扫描电镜下显示疲劳弧线[图4(a)];根据弧线的走向可以找到疲劳源,疲劳源在[图4(d)]右下方拐角处,局部放大,源区的细微组织大部分已磨看到放射棱特征[图4(b)];在疲劳扩展区可见疲劳条纹及二次裂纹[图4(c)];断口2未见疲劳条纹,只有韧窝,可见断口1是最先开始断裂的断口,而断次断口。
(a)断面区间的疲劳弧线;(b)疲劳源形貌;(c)疲劳扩展区的二次裂纹及疲劳条纹;(d)白色块状碳化物图4 断口的SEM照片常规检验取样对曲轴连杆相应部位按GB/T230.1-2004进行硬度测试,按GB/T9450-2005检测渗碳层厚度,按JB/6141.3-1992检验渗碳层碳化物和马氏体及残余奥,结果见表1。
连杆断了的原因全文共四篇示例,供读者参考第一篇示例:连杆在机械设备中扮演着至关重要的角色,它是用来传递动力和运动的重要零部件。
在使用过程中,连杆有可能会发生断裂的情况,这可能会导致设备的运行受到严重的影响甚至造成事故。
那么,连杆断了的原因是什么呢?下面就让我们一起来探讨一下。
连杆断裂的原因可能与材料选择有关。
在机械设备中,通常会使用高强度的金属材料来制造连杆,以确保其具有足够的承载能力和耐久性。
如果选择的材料质量不合格或者含有缺陷,就可能会导致连杆在使用过程中发生断裂。
为了保证连杆的质量和稳定性,对材料的选择和检测至关重要。
连杆在使用过程中可能会受到过载的影响而导致断裂。
在机械设备工作时,如果受到突然的大负载或者冲击力,连杆就可能无法承受这种压力而发生断裂。
在设计和使用连杆时,需要对设备的工作条件和环境进行充分的评估和分析,确保连杆在正常工作范围内运行。
连杆的设计和制造工艺也会影响其是否会发生断裂。
如果设计不合理或者制造精度不够,就可能导致连杆在使用过程中出现疲劳断裂或者应力集中而断裂。
在设计和制造连杆时,需要遵循相关的标准和规范,确保连杆的结构强度和稳定性。
连杆在使用过程中可能会因为长时间的摩擦和磨损而导致断裂。
在机械设备运行时,连杆与其他零部件之间会发生摩擦和磨损,如果没有及时维护和保养,就可能导致连杆的表面磨损过度而发生断裂。
在日常使用中,需要对连杆进行定期检查和保养,及时发现并处理潜在问题,确保设备的运行安全和稳定性。
连杆断裂的原因是多方面的,可能与材料选择、过载、设计制造工艺和磨损等因素有关。
为了避免连杆断裂带来的危害和损失,对连杆的设计、选择、制造和维护都需要非常重视,确保其在使用过程中能够安全稳定地运行。
第二篇示例:连杆在机械装置中扮演着至关重要的角色,它可以转动或传递动力,使得整个装置能够正常工作。
有时候连杆会出现断裂的情况,这不仅会影响机械设备的正常运转,还可能会导致严重事故的发生。
发动机连杆螺栓断裂原因分析袁峰;靳宝宏;门菲【摘要】某汽车发动机连杆螺栓在发动机台架耐久试验中发生断裂.通过宏观检验、化学成分分析、扫描电镜分析、金相检验、能谱分析等方法,对螺栓的断裂原因进行了分析.结果表明:该连杆螺栓断裂模式为多源疲劳断裂;裂纹内部存在大量的磷和锌元素,说明在搓丝工序时螺栓已经产生了微小裂纹;在后期的磷化处理中,磷化液渗入微小裂纹中;台架耐久试验过程中裂纹逐步疲劳扩展并导致螺栓断裂.%A connecting rod bolt of an engine fractured during the durability bench test of the engine.The fracture reasons of the bolt were analyzed through macroscopic inspection,chemical composition analysis,scanning electron microscopy analysis,metallographic inspection,energy spectrum analysis and so on.The results show that:the fracture mode of the connecting rod bolt was multi-source fatigue fracture;there were plenty of elements of phosphorus and zinc inside cracks,which indicated that the cracks had been produced in thread rolling process;the phosphatizing liquid infiltrated into the micro cracks during the following phosphatizing treatment,and the fatigue cracks gradually expanded and led to the fracture of the bolt during the durability bench test.【期刊名称】《理化检验-物理分册》【年(卷),期】2017(053)011【总页数】4页(P833-836)【关键词】发动机;连杆;螺栓;断裂;磷化;多源疲劳【作者】袁峰;靳宝宏;门菲【作者单位】泛亚汽车技术中心有限公司,上海 201201;泛亚汽车技术中心有限公司,上海 201201;泛亚汽车技术中心有限公司,上海 201201【正文语种】中文【中图分类】TG115.2众所周知,对于汽车发动机来说,连杆螺栓与缸盖螺栓、曲轴皮带轮螺栓、飞轮螺栓和曲轴轴承盖螺栓并称为5大关键螺栓。
某发动机连杆断裂原因分析的研究作者:何元章夏国祥王文建黄平樊红磊来源:《汽车科技》2012年第02期摘要:在发动机研发过程中,连杆断裂故障是发动机的致命故障。
本文以某款发动机的连杆断裂故障,从各个相关零件进行了全面的分析和判断,利用一一排除的方法分析原因,找出解决措施,确保发动机的可靠性。
关键词:连杆;连杆螺栓;断裂;连杆瓦;故障中图分类号:TK4 文献标志码:A 文章编号:1005-2550(2012)02-0059-05Fracture Analysis of Engine Connecting RodHE Yuan-zhang,XIA Guo-xiang,WANG Wen-jiang,HUANG Ping,FAN Hong-lei(Engine Design Department,Technical Center of DFMC,Wuhan,430058,China)Abstract: Fracture of connecting rod is fatal failure in the engine R&D process. In this paper,we will give an example that carry out all related parts of the phenomenon and find out the fracture reason with one by on method of exclusion.Key words: conrod;conrod bolts;fracture;conrod bearing shells;failure在发动机研发过程中,连杆断裂是发动机致命故障。
目前,连杆断裂故障的分析方法均为光学金相和电子探针分析仪等分析手段,针对故障连杆和连杆螺栓进行分析。
然而,影响连杆断裂的原因是多样化且不可预判的,如果仅仅采用光学金相和电子探针分析仪的方法分析,只能判断故障件是否存在问题,并不能找出连杆断裂的真正原因。
连杆锻造裂纹的原因分析及纠正措施连杆是柴油机中重要的传动部件,由于受力复杂,要求具有良好的结构刚度和疲劳强度,以保证传动机构的可靠性。
柴油机连杆由于其重要性对原材料、锻压工艺及热处理要求都极为严格。
我公司开发的某型连杆在试制过程中,有三根连杆产生了表面裂纹。
本文通过宏观检验、金相分析、化学成分和硬度梯度分析,对裂纹产生的原因进行逐一排查,以避免类似的裂纹重复产生。
宏观检验三根连杆裂纹均产生于靠近大头端的分模面上。
裂纹的宏观形态为裂纹刚直,有次生裂纹产生,整体呈纵向分布。
裂纹整体与纤维流线重合,尾部较尖细。
根据连杆的剖切面,裂纹深度约10mm,属于裂纹的扩展造成。
金相分析在距加工区边缘约8mm处取样,见图1。
加工区一侧裂纹完整,与表面呈一定角度,深度约10mm,与锻造变形流线一致;而另一侧裂纹仅在次表层残留一小段,为裂纹的纵向尾部,见图2。
图1 裂纹分布形态图2 裂纹形态在未加工处制样后抛光状态观察,该处裂纹未贯穿连杆表面,距表面约0.2mm,见图3。
裂纹前端与表面呈大角度夹角,裂纹刚直,曲折分布,尾部较尖细,图3中残留裂纹尾部尖细,见图4。
腐蚀后观察,裂纹前端与连杆锻造纤维流线重合,未贯穿到连杆表面,见图5。
裂纹两侧无脱碳现象,前端较平直,中间部分有明显的曲折,尾部较尖细,两侧有较多氧化物,见图6。
残留裂纹的分布与连杆的带状组织一致,无脱碳现象,两头较尖细,见图7。
连杆基体组织为回火索氏体,而表层组织为细小均匀回火索氏体,见图8。
图3 裂纹靠表面处形态图4 裂纹尾部形态图5 裂纹靠表面处形态(腐蚀)图6 裂纹形态及组织图7 残留裂纹附近组织形态图8 连杆基体及表层组织由理化分析可知,连杆次表层组织基本为细针状马氏体回火组织,基体为板条状马氏体回火组织。
由于连杆表面有裂纹区域大部分已加工,取样位置位于裂纹的尾部,该处裂纹未贯穿表面,前端与纤维流线重合。
裂纹中部曲折,尾部较尖细,为典型的应力裂纹形态。
汽车发动机连杆断裂失效的原因以及处理措施作者:罗待昌来源:《中国科技博览》2019年第12期[摘要]连杆作为传递力因此被广泛应用在各类机动车上,尤其是汽车发动机。
它通过活塞直线往复运动转化为曲轴旋转运动这个过程,将化学能转化为机械能输出。
它作为中介连接着活塞与曲轴,不仅承受着活塞气体作用力,还会承受一定的周期性冲击压力、弯曲力和惯性力。
与此可见,连杆的设计应具有较高的强度与韧劲,也可以看出连杆破裂的些许原因。
本文主要目的就是分析连杆断裂失效的原因并为此提出有效的处理措施。
[关键字]汽车发动机连杆;断裂失效原因;处理措施中图分类号:TP273 文献标识码:A 文章编号:1009-914X(2018)12-0053-01前言:汽车是当下人类出行最常用也最普遍的交通工具,虽然它带来了较多的问题如环境污染、堵车等社会问题。
但不可否认,它在一定程度上带动着经济、科技的发展与进步。
当然,它的性能并不能改变它的本质,它就是一个工具。
而连杆这个工具作为汽车发动机的重要组成,值得被深入研究,以下本文就对连杆断裂的原因以及后果进行分析。
1.汽车发动机连杆失效的原因1.1连杆本身的质量问题连杆本身的质量问题主要涉及到原材料的选择、本身的设计以及加热工艺的选择。
市面上的连杆所存在的问题还有可能是因为制造商在生产时存在侥幸或者是牟取暴利的心理,节约成本而选用一些较次的材料制造连杆,由此造成连杆耐用程度差,进而导致连杆破裂。
其次,连杆的设计也十分的重要,设计是在计算连杆最大承受压力的条件下进行,连杆要满足强度高、韧劲大以及疲劳性能等条件,因此也要求连杆体的几何结构有良好的构造刚度,如构造刚度不够,极易造成连杆断裂。
最后,就是连杆的加热工艺问题,加热时应该慎重考虑连杆加热温度以及如何加工等问题,连杆在进行加热工艺时一步错都有可能造成整个环节的的失败,而且加热工艺时所产生的氧化脱碳过多,也会影响连杆的质量。
1.2连杆疲劳强度遭到破坏连杆的疲劳寿命是通过受力分析以及断裂疲劳寿命进行计算的。
连杆分离面的涨断工艺(CRACKING TECHNOLOGY)是把连杆盖从连杆本体上断裂而分离开来。
它不是用铣、锯或拉这类传统切削加工方法,而是对连杆大头孔的断裂线处先加工出两条应力集中槽子(或在毛坯时就做出沟槽),然後带楔形的压头往下移动进入连杆大头孔,连杆大头孔与压头之间还有一对半圆套筒。
当压头往下移动时对连杆大头孔产生径向力,这样就使其在槽子处出现裂缝,在径向力的继续作用下,裂缝也继续扩大,最终把连杆盖从连杆本体上涨断而分离出来。
连杆涨断工艺的实用性取决於其分离面的可装配性。
最理想的连杆及连杆盖涨断後的分离面,是不带任何塑性变形的脆性断裂,使其可装配性达致最佳。
影响其脆性断裂的因素很多,如断裂速度及材料等。
至於连杆采用涨断工艺时对其材料的要求,据德国KREBSOEGE公司的研究结果,烧结粉末金属连杆的可涨断性较好,也是连杆涨断工艺首先在粉末金属连杆上推行的原因。
铸铁连杆最适宜的材料是GTS65-70,锻钢连杆的材料是70号钢。
但是,70号钢锻造连杆在涨裂时,不带塑性变形的脆性断裂以及70号钢的切削加工,将是该工艺的难点。
连杆分离面涨断工艺的几个工艺问题* 断裂槽的加工工艺连杆断裂槽加工有两种工艺:拉削加工和激光加工)。
采用拉削方法加工连杆大头孔的两条槽子,由於拉刀随着加工时间长而磨损,被拉削的槽子形状也随之而变化。
槽子形状的变化又影响连杆大头孔在涨断後的变形。
由於被拉削的两个断裂槽形状不一样,在连杆分离面断裂时会出现一个分离面已断开,而另一个分离面尚未完全断开的现象。
采用激光加工连杆大头孔的两条槽子,可保持形状一致,也就保证了连杆大头孔在涨断後的变形也是一致。
同时,激光加工的柔性好,加工运行的费用也小。
所以,现在很多汽车公司如上海大众汽车公司等,都倾向采用激光加工连杆断裂槽。
* 断裂槽的槽深德国ALFING机床公司的研究表明,连杆大头孔在涨断後的圆度和楔力,与大头孔预加工的槽子深度有关。
由图可知断裂槽的深度大,则连杆大头孔在涨断後的变形小及涨断时的楔力小。
连杆激光涨断工艺简析作者:胡劲松蓝星刘静摘要:连杆是发动机的五大件之一,其质量直接影响着发动机的性能和安全。
连杆属于典型的不规则件且精度要求相对较高,因此加工工艺复杂。
本文主要研究发动机连杆涨断工艺,详细分析了有关连杆涨断所涉及的材料、设备、加工工艺等,希望激光涨断工艺在连杆的发展中的先进性得到更广泛认识。
前言一直以来无法精确地加工零件分离后的表面并组合一直是人们难以克服的问题,直到发明了涨断这种工艺方法,使得精确吻合及螺栓拧紧两断裂面成为可能。
1995年,应用于连杆加工的革命性的激光涨断技术开始应用于欧洲市场。
精确的激光刻痕及涨断力,使得精细的断裂面能够完美的组装到一起。
涨断技术极大的降低了成本并减少了50%的加工工序,与传统方法相比:机床投资低,材料成本低(仅1个毛坯),整个工艺的加工准备时间短。
激光最大的优点在于不需接触材料表面即可进行加工,与拉削相比,激光不必接触工件就能为涨断工艺刻出所需的断裂线,因此没有任何道具的磨损。
生产工艺的重复性和稳定性非常高。
另外,激光非常灵活,从而使用同一个激光器即能对各种各样的连杆进行最佳的切口加工。
拉刀的寿命大约为400件,而激光光学透镜的寿命可高达1000000件。
连杆的材料及加工工艺目前,国外用于裂解加工的材料主要有:粉末冶金、高碳钢、球墨铸铁和可锻铸铁等,本文主要采用C70S6BY高碳微合金非调质钢为连杆材料。
锻钢连杆尺寸精度高、组织结构与力学性能好,尤其适用于大负荷、高转速的发动机,以及对连杆具有高疲劳强度和高可靠性要求的场合。
材料硬度:HB269-302;金相组织:铁素体+珠光体(铁素体≤10%);机械性能:抗拉强度900-1050N/mm;屈服强度:≥520N/mm;延伸率:≥10%断面收缩率:20%-40%;化学成分(按重量百分比%)见图1NSE连杆的加工工艺流程:NSE连杆生产线占地约1000m2,共有7道工序,现有设备6台,其中包括:德国Alfing 多工位专机3台,德货Diskus卧式双面磨磨床1台,德国MTM清洗机1台,意大利MARPOSS综合测量机1台,生产线的工序间的自动输送链由德国的AMT公司制造。
涨断连杆优点简介连杆是发动机的五大件之一,其质量直接影响着发动机的性能和安全。
连杆在发动机中作为改变力的传递方向和方式最重要的零部件之一,用于各种发动机上,其大头孔与曲轴连接,小头孔通过活塞销与活塞连接,将作用于活塞的气体膨胀压力的直线运动传给曲轴转变为旋转运动。
发动机的可靠性在很大程度上取决于连杆的可靠程度,在连杆的总成可靠性的因素之中分合面质量与定位关系是主要因素,因此解决好连杆体与连杆盖之间的定位问题,可以降低连杆的生产成本,提高发动机的可靠性。
发动机连杆涨断加工技术是目前国际上连杆生产的最新技术,随着连杆生产技术的发展,连杆体与盖的分离不再采用铣、锯或拉这类传统切削加工方法,而是采用了最新的涨断技术。
该技术是以整体加工代替分体加工,用切口(用机械方法或激光技术等方法制造预裂纹) 断裂,使大端连杆盖从连杆体移去,使连杆体与盖的分离达到理想的脆性断裂,并能很容易达到其连杆使用性能要求的一门先进技术。
涨断连杆设备采用吉林大学较为成熟的涨断技术,自1998年以来,吉林大学辊锻所在国内率先开展了连杆裂解技术与装备的研究开发,获得多项国家发明专利授权,已经有成熟的应用。
其中广东四会实力连杆公司、常州远东连杆集团公司、成都市西菱汽车配件有限责任公司、扬州苏垦银河连杆有限公司等都在使用此设备和工艺。
涨断连杆线,采用国际上先进的涨断连杆技术,拥有国内先进的激光切槽、涨断设备。
采用先进涨断工艺,简化工序,减少设备、刀具投资。
连杆杆、盖分离采用涨断工艺,涨断后的分离面在装配时完全啮合,不需再进行接合面加工,因而取消了传统工艺中的接合面加工工序。
涨断连杆加工工艺优点如下a. 取消了杆、盖结合面切削加工工序及精磨结合面加工工序b. 简化了螺栓孔的加工工序,降低了加工成本c. 减少了机加工序50%~60%d. 降低了生产成本15%~20%e. 提高了连杆承载能力、抗剪能力f. 提高了杆、盖的定位精度、确保了装配质量工作总结-财务处长个人工作总结[工作总结-财务处长个人工作总结]工作总结-财务处长个人工作总结(范文)工作总结-财务处长个人工作总结2009-07-06 11:52财务处长个人工作总结光阴似箭、岁月如梭,转眼之间一年过去了,新的一年已经开始,工作总结-财务处长个人工作总结。
施工中胀模和爆模产生原因和处理措施一、胀模和爆模主要发生在以下几种情况:1) 地下层墙体浇筑时,支撑及围檩间距过大,特别在模板刚度差时,产生爆模。
2) 墙模板对拉螺栓间距过大,螺栓规格过小时,产生胀模和爆模。
3) 模板拉杆数量不足,混凝土振捣拉杆螺丝崩掉,致使模板爆开。
4) 梁、柱模板卡具间距过大,未夹紧模板或拉杆螺栓配备数量不足,以致局部模板无法承受混凝土振捣时产生的侧向压力,产生局部爆模。
5) 浇筑楼梯间及电梯间墙体时,混凝土浇筑速度过快、一次浇灌高度过高,造成了胀模或爆模。
6) 工程中多次爆模原因都是因为振动部位过深或已振部位再次振动,振捣过度产生爆模。
7) 操作人员的责任问题。
多次出现模板绑扎不牢、支撑不牢而产生的爆模,这种现象在工程初期出现较多。
8) 门窗洞口内模间对撑不牢固,振捣时模板被挤,偏离正确位置,出现爆模。
9) 柱截面与模板材质选择不匹配的问题。
因木模板强度不够,所以柱截面大时不能采用木模板。
10) 木模板反复使用造成模板变形,引起胀模、爆模。
本工程中木工班组前期在拆除模板过程中违反规定拆除模板,修复模板时对模板的处理不够,使得随后某些施工部位模板变形严重,虽然管理人员及时发现并进行了处理,但仍有少量部位有由于模板问题出现胀模等现象。
二、胀模、爆模现象产生原因汇总分析1 模板方面模板问题,包括模板本身质量差、强度不够或者模板材质选用不当等。
模板支撑问题,包括支撑不牢、支撑点数量不够、支撑方式选用不当等。
模板连接问题,包括对拉连接螺栓数量和间距不当等。
2 施工人员问题包括施工人员操作不当、操作不认真、责任心不强、技术不过关等。
3 管理方面管理不到位,组织不力,制度和措施不全,执行检查不够。
管理人员对大模混凝土浇筑板中的细节不熟悉,班组间配合不默契等。
三、胀模、爆模处理措施及方法针对以上产生胀模、爆模原因,采用以下几种方法和措施减少胀模和爆模现象的发生。
1) 模板计算时除按公式计算以外,要根据具体情况加以调整,因为模板计算不确定因素很多,如混凝土坍落度、温度、浇灌速度、振捣方法等都是不确定的,计算时要给以考虑。