101.影响压铸件流动缺陷和表面质量的因素及分析
- 格式:pdf
- 大小:115.00 KB
- 文档页数:3


压铸件的缺陷分析压铸是一种高效率的金属成型工艺,广泛应用于汽车、电子、航空、机器制造等领域。
然而,压铸件在生产过程中常常会出现各种缺陷,这些缺陷会影响产品的质量、性能和寿命。
本文将详细分析压铸件的几何缺陷、表面缺陷和内部缺陷。
1. 几何缺陷几何缺陷是压铸件中最常见的缺陷之一。
这类缺陷主要包括尺寸偏差、形状不规则、位置偏移等。
(1)尺寸偏差:压铸件的尺寸与设计要求存在偏差。
原因可能包括模具制造误差、压铸温度过高、压力不均匀等。
(2)形状不规则:压铸件的表面形状与设计要求不一致。
原因可能包括模具磨损、浇口设计不合理等。
(3)位置偏移:压铸件在模具中的位置出现偏差。
原因可能包括模具松动、压射头磨损等。
2. 表面缺陷表面缺陷主要包括气孔、夹杂、裂纹等。
(1)气孔:压铸件表面出现圆形或椭圆形孔洞,直径通常在0.5~1.0mm之间。
原因可能包括模具温度过低、金属原料不纯等。
(2)夹杂:压铸件表面出现黑色或褐色斑点,直径通常在0.1~0.3mm 之间。
原因可能包括原料不纯、模具温度过高、压铸速度过快等。
(3)裂纹:压铸件表面出现垂直于应力方向、宽度在0.1mm左右的微小凹槽或裂纹。
原因可能包括模具温度过高、金属材料脆性大等。
3. 内部缺陷内部缺陷主要包括晶粒间距、偏析、缩松等。
(1)晶粒间距:压铸件晶粒分布不均匀,晶粒大小不一,导致力学性能下降。
原因可能包括冷却速度过慢、浇口设计不合理等。
(2)偏析:压铸件中化学成分分布不均匀,出现局部富集或贫乏的现象。
原因可能包括冷却速度过快、压力不均匀等。
(3)缩松:压铸件内部出现直径在0.3~1.0mm之间的微小孔洞或缝隙。
原因可能包括浇口设计不合理、压力不足等。
针对以上缺陷,可以采取以下解决方案:1. 几何缺陷:通过提高模具制造精度、优化压铸工艺参数(如控制压铸温度和压力)、定期检查和维修模具等方式来减少尺寸偏差、形状不规则和位置偏移等问题。
2. 表面缺陷:通过提高模具温度、选用高质量原料、优化压铸工艺参数(如降低压铸速度)等方式来减少气孔、夹杂和裂纹等问题。


根据自己多年的经验,总结一下压铸产品的缺陷及形成原因,跟大家一起分享,如果有不足或要补充的,请多提意见,谢谢!!流痕:在表面出现波浪或条纹,原因为流入模具内的熔汤熔融状态不充分。
缺料:由于模具充填不充分或入料口、溢料口设计不当而导致。
裂缝:由于外力产生微小的裂纹。
原因为铸件凝固收缩,或脱模时模具有轻微的移动。
缩水:材料有像火山口一样的凹陷。
原因为铸件在肉厚处的收缩。
起泡:铸件表面的砂孔,有像水泡或肿块凸起,为铸件开模或热处理时膨胀。
积炭:熔汤熔着模具表面,使得铸件表面产生缺肉或粗糙的现象。
热裂纹:模具表面有热裂纹的伤痕时使得铸件表面产生同样形状的伤痕。
冲蚀:熔汤高温高速冲蚀模具,使得铸件产生与模具相同的伤痕。
脱皮:铸件表面部分剥离的现象,最易发生在表面光滑的铸件上。
针孔:针状细小的砂孔,或因卷入气体而产生小孔状的内部缺陷,此缺陷有时出现在表面上。
擦伤:由于磨损使表面不理想,有比较长的痕迹。
缩孔:因熔汤凝固收缩而产生的内部砂孔。
气孔:因卷入气体或空气导致铸件内部存在的砂孔。
玷污:其它材料或其它材料的加入使表面变色,如机器润滑油,离型剂等。
隔层:铸件层剥皮。
变形:塑料在模具中部分变形。
凹陷:由于不同的材料的结合度和收缩率不同,引起表面凹陷。
拉伤:铸件表面的磨损或磨擦使得表面不理想。
腐蚀:在材质表面有不连续的痕迹,由氧化引起。
凹痕:由于挤压或撞击而产生的凹坑。
毛刺:在孔或边有粗糙和锋利的棱角(相对于材料的厚度和凸起的高度)。
结合线:在两处或更多的材料融合点有线条(并且终止了结合或流动)分模线:在模具的两块或镶块之间有一条明显的线,例如:如果模具安装不当,在模具的主要部分能明显的看到明显的看到微小的凸起的线条壓鑄常見缺陷1).冷紋:原因:熔湯前端的溫度太低,相疊時有痕跡.改善方法:1.檢查壁厚是否太薄(設計或制造),較薄的區域應直接充填.2.檢查形狀是否不易充填;距離太遠、封閉區域(如鳍片(fin) 、凸起) 、被阻擋區域、圓角太小等均不易充填.並注意是否有肋點或冷點.3.縮知充填時間.縮短充填時間的方法:…4.改變充填模式.5.提高模溫的方法:…6.提高熔湯溫度.7.檢查合金成分.8.加大逃氣道可能有用.9.加真空裝置可能有用.2).裂痕:原因:1.收縮應力.2.頂出或整緣時受力裂開.改善方式:1.加大圓角.2.檢查是否有熱點.3.增壓時間改變(冷室機).4.增加或縮短合模時間.5.增加拔模角.6.增加頂出銷.7.檢查模具是否有錯位、變形.8.檢查合金成分.3).氣孔:1.空氣夾雜在熔湯中.2.氣體的來源:熔解時、在料管中、在模具中、離型劑.改善方法:1.適當的慢速.2.檢查流道轉彎是否圓滑,截面積是否漸減.3.檢查逃氣道面積是否夠大,是否有被阻塞,位置是否位於最後充填的地方.4.檢查離型劑是否噴太多,模溫是否太低.5.使用真空.4).空蝕:原因:因壓力突然減小,使熔湯中的氣體忽然膨脹,衝擊模具,造成模具損傷.改善方法:1.流道截面積勿急遽變化5).縮孔:原因:當金屬由液态凝固為固態時所占的空間變小,若無金屬補充便會形成縮孔.通常發生在較慢凝固處.改善方法:1.增加壓力.2.改變模具溫度.局部冷卻、噴離型劑、降低模溫、.有時只是改變縮孔位置,而非消縮孔.6).脫皮:原因:1.充填模式不良,造成熔湯重疊.2.模具變形,造成熔湯重疊.3.夾雜氧化層.改善方法:1.提早切換為高速.2.縮短充填時間.3.改變充填模式,澆口位置,澆口速度.4.檢查模具強度是否足夠.5.檢查銷模裝置是否良好.6.檢查是否夾雜氧化層.7).波紋:原因:第一層熔湯在表面急遽冷卻,第二層熔湯流過未能將第一層熔解,卻又有足夠的融合,造成組織不同.改善方法:1.改善充填模式.2.縮短充填時間.8).流動不良產生的孔:原因:熔湯流動太慢、或是太冷、或是充填模式不良,因此在凝固的金屬接合處有孔.改善方法:1.同改善冷紋方法.2.檢查熔湯溫度是否穩定.3.檢查模具溫充是否穩定.9).在分模面的孔:原因:可能是縮孔或是氣孔.改善方法:1.若是縮孔,減小澆口厚度或是溢流井進口厚度.2.冷卻澆口.3.若是氣孔,注意排氣或捲氣問題. 10).毛邊:原因:1.鎖模力不足.2.模具合模不良.3.模具強度不足.4.熔湯溫度太高.11).縮陷:原因:縮孔發生在壓件表面下面.改善方法:1.同改善縮孔的方法.2.局部冷卻.3.加熱另一邊.12).積碳:原因:離型劑或其他雜質積附在模具上.改善方法:1.減小離型劑噴灑量.2.升高模溫.3.選擇適合的離型劑.4.使用軟水稀釋離型劑.13).冒泡:原因:氣體捲在鑄件的表面下面.改善方式:1.減少捲氣(同氣孔).2.冷卻或防低模溫.14).黏膜:原因:1.鋅積附在模具表面.2.熔湯衝擊模具,造成模面損壞.改善方法:1.降低模具溫度.2.降低划面粗糙度.3.加大拔模角.4.鍍膜.5.改變充填模式.6.降氏澆口速度.。
压铸件不良原因以及改善对策(简版)压铸件不良原因以及改善对策(简版)⼀、铸件表⾯有花纹,并有⾦属流痕迹产⽣原因:1、通往铸件进⼝处流道太浅。
2、压射⽐压太⼤,致使⾦属流速过⾼,引起⾦属液的飞溅。
调整⽅法:1、加深浇⼝流道。
2、减少压射⽐压。
⼆、铸件表⾯有细⼩的凸瘤产⽣原因:1、表⾯粗糙。
2、型腔内表⾯有划痕或凹坑、裂纹产⽣。
调整⽅法:1、抛光型腔。
2、更换型腔或修补。
三、铸件表⾯有推杆印痕,表⾯不光洁,粗糙产⽣原因:1、推件杆(顶杆)太长;2、型腔表⾯粗糙,或有杂物。
调整⽅法:1、调整推件杆长度。
2、抛光型腔,清除杂物及油污。
四、铸件表⾯有裂纹或局部变形产⽣原因:1、顶料杆分布不均或数量不够,受⼒不均:2、推料杆固定板在⼯作时偏斜,致使⼀⾯受⼒⼤,⼀⾯受⼒⼩,使产品变形及产⽣裂纹。
3、铸件壁太薄,收缩后变形。
调整⽅法:1、增加顶料杆数量,调整其分布位置,使铸件顶出受⼒均衡。
2、调整及重新安装推杆固定板。
五、压铸件表⾯有⽓孔产⽣原因:1、润滑剂太多。
2、排⽓孔被堵死,⽓孔排不出来。
调整⽅法:1、合理使⽤润滑剂。
2、增设及修复排⽓孔,使其排⽓通畅。
六、铸件表⾯有缩孔产⽣原因:压铸件⼯艺性不合理,壁厚薄变化太⼤。
⾦属液温度太⾼。
调整⽅法:1、在壁厚的地⽅,增加⼯艺孔,使之薄厚均匀。
2、降低⾦属液温度。
七、铸件外轮廓不清晰,成不了形,局部⽋料产⽣原因:1、压铸机压⼒不够,压射⽐压太低。
2、进料⼝厚度太⼤;3、浇⼝位置不正确,使⾦属发⽣正⾯冲击。
调整⽅法:1、更换压铸⽐压⼤的压铸机;2、减⼩进料⼝流道厚度;3、改变浇⼝位置,防⽌对铸件正⾯冲击。
⼋、铸件部分未成形,型腔充不满产⽣原因:1、压铸模温度太低;2、⾦属液温度低;3、压机压⼒太⼩,4、⾦属液不⾜,压射速度太⾼;5、空⽓排不出来。
调整⽅法:1、2、提⾼压铸模,⾦属液温度;3、更换⼤压⼒压铸机。
4、加⾜够的⾦属液,减⼩压射速度,加⼤进料⼝厚度。
九、压铸件锐⾓处充填不满产⽣原因:1、内浇⼝进⼝太⼤;2、压铸机压⼒过⼩;3、锐⾓处通⽓不好,有空⽓排不出来。
压铸件表面处理后制件表面缺陷及控制方法的探讨分析摘要:压铸制件在表面处理后很容易出现各种缺陷,对所出现的缺陷原因进行分析探讨,达到提高制件表面质量减少废品的出现,降低生产成本的目的。
关键词:压铸件表面处理缺陷众所都知压铸也是铸造当中的一种,它包含在铸造的范畴之内,所以压铸件也具有一般铸件所具有的缺陷,比如冷纹、裂纹、气泡、皮下气孔、缩松等。
但它本身又具有自己的特点-------金属液在高压高速下填充模具型腔,在压力下冷却形成制件的一种成型方法,生产效率极高。
由于具有以上的生产特点,所以不论是锌压铸件还是铝压铸件一般都具有以下的特点:表面较好,无需进行二次加工,其致密度由外到内越来越差,内部或多或少的存在气孔等。
依据我公司压铸的生产工艺过程及压铸件的后处理工序,部分最终处理完毕的制件会出现起皮、气泡等缺陷。
分析其形成原因,主要由以下几个方面:一、模具问题1、结构方面模具是压铸生产必备的工艺装备,而且直接影响到制件的最终质量。
模具浇注系统设计的好与坏更是重中之重。
不同的制件,其浇注系统会具有很大的差异,如设计不当就不会出合格的制件,有时甚至根本出不来件。
我们虽然具有十几年的开模经验,但在浇注系统的设计方面比之南方还有不小的差距,还应该进一步的学习和探讨。
2、毛刺方面模具去毛刺是每个公司都想要达到的高度,如果制件无毛刺,不但节约了生产成本,也提高了表面质量。
但就压铸的生产工艺,要想完全的去除毛刺是根本办不到也是不现实的,而且有些结构较复杂的制件,去掉毛刺后反而会增加其他补救不了的缺陷-------冷纹、气孔,特别是看不到的皮下气孔(喷塑、电镀后会看到)。
这是因为金属液在高压高速填充型腔的同时,把未来得及排出型腔的气体(由于模具达到了去毛刺的状态,影响到了模具的排气)卷入到制件中所造成的。
二、原材料问题国家研究人员通过大量的实验证明,金属具有遗传性。
通俗的说就是在原材料中所具有的缺陷(比如气孔),生产出来的制件也会有。
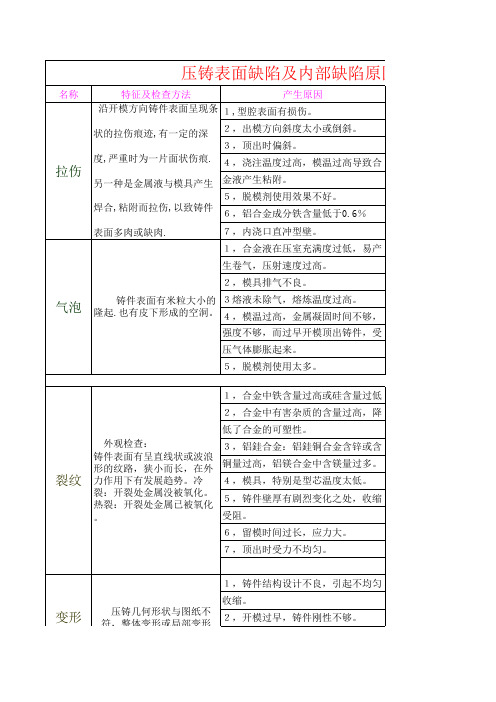
第一章压铸件的缺陷特征,产生原因,防止方法名称流痕及花纹网状毛翅脆性裂纹缩孔缩松特征及检查方法外观检查:铸件表面上有与金属液流动方向一致的条纹,有明显可见的与金属基体颜色不一样无方向性的纹路,无发展趋势。
外观检查:压铸件表面上有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸外观检查或金相检查:合金晶粒粗大或极小,使铸件易断裂或碰碎外观检查:将铸件放在碱性溶液中,裂纹处呈暗灰色金属基体的破坏与裂开呈直线或波浪形,纹路狭小而长,在外力作用下有发展趋向裂纹有穿透和不穿透两种解剖外观检查或探伤检查;缩孔表面呈暗色并不光滑,形状不规则的孔洞,大而集中的为缩孔,小而分散的为缩松产生原因1,首先进入型腔的金属液形成一个极薄的而又不完全的金属层后,被后来的金属液所弥补而留下的痕迹。
2,模温过低3,内浇道截面积过小及位置不当产生喷溅。
4,作用于金属液上的压力不足花纹:涂料用量过多。
1,压铸模型腔表面龟裂2,压铸模材质不当或热处理工艺不正确3,压铸模冷热温差变化太大4,浇注温度过高5,压铸模预热不足6,型腔表面粗糙7,压铸模壁薄或有尖角1,合金过热太大或保温时间过长2,激烈过冷,结晶过细3,铝合金含有锌铁等杂质太多4,铝合金中含铜超出规定范围在铸件上由于应力或外力而产生的裂纹1,锌合金铸件的裂纹(1)锌合金中有害杂质铅,锡,铁和镉的含量超过了规定范围(2)铸件从压铸模中取出过迟(3)型芯的抽出或推出受力不均(4)铸件的厚薄相接处转变剧烈(5)熔炼温度过高2,铝合金铸件的裂纹(1)合金中铁含量过高或硅含量过低(2)合金中有害杂质的含量过高,降低了合金的的可塑性(3)铝硅合金:铝硅铜合金含锌或含铜量过高;铝镁合金中含镁量过多(4)模具,特别是型芯温度太低(5)铸件壁厚有剧烈变化之处(6)留模时间过长(7)顶出时受力不均3,镁合金铸件的裂纹(1)合金中铝硅含量高(2)模具温度低(3)铸件壁厚薄变化剧裂(4)顶出和抽芯受力不均匀4,铜合金铸件的裂纹(1)黄铜中锌的含量过高(冷裂)或过低(热裂)(2)硅黄铜中硅的含量高(3)开模时间晚,特别是型芯多的铸件缩孔是压铸件在冷凝过程中,内部补偿不足而造成的孔穴1,浇注温度过高2,压射比压低3,铸件在结构上有金属积聚的部位和截面变化剧烈4,内浇道较小防止方法1,提高模温2,调整内浇道截面积或位置3,调整内浇道速度及压力4,适当地选用涂料及调整用量1,正确选用压铸模材料及热处理工艺2,浇注温度不宜过高尤其是高熔点合金3,模具预热要充分4,压铸模要定期或压铸一定次数后退火,打磨成型部分表面1,合金不宜过热2,提高模具温度,降低浇注温度3,严格控制合金成分在允许的范围内1,合金材料的配比要注意杂质含量不要超过起点要求2,调整好开模时间3,要使推杆受力均匀4,改变壁厚不均匀性1,正确控制合金成分,在某些情况下:可在合金中加纯铝锭以降低合金中含镁量;或在合金中加铝硅中间合金以提高硅含量2,提高模具温度3,改变铸件结构4,调整抽芯机构或使推杆受力均匀1,合金中加纯镁以降低铝硅含量2,模具温度要控制在要求的范围内3,改进铸件结构消除厚薄变化较大的截面4,调整好型芯和推,杆使之受力均衡1,保证合金的化学成分合金元素取其下限:硅黄铜在配制时,硅和锌的含量不能同时取上限2,提高模具温度3,适当控制调整开模时间1,改变铸件结构消除金属积聚及截面变化大处2,在可能条件下降低浇注温度3,提高压射比压4,适当改善浇注系统,使压力更好的传递第二章铸造铝合金缺陷及分析[size=3]一氧化夹渣缺陷特征:氧化夹渣多分布在铸件的上表面,在铸型不通气的转角部位。
影响压铸件流动缺陷和表面质量的因素及分析
文华川,刘东清
(长安汽车发动机制造厂)
摘要:介绍了影响压铸件流动缺陷和表面质量的因素,并相应浅析了应对措施。
关键词:流动缺陷;表面质量;因素;措施
压铸件表面缺陷种类很多,在生产中造成废品率比例较高缺陷有:流痕、冷隔等,它们影响了压铸件表面质量。
而影响流动缺陷的主要因素是浇注系统和铸造条件。
现作如下粗浅分析,以飧读者。
1 浇注系统与流动缺陷关系
浇注系统包括浇道和排溢两系统。
在压铸件生产中,浇注系统对减少压型投产前的试验次数、压铸件质量、压铸操作效率、压铸型寿命、压铸件清理、合金利用率等都有重要影响。
这里就浇注系统与流动缺陷关系作一分析。
浇注系统中内浇道位置、形状和大小直接影响着金属液充型方向、流量和速度、从而影响铸件的流动缺陷,当然溢流槽的配合也是重要的因素。
1.1 内浇道位置及形状影响
图1 金属液充填压铸型型腔示意图
图1是金属液充填压铸件示意图。
图中分A、B两区,其中A区为金属液首先充填区域,B区是金属液撞击压铸型腔壁后流动充填的区域。
A区大则压铸件形成流动缺陷的倾向小。
目前压铸件使用的浇注系统主要有等宽浇道、扇形浇道、T形浇道、圆形浇道、楔形浇道五种,其中扇形浇道是目前使用较多的一种。
各种浇道均可通过内浇道数量或宽度和角度来调整并增大A区,减小B区,以防止流动缺陷。
内浇道设置还要考虑到金属液不正向冲击型芯,流动距离短,型腔温度分布均匀,排气顺利,铸件不易变形,浇注系统清除方便等,而这些应根据压铸件结构等加以综合考虑。
1.2 内浇道大小
在压铸机和压铸工艺参数(压射压力和速度等)已确定后,内浇道大小就决定了金属液在内浇道处速度和充型时间,即内浇道速度和填充时间。
内浇道速度过低、填充时间过长则易形成流动缺陷,但内浇道
速度过高、填充时间过短又会造成金属液充型时卷气和粑模缺陷。
故内浇道大小应设计合理,以保证内浇道速度和填充时间在一个合适范围内。
内浇道截面积可按如下公式计算
F内=V/(tv内)=G/(tv内γ)(cm2)
式中:V—通过内浇道的金属体积(cm3)
G—铸件和排溢系统的金属重量(gf)
Γ—合金的液态密度(gf/ cm3),铝合金2.40,镁合金1.65,铜合金7.50,锌合金6.40
T—填充时间(s)
v内—内浇道金属液流线速度(cm/s)
其中,填充时间和内浇道速度可按下表(见表1)推荐数值选择。
表1 压铸件平均壁厚与填充时间、V内关系
铸件平均壁厚(mm) 填充时间t(s) 内浇道金属液流线速度(m/s)
1 0.010~0.014 46~55
1.5 0.014~0.020 44~53
2 0.018~0.026 42~50
2.5 0.022~0.032 40~48
3 0.028~0.040 38~46
3.5 0.034~0.050 36~44
4 0.040~0.060 34~42
5 0.048~0.072 32~40
6 0.056~0.084 30~37
7 0.066~0.100 28~34
8 0.076~0.116 26~32
9 0.088~0.138 24~29
10 0.100~0.160 22~27
注:表中数值是以铝合金为基础,也适用于其它合金。
其中填充时间和内浇道速度数值范围选择时应考虑各种因素的影响。
铸件结构、合金种类、铸造条件、浇注系统等均影响填充时间。
一般薄壁铸件、合金熔化潜热小、热传导性好,金属液与压铸型温差大,金属液流程长、转向多,压铸型导热性好、热容量大时,填充时间应短些;反之,填充时间应长些。
而压铸件内浇道金属液流线速度则和铸件结构、合金、浇道与排溢系统设置,以及压铸型热平衡有关,当铸件壁薄而复杂;合金热传导好和凝固温度范围宽;金属液率充型转向多而流程长;压铸型导热性好、热容量大时,内浇道金属液线速度应大些。
2 铸造条件对压铸件表面质量影响
压铸时压铸型温度、浇注温度、铸造周期和涂料等铸造条件对流动缺陷和压铸件表面质量影响都很大。
2.1 压铸型温度影响
填充时间是随型温变化而变化的,型温高,则金属液散热慢,流动时间就长,填充时间则延长。
2.2 浇注温度影响
一般认为,提高浇注温度能大大改善铸件表面质量。
但实践表明,提高浇注温度时,铸件靠内浇道处表面光滑,但金属液前端形成的表面就不大好,整个铸件由于表面状态差异悬殊,从整体上看往往不太美观。
同时浇注温度对铸件气孔、缩孔等缺陷都有影响,不易提高太多,生产中主要依靠压铸型型温来保证铸件表面质量。
2.3 铸造周期影响
铸造周期变化将造成型温波动,如铸造周期缩短则型温提高,压铸件表面质量就得到改善。
2.4 涂料影响
好的压铸涂料喷涂到压铸型上就借型温气化,形成坚固的薄膜,当金属液压入后涂料不再气化生成气体。
这样的涂料对提高铸件表面质量,防止铸件产生气孔、粘模,保护压铸型均有好处。
涂料选择不当、用量过多都会降低铸件表面质量,造成压铸件表面花纹等缺陷。
3 结束语
通过以上分析明确:
(1)影响压铸件流动缺陷的因素是浇注系统的设计是否合理。
(2)影响压铸件表面质量的因素是铸造条件是否最佳。