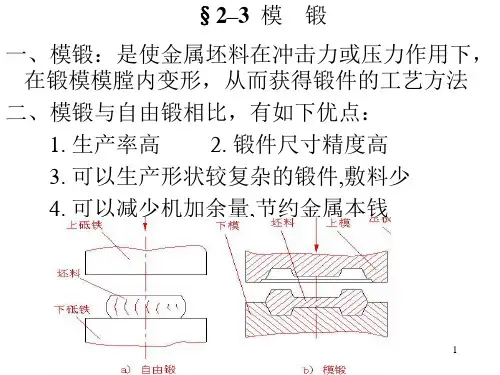
§2–3 模 锻 一、模锻:是使金属坯料在冲击力或压力作用下,
在锻模模膛内变形,从而获得锻件的工艺方法 二、模锻与自由锻相比,有如下优点:
1. 生产率高 2. 锻件尺寸精度高 3. 可以生产形状较复杂的锻件,敷料少 4. 可以减少机加余量,节约金属本钱
1
• 三、模锻与自由锻相比,有如下缺点
• 1. 模锻设备受吨位限制,锻件质量一 般在150kg以下
② 预锻模膛: 作用:使坯料变形到接近于锻件的形状和尺
寸,与终锻模膛的区别是:圆角和斜 4
度较大、没有飞边槽
2、 制坯模膛 ① 拔长模膛
5
② 滚压模膛
6
③ 弯曲模膛
④ 切断模膛
7
• 根据模锻件复杂程度不同,所需变形 的模膛数量不等,可将锻模设计成单 膛锻模和多膛锻模
• 1)单膛锻模:在一幅锻模上只有终 锻模膛一个 模膛
对于冲裁件断面质量要求较高时,可以将表中数 值减小1/3 ⑷ 经历公式计算: c=mt 式中 c—凸凹模的单边间隙 t—板料厚度 m—与板料性能及厚度有关的系数
23
• 实用中,板料较薄时, m可选如下数据: 低碳钢、纯铁: m =0.06~0.09 铜、铝合金: m =0.06~0.1 高碳钢: m = 0.08~0.12
35
〔四〕成形 是利用局部变形使坯料或半成品改变形状的工序
说明: 用橡皮是为了使变形外表光滑 36
五、应考虑采用锻造—焊接或锻造—机械联接组合 工艺
15
§2–4 板 料 冲 压
• 一、定义 • 板料冲压是利用冲模使板料产生别离或变形,
从而获得一定形状、尺寸和性能的零件或毛坯的加 工方法 • 一般为冷冲压,当板料 • 厚度>8mm或材料塑性 压板 • 较差时才用热冲压