G92指令车螺纹教学设计
- 格式:pdf
- 大小:152.01 KB
- 文档页数:7
双线螺纹轴的数控车加工——G92指令【设计意图】本课给学生创造一个模拟工厂的教学环境,从模拟螺纹轴加工的招标入手,以加工螺纹轴的整个生产过程为主线,让学生在教学实践中获得知识。
双线螺纹的加工是高级数控车工技能训练的重点内容之一,学生在理解参数指令及操作训练中存在一定的困难,为缩小难度,将G92指令分解应用于以下几个课题分段进行:普通螺纹的加工,双线螺纹的加工,锥螺纹的加工,梯形螺纹的加工。
【学情分析】在学习本课题内容之前,学生已经基本掌握了数控编程与操作的基本知识与操作技能,已学会粗车循环指令、普通螺纹的加工等。
针对技校学生理论计算与填写工艺卡能力差的特点,我们将理论计算与工艺卡填写设计为表格式填空,以便于学生完成整个学习过程。
【教学目标】◆主目标掌握运用G92指令加工多线螺纹的方法。
◆辅目标培养学生投标报价的初步能力,了解招投标总过程。
进一步提高学生填写工艺卡片的能力。
培养学生的自学能力和安全意识。
【教学重、难点】教学重点运用G92指令进行双线螺纹加工。
教学难点1、填写工艺卡片;2、尺寸精度控制【教学方法及流程】在教学过程中采用理论和实践操作一体化教学法。
教学思路学情调查→招标→填写投标报价单→展示学生报价单(评商务得分)→学生自学G92指令,填写工艺卡与综合编程→展示学生程序(评技术得分)→训练→操作技能比赛→工件检测与技术评分→发中标通知书→学生对本堂课掌握情况的自我评价。
任务呈现二、情景导入、明示任务【师】呈现招标公告书并解释。
1、模拟螺杆加工招标过程、提高学生学习兴趣与积极性。
2、通过本任务培养学生加工成本的计算能力,提高学生成本意识。
3、加深学生效率意识,加工速度很大程度影响到企业的经济效益。
4、通过加工螺杆轴的比赛,将实际螺杆轴的加工时间与学生理论估算的时间作对比,使学生更会合理的选择各工艺参数。
温州市红光机械厂“双线螺纹轴”外协加工招标公告根据《中华人民共和国招投标法》等有关规定,浙江大地招标代理有限公司受温州市红光机械厂的委托,就温州市红光机械厂“双线螺纹轴”外协加工项目以公开方式向社会进行招标,欢迎国内合格的加工厂前来投标。

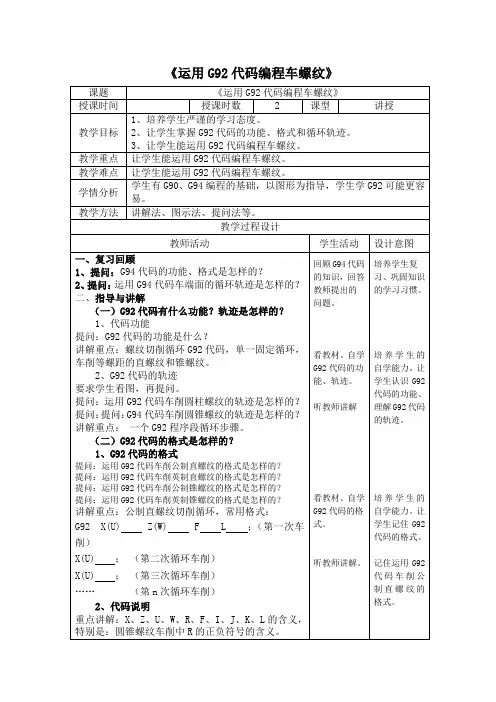
《G92指令编制M8标准螺纹的程序与数控车加工》教学设计
参考工艺:
工步内
容
参数刀具检测
1 车
外
圆S=800
Ap=1.2
F=0.2
90度外
圆车刀
卡尺
2 精
车S=1300
Ap=0.5
90度外
圆车刀
0-25
千分
段实训
任务五、创新教育
1、返回理论区域,研讨实训时的问题。
2、分析数据:首件试切后,连续加工一个零件的时长统计为3分钟-5分钟,加工10件活的平均时长为40分钟。
3、提出问题,这种效率能否满足企业大规模化生产。
答案是否定的。
4、和学生一起讨论造成效率低的原因。
5、通过分析发现在不改变切削参数的前提下,耗时最多的部分有两个,一是装夹二外圆刀换螺纹刀的准备时间。
6、将上述两个问题推送给学生。
7、装夹解决方案:软爪装夹,有定位基准,快速稳定。
8、换刀问题解决方案:将外圆刀和螺纹刀刀位点集成在一把刀具上。
9、通过上述过程,要求学生重新设计链轮轴工艺。
创新后的新程序:
O0001
O0001
G97 G99 M03 S800 F0,2;
T0101;
M08;
GOO X12.0 Z2.0;(循环起点)
G71 U1.0R0.5;
信息化教学手段学习派终端平台简介:。
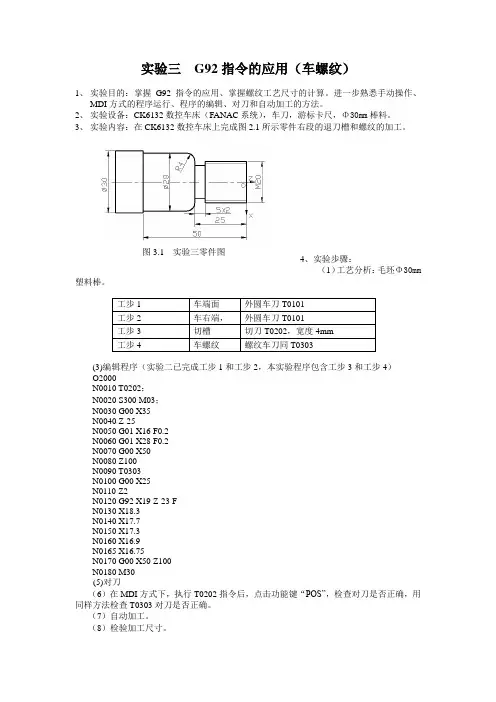
实验三 G92指令的应用(车螺纹)
1、 实验目的:掌握G92指令的应用、掌握螺纹工艺尺寸的计算。
进一步熟悉手动操作、
MDI 方式的程序运行、程序的编辑、对刀和自动加工的方法。
2、 实验设备:CK6132数控车床(FANAC 系统),车刀,游标卡尺,Φ30mm 棒料。
3、 实验内容:在CK6132数控车床上完成图2.1所示零件右段的退刀槽和螺纹的加工。
4、实验步骤: (1)工艺分析:毛坯Φ30mm
塑料棒。
(3)编辑程序(实验二已完成工步1和工步2,本实验程序包含工步3和工步4) O2000
N0010 T0202; N0020 S300 M03; N0030 G00 X35 N0040 Z-25
N0050 G01 X16 F0.2 N0060 G01 X28 F0.2 N0070 G00 X50 N0080 Z100 N0090 T0303 N0100 G00 X25 N0110 Z2
N0120 G92 X19 Z-23 F__ N0130 X18.3 N0140 X17.7 N0150 X17.3 N0160 X16.9 N0165 X16.75
N0170 G00 X50 Z100 N0180 M30 (5)对刀
(6)在MDI 方式下,执行T0202指令后,点击功能键“POS”,检查对刀是否正确,用同样方法检查T0303对刀是否正确。
(7)自动加工。
(8)检验加工尺寸。
图3.1 实验三零件图。

用g92车英制螺纹程序实例一、介绍g92车英制螺纹程序是数控机床上常用的一种程序,用于加工英制螺纹。
螺纹是机械制造中常见的一种连接方式,广泛应用于各种机械设备中。
二、程序示例下面以一个程序示例来介绍g92车英制螺纹程序的使用。
假设我们需要加工一个直径为20mm,螺距为1.5mm的英制螺纹。
1. 首先,设置加工坐标系。
在程序开头,使用G92命令设置坐标系原点和刀具的初始位置。
G92 X0 Y0 Z02. 设置进给速度和主轴转速。
通过G94和S命令来设置进给速度和主轴转速。
G94 F0.2S10003. 开始加工螺纹。
使用G76命令来进行螺纹加工。
G76 P010060 Q010 R0.2 Z-20 K04. 完成加工。
加工完成后,使用M30命令结束程序。
M30三、详解程序示例1. 设置加工坐标系:G92命令用于设置加工坐标系的原点和刀具的初始位置。
在这个程序示例中,我们将坐标系的原点设置为X、Y、Z坐标轴的零点。
2. 设置进给速度和主轴转速:G94命令用于设置进给速度的单位,这里设置为每分钟进给0.2mm。
S命令用于设置主轴转速,这里设置为1000转/分钟。
3. 开始加工螺纹:G76命令用于进行螺纹加工。
P参数指定螺纹的类型和规格,这里设置为010060,表示内螺纹,直径20mm,螺距1.5mm。
Q参数指定每次车削的深度,这里设置为010,表示每次车削1mm。
R参数指定每次车削的过切量,这里设置为0.2mm。
Z参数指定螺纹的总长度,这里设置为-20mm,表示从坐标系原点向下车削20mm。
K参数指定车削方向,这里设置为0,表示从外向内车削。
4. 完成加工:M30命令用于结束程序。
四、总结g92车英制螺纹程序是数控机床上常用的一种程序,用于加工英制螺纹。
通过设置加工坐标系、进给速度和主轴转速,并使用G76命令进行螺纹加工,可以实现精确的英制螺纹加工。
在实际应用中,根据具体的螺纹规格和加工要求,可以灵活调整程序参数,以达到所需的加工效果。

一、螺纹加工理论知识1. 螺纹的基本加工参数2. 螺纹起点与终点轴向尺寸由于车螺纹起始时有一个加速过程,结束前有一个减速过程。
在这段距离中,螺距不可能保持均匀,因此车螺纹时,两端必须设置足够的升速进刀段(空刀导入量)δ ,和减速退刀段(空刀导出量) σ2。
01、σ2一般按下式选取:3. 螺纹分层切削深度推荐1、大径:d 公称直径)2、中径:d2= d -2×3/8H=d -0.6495P3、牙高:h=0.6495xP4、小径:d1=D-2h=d-2x (0.6495XP )δ≥2x Pδ2≥(1~1.5二、G92 螺纹切削循环指令1. 直螺纹切削循环格式:G92 X(U)_ Z(W)_ F_ ;X(U)、Z(W):螺纹终点坐标值;F_:螺纹导程R_:圆锥螺纹切削起始点与切削终点的半径差。
注:加工圆柱螺纹时,R= 0;加工圆锥螺纹时,当X向切削起始点坐标小于切削终点坐标时,R为负,反之为正。
2. 例:试编写图所示圆柱螺纹的加工程序。
O0001T0101M03S500G00X200Z200G00X35 Z104起刀位置G92X29.2 Z53F1.5螺纹切削循环X28.6 第二刀X28.2第三刀X28.04切削到尺寸G00X200Z200 回换刀点M05M30三、相关知识1. 螺纹车刀2. 螺纹的测量与检测1)大径的测量螺纹大径的公差较大,一般可用游标卡尺或千分尺测量。
2)螺距的测量螺距一般可用金属直尺测量,可以多测量几个,以减少误差。
3)中径的测量三角形螺纹的中径可用螺纹千分尺来测量。
使用方法与一般的外径千分尺相似,有两个和螺纹牙型角相同的触头,一个呈圆锥体,一个呈凹槽。
有一系列的测量触头可供不同的牙型角和螺距选用。
测量时,螺纹千分尺的俩个触头正好卡在螺纹的牙型面上,所得的读数就是该螺纹中径的实际尺寸。
4)用螺纹环规或螺纹塞规综合检查三角螺纹。
首先应对螺纹的直径、螺距、牙形和表面粗糙度进行检查,再用环规或塞规测量螺纹的尺寸精度,即通端进而止端不进,说明螺纹精度符合要求。
生产实习授课教案专业:班别:授课日期:年月日审阅者:年月日教学内容螺纹切削循环一、入门指导:1、相关知识:①车刀的类型,一般以刀尖角(牙型角)为60度的螺纹车刀为主②理论刀尖角应等于牙型角,普通螺纹的牙型角为60度,英制为55度。
高速车削时,螺纹车刀的刀尖就小于牙型角0.5~1度为宜,前角一般取0~20度,后角取5~10度。
2、普通螺纹的有关尺寸牙型高度h:牙顶到牙底之间垂直距离,理论切削深度h1=0.5413p,式h=0.6pd=D-2h=D-1.2p=D-1.3p3车削方法:数控车切削螺纹与普通车床基本相同,进给方法一样第一刀切削1/3p余量,以后逐步减少,但最后一刀不应小于0.1mm。
4、熟记M6~M24标准螺距,标准的只有一种(粗),不是标准的有好几种(细牙),“M12”标准,如“M16X1.5”不标准,细牙。
二、G92➢螺纹切削循环(G92切螺纹可以不需退刀槽)用下述指令,可以进行直螺纹切削循环。
G92X(U)__Z(W)__R__F__;(公制螺纹)G92X(U)__Z(W)__R__F__(英制螺纹)格式英制螺纹导程‘I’为非模态指令,不能省略。
其中X、Z表示绝对坐标,U、W表示相对坐标,R表示锥度,F表示螺距。
三、G92的走刀路线:二、设置定刀点:①由于螺纹的升降的作用刀具的定位点一般定于比工件端面前2~3mm 位置②X轴方向,如果不用螺母检测时,一般定于比X轴向直径大些,如果用螺母检测时,X轴定刀点一定用手旋入螺母时,不能伤着手或阻住螺母旋入为宜。
G32➢切螺纹 (G32)用G32指令,可以切削相等导程的直螺纹,锥螺纹和端面螺纹。
用下列指令按F代码后续的数值指定的螺距,进行公制螺纹切削。
格式G32 X(U)__Z(W)__F__;(公制螺纹)F是长轴方向的导程(0.001—500.000MM)。
用下列指令按I代码后续的数值指定的牙数,进行英制螺纹切削。
G32 X(U)__Z(W)__I__;(英制螺纹)格式I是长轴方向的每英寸牙数(0.060—254000.000牙/英寸)2.程序实例图4.2-6G00 X29.4; (1循环切削)G32 Z-23. F0.2;G00 X32;Z4.;。