模具自检表
- 格式:xls
- 大小:28.00 KB
- 文档页数:7
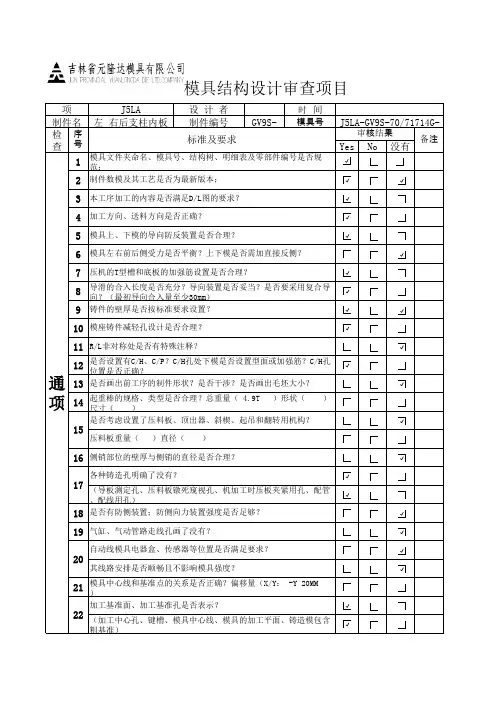
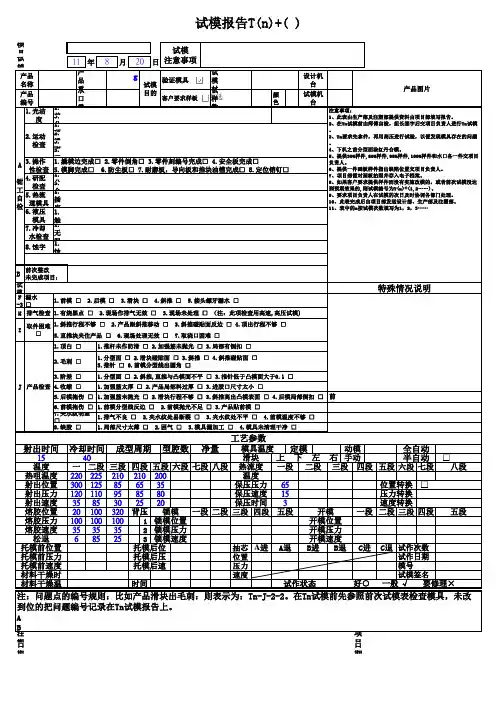
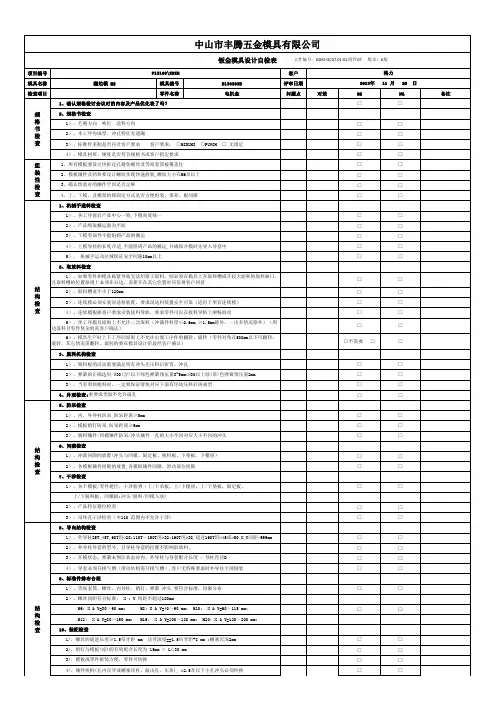
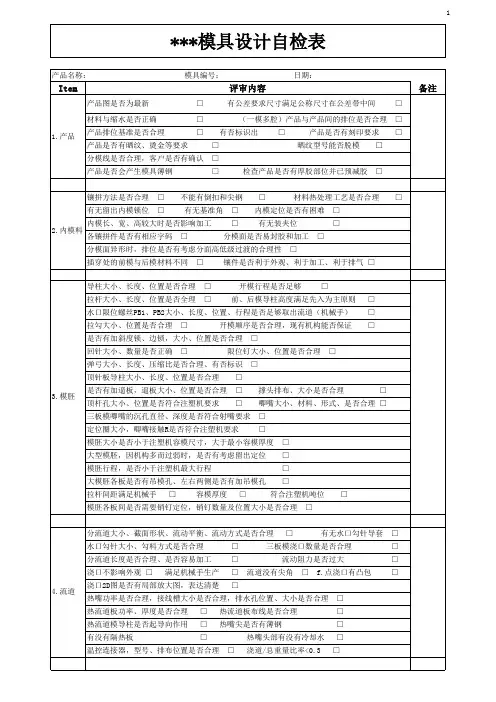
时 间模具号Yes No 没有123456789101112131416181921备注标准及要求2022检查通项序号1517其线路安排是否顺畅且不影响模具强度?模具中心线和基准点的关系是否正确?偏移量(X/Y: -Y 20MM )加工基准面、加工基准孔是否表示?(加工中心孔、键槽、模具中心线、模具的加工平面、铸造模包含粗基准)(导板测定孔、压料板镦死窥视孔、机加工时压板夹紧用孔、配管、配线用孔)是否有防侧装置;防侧向力装置强度是否足够?气缸、气动管路走线孔画了没有?自动线模具电器盒、传感器等位置是否满足要求?是否考虑设置了压料板、顶出器、斜楔、起吊和翻转用机构?压料板重量( )直径( )侧销部位的壁厚与侧销的直径是否合理?各种铸造孔明确了没有?R/L非对称处是否有特殊注释?是否设置有C/H、C/P?C/H孔处下模是否设置型面或加强筋?C/H孔位置是否正确?是否画出前工序的制件形状?是否干涉?是否画出毛坯大小?起重棒的规格、类型是否合理?总重量( 4.9T )形状( )尺寸( )压机的T型槽和底板的加强筋设置是否合理?导滑的合入长度是否充分?导向装置是否妥当?是否要采用复合导向?(最初导向合入量至少30mm)铸件的壁厚是否按标准要求设置?模座铸件减轻孔设计是否合理?本工序加工的内容是否满足D/L图的要求?加工方向、送料方向是否正确?模具上、下模的导向防反装置是否合理?模具左右前后侧受力是否平衡?上下模是否需加直接反侧?J5LA-GV9S-70/71714G-审核结果模具文件夹命名、模具号、结构树、明细表及零部件编号是否规范;制件数模及其工艺是否为最新版本;制件名左 右后支柱内板制件编号GV9S-模具结构设计审查项目项J5LA 设 计 者装。

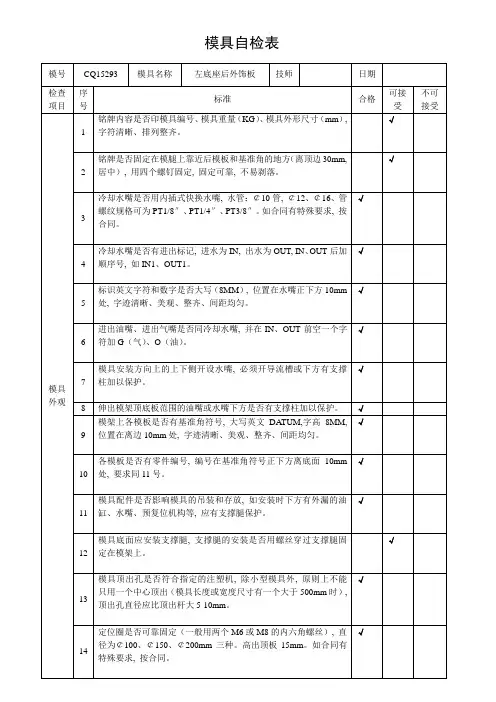
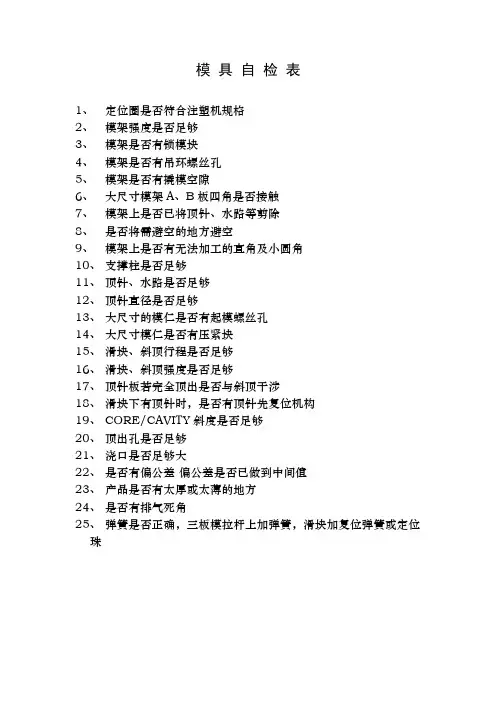
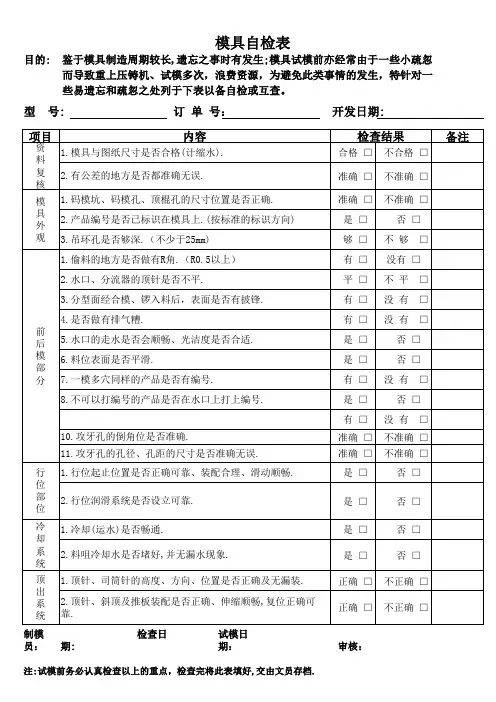
模具自检表
1、定位圈是否符合注塑机规格
2、模架强度是否足够
3、模架是否有锁模块
4、模架是否有吊环螺丝孔
5、模架是否有撬模空隙
6、大尺寸模架A、B板四角是否接触
7、模架上是否已将顶针、水路等剪除
8、是否将需避空的地方避空
9、模架上是否有无法加工的直角及小圆角
10、支撑柱是否足够
11、顶针、水路是否足够
12、顶针直径是否足够
13、大尺寸的模仁是否有起模螺丝孔
14、大尺寸模仁是否有压紧块
15、滑块、斜顶行程是否足够
16、滑块、斜顶强度是否足够
17、顶针板若完全顶出是否与斜顶干涉
18、滑块下有顶针时,是否有顶针先复位机构
19、CORE/CAVITY斜度是否足够
20、顶出孔是否足够
21、浇口是否足够大
22、是否有偏公差偏公差是否已做到中间值
23、产品是否有太厚或太薄的地方
24、是否有排气死角
25、弹簧是否正确,三板模拉杆上加弹簧,滑块加复位弹簧或定位
珠。
模具公司安全自查自纠表格一、生产环境安全1. 生产车间整洁,作业通道畅通,无堆放杂物、易燃材料等现象。
2. 生产设备运行正常,无明显异响、发热现象。
3. 工人着装整齐,佩戴相关防护用具,无穿拖鞋、戴耳机等现象。
4. 应急通道设置齐全,无被堵塞、占用现象。
5. 应急物品齐全,灭火器、安全锤等设备完好无损。
6. 施工过程中采用专业工具,杜绝使用劣质、损坏工具。
7. 施工现场设置警示标识,避免误闯危险区域。
8. 生产区域禁止吸烟、违规使用明火。
二、作业人员安全1. 作业人员持证上岗,严格按照作业流程进行操作。
2. 作业人员定期进行安全教育培训,提高安全意识。
3. 作业人员严格遵守操作规程,禁止擅自改变操作方式。
4. 作业人员擅离岗位需事先请假、交接,避免因私自离开引发事故。
5. 作业人员进行高温作业前应测量温度,确保符合安全标准。
三、设备安全管理1. 设备定期维护保养,确保设备运行正常。
2. 设备操作人员持证上岗,熟悉设备操作流程。
3. 设备操作人员应穿戴防护用具,严格遵守操作规程。
4. 设备使用过程中应注意观察设备运行状态,发现异常及时报修。
5. 设备使用完毕后及时清理,保持设备清洁整洁。
四、危险源控制1. 定期进行安全隐患排查,消除安全隐患。
2. 严格控制危险品的使用和存储,确保安全生产。
3. 对可能带来危险的工艺和设备进行风险评估,采取有效措施防范。
4. 加强对危险作业的监督,提高作业人员安全意识。
五、应急预案1. 制定完善的应急预案,明确应急响应流程。
2. 定期进行应急演练,提高应急处置能力。
3. 配备应急救援人员及设备,确保应急工作顺利进行。
六、安全管理执行1. 严格执行公司安全管理制度,加强安全管理监督。
2. 加强安全意识培训,提高员工安全意识。
3. 鼓励员工积极参与安全管理,建设安全的生产环境。
4. 对存在的安全隐患及时整改,确保安全生产。
以上为模具公司安全自查自纠表格,希望公司能够按照以上内容进行自查自纠,确保安全生产。
压铸模具规格查验表1.模具类型:生产用的压铸模2.模仁钢材:(需材料证明)3.模仁钢材的热处理硬度要求:4.铸拔孔:在图纸上标注的铸拔孔5.铸件的外形:有些形状是要被机械加工达成的6.铸件合金:铝合金7.铸件重量:8.压铸件的外观面:烤漆等级,要机械加工的等级(功能性的部位)9.模具分类:一模一穴10.铸件日期章:不需要11.铸件零件号码:不需要12.铸件的标示字体:版本号码13.模具的配置:客户的认可确认14.首件的认可:生产之前有客户的认可15.量具:压铸者制造特殊量具16.冲模:机械的运动形式(预估产品的寿命)17.加工夹具:需要特别加工夹具由压铸者提供压铸产品规格书1.表面处理:完全没铝屑和干净、干燥的表面2.压铸表面处理:烤漆的品质—允许一些烤漆可以覆盖的瑕疵;最高品质—放置O型环的表面3.毛边去除分模线和外缘:手工活抛光,冲切到压铸的表面4.铸拔孔毛边去除:毛边不去除;毛边将以机加来处理5.顶出销毛边去除:毛边不去除;压平;从特定位置处理去除6.平面度:依照NADCA规范之标准公差(S-4A-7);依照NADCA规范之精密公差(P-4A-7)7.尺寸:依照NADCA规范标准公差;指定尺寸依照精密公差,其它尺寸依照标准公差8.包装:个别包装压铸表面检查表1.分模线:不需要抛光;只要抛光图面上有标示;所有分模线都要抛光2.环境:正常室内使用;暴露在室外气候下3.压铸成型表面:功能等级—轻微的表面不完整性,较厚的涂装;消费者等级—依事先所同意,在正常光线条件下以()距离观察时无任何具争议性的表面不完整性图面和规格都必须包含以下的讯息1.重要、主要或次要尺寸的区域和允收水准(AQL)或PPM要求包含要做管制图之尺寸2.机加或量测所使用的基准位置和被用来做特殊检查的区域3.量测过程和特殊量具4.特别的要求和其附属区域5.注明要涂装的铸品面,指定表面之级数6.指出那里是冲切边不可接受和说明毛边去除之程度7.在订单和图面说明所有的工程设变程度8.说明哪些面可能被用来放置顶出销的地方9.一般公差表,它可以描述所有图面上非重要区域的公差10.清楚描述出所有可接受和不可接受的标准压铸件技术要求1.平面图上的未注尺寸按3D图做出2.图上未标注的线性尺寸公差表,未涵盖之处见标准NADCA S-4A-1,S-4A-2,S-4A-33.中心线的误差为±0.12mm4.除另有规定外,拔模斜度按 1.5°±20’,壁厚小于1.5mm的侧壁的出模斜度见标准NADCA S-4A-45.图上显示为锐角的地方的倒角(包括倒直角,倒圆角)必须小于0.25mm6.标识为“REF”的尺寸仅供参考7.图上尺寸为喷涂前的尺寸8.所有的螺纹孔需遮蔽9.涂层厚度要符合规格要求10.外观件所有曲线及倒圆角处必须平滑过渡11.零件必须除净毛刺12.标有“CPK”的尺寸为主要的设计参数13.内浇口残留量小于0.15mm14.顶针痕凸起0.15mm以下,凹下0.4以下15.分模面的错模量在0.12mm以下可接受16.批峰在0.08mm以下。