铝合金压铸产品不良认识及分析课件
- 格式:ppt
- 大小:3.52 MB
- 文档页数:10
铝合金压铸充填不良缺陷原因及对策
作者:还没超啊
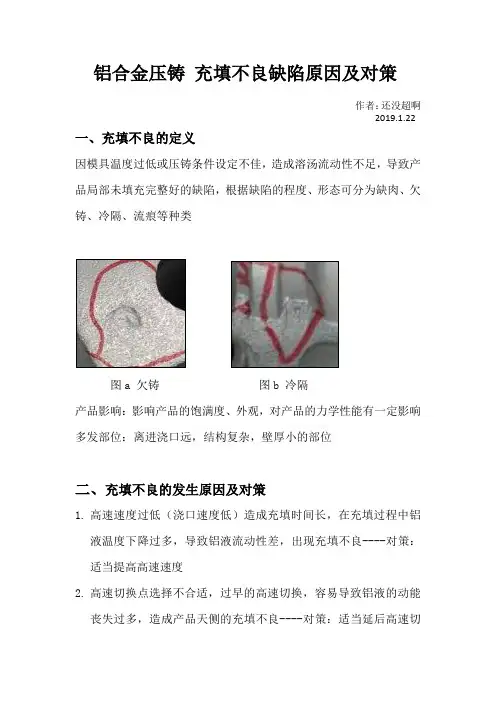
2019.1.22 一、充填不良的定义
因模具温度过低或压铸条件设定不佳,造成溶汤流动性不足,导致产品局部未填充完整好的缺陷,根据缺陷的程度、形态可分为缺肉、欠铸、冷隔、流痕等种类
图a 欠铸图b 冷隔
产品影响:影响产品的饱满度、外观,对产品的力学性能有一定影响多发部位:离进浇口远,结构复杂,壁厚小的部位
二、充填不良的发生原因及对策
1.高速速度过低(浇口速度低)造成充填时间长,在充填过程中铝
液温度下降过多,导致铝液流动性差,出现充填不良----对策:适当提高高速速度
2.高速切换点选择不合适,过早的高速切换,容易导致铝液的动能
丧失过多,造成产品天侧的充填不良----对策:适当延后高速切
换点,提高高速充填率
3.模具温度过低,在充填过程中铝液接触到模具时温度下降过多,
造成铝液冷却凝固,流动性差,出现充填不良----对策:适当提高模具温度(一般通过模具冷却进行调整,不建议调整喷涂)4.模具浇口方案设计不合理,典型的有浇口面积过小、浇口朝向设
置不当等----对策:针对具体情况修改模具
三、总结
充填缺陷属于多见性问题,一般允许轻微存在,通过一系列的工作,完全有可能做到不出现不良
欢迎联系探讨压铸相关的课题。
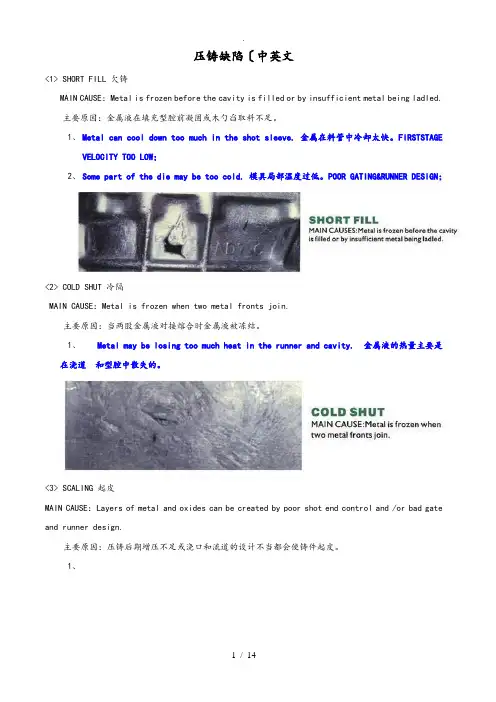
压铸缺陷〔中英文<1> SHORT FILL 欠铸MAIN CAUSE:Metal is frozen before the cavity is filled or by insufficient metal being ladled.主要原因:金属液在填充型腔前凝固或木勺舀取料不足。
1、Metal can cool down too much in the shot sleeve. 金属在料管中冷却太快。
FIRSTSTAGEVELOCITY TOO LOW;2、Some part of the die may be too cold. 模具局部温度过低。
POOR GATING&RUNNER DESIGN;<2> COLD SHUT 冷隔MAIN CAUSE:Metal is frozen when two metal fronts join.主要原因:当两股金属液对接熔合时金属液被冻结。
1、Metal may be losing too much heat in the runner and cavity. 金属液的热量主要是在浇道和型腔中散失的。
<3> SCALING 起皮MAIN CAUSE:Layers of metal and oxides can be created by poor shot end control and /or bad gate and runner design.主要原因:压铸后期增压不足或浇口和流道的设计不当都会使铸件起皮。
1、<4> BLISTER 气泡MAIN CAUSE:Trapped gases are in the casting when the die is opened when the casting is still weak. This allows the compressed gas to expend and cause a blister.主要原因:当铸件还没完全凝固,强度不足时就打开模具使得铸件中的气体留在铸件中。