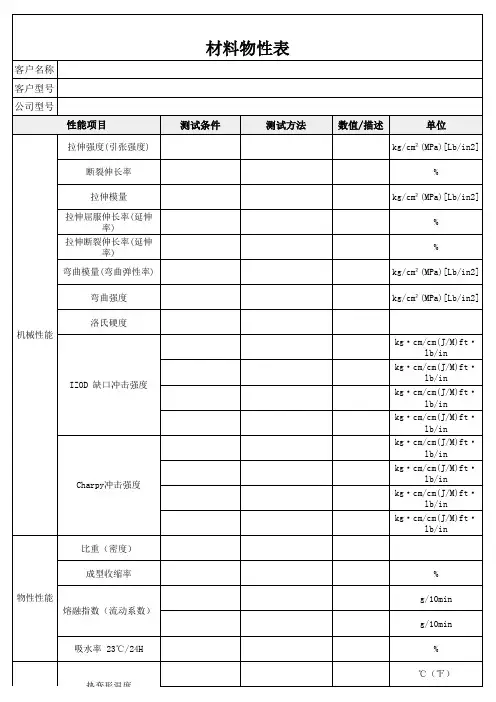
材料物性表
- 格式:pdf
- 大小:143.86 KB
- 文档页数:1
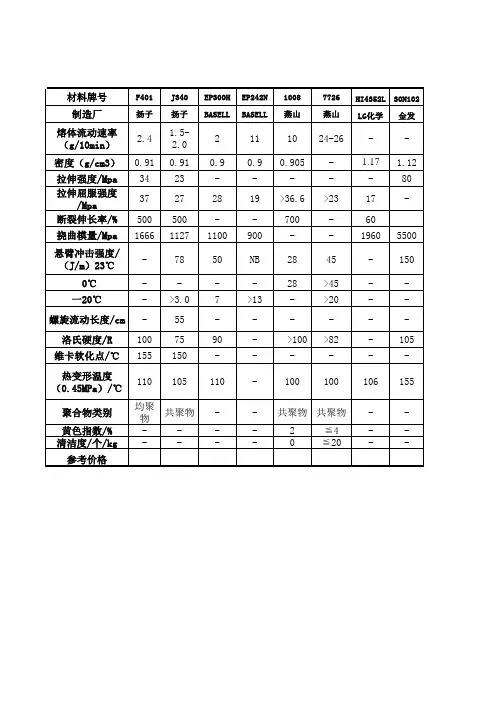

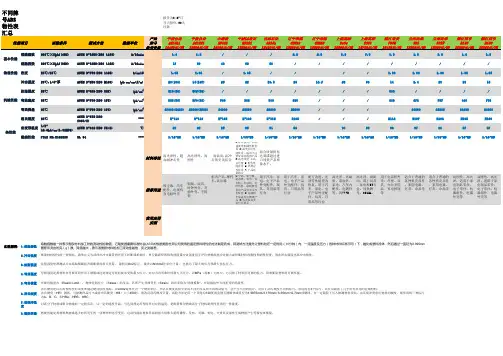
技术参数材料名称ABSAESASAAS CPE EPDM EVAEVOH HDPE GPPSHIPS K胶LDPELLDPE MBS MDPE MS PS ABS+ PCPA12 PA46 PA66PA6 PBT + ABSPBTPOM PCPCTA PETPF PMMA (亚克力)(亚克力)POE备注说明1)冲击强度、伸张强度等机械性能优秀2)成型加工性能优秀、适用于注塑复杂结构的产品3)高光泽度4)高白色度5)配色性能优秀6)热稳定性优秀7)产品质量稳定1.乳白色,无毒,无味。
其密度约为1.05g/cm3,具有优良的耐冲击性能、低温使用性、着色性、耐油性、绝缘性等性能,其耐候性是ABS树脂的4~8倍,加工性能、表面光泽度与ABS树脂相似,可以代替ABS树脂在一些耐候性要求高的领域使用。
2.10%玻纤(GF)增强,适合于电气器具、汽车零部件、摩托车配件等注塑制品。
1.ASA分为:一般级、押出级和耐热级。
2.耐热是本材料最大的特征PC/ASA合金 更加耐热 和耐高冲击3.一般级PW-957为一般级ASA树脂,具有高流动性以及高光泽之特点;广泛用于户外及耐候需求之产品。
PW-957押出级PW-997S为押出级ASA树脂,用于押出板材及管件;天线罩外壳;泛用于建材及汽机车部品。
PW-997S耐热级耐热级ASA树脂适用于高温需求之产品。
一般用于发热电器外壳、汽车零组件,如后视镜、水箱前栏等。
耐热级ASA的产品种类主要有PW-978B、PW-978D两种。
PW-978B为耐热级ASA、PW-978D为超高耐热级ASA。
PW-978B PW-978D是一种坚硬、透明的材料,高耐化学性,高流动,加30%玻纤(GF),高刚性,尺寸稳定透明而带黄色至琥珀针色的固体。
密度1.06。
有热塑性。
不易变色。
不受稀酸、稀碱、稀醇和汽油的影响。
但溶于丙酮、乙酸乙酯、二氯乙烯等中。
可用作工程塑料。
具有优良的耐热性和耐溶剂性。

塑胶材料分类、物性表、材料特性、用途
以分子结构及特性分
以用途及使用区域分
热塑性:反复加热仍可以使用的合成树脂材料,材料在未分解、碳化下可根据材料性能进行比例回用。
常用的
热塑性材料有PVC、PS、PC、PMMA、ABS、PE、PP、POM、PA、PSU(聚矾)、SP(饱和聚脂)、PTFE
(聚四氟乙烯)。
热固性:加热初具有可溶性和可塑性,继续加热材料固化,不再具有可塑性。
前期分子呈线形结构,后期呈网
状结构,在加热过程中变化过程是不可逆的。
常见的热固性材料有PF(酚醛)、UP(不饱和聚脂)、氨基塑料
、有机硅塑料。
所有的热固性材料都是非结晶性材料,而热塑性材料中只有部分是结晶性或半结晶性。
两者之
间的最大区别就是可逆性和不可逆性,而热固性材料一般不用于民用产品,而且产量很低。
通用塑胶:产量大、用途广泛、价格低廉的塑料。
如PS、PP、PE、PU、PMMA、AS、PVC等。
成形面广,可
替代大部分其它材质,占使用材料比例的80%以上,是塑料工业的主体。
工程塑胶:具有较高的机械强度,良好的耐磨性、耐腐蚀性、自润滑性、稳定性等,可以取大代金属作机械部
件。
常用的五大工程塑胶,ABS、PC、POM、PA、(PBT)。
特殊材料:具有特殊性能的材料,如高耐热性、高电绝缘性、高不变异性、高耐腐蚀性、高抗老化性等。
专用
材料,一般普通注塑机不能使用。
材料分类。

海绵物性参照表1. 引言海绵是一种多孔的材料,具有广泛的应用领域,如家居用品、工业制品和医疗用品等。
在选择海绵材料时,了解其物性参数是非常重要的。
本文档旨在提供海绵物性参照表,帮助读者了解海绵的一些关键类型指标,如密度、吸水性、回弹性等。
2. 海绵物性参数2.1 密度海绵的密度是指单位体积的海绵质量。
它是衡量海绵轻重的一个重要参数。
常见的海绵材料的密度范围在0.1 g/cm³到0.5 g/cm³之间。
2.2 吸水性海绵的吸水性是指海绵材料吸水的能力。
它与海绵的孔隙结构和材料的亲水性有关。
吸水性常用百分比表示,即单位质量的海绵材料吸水后的增加质量占原质量的百分比。
2.3 气孔率海绵的气孔率是指海绵内部孔隙的占据比例。
它可以用来评估海绵的开放孔隙和孔隙分布。
气孔率的计算公式如下:气孔率 = (1 - 密度 / 饱和密度) * 100%2.4 回弹性海绵的回弹性是指海绵恢复原状的能力。
它可以用来评估海绵的柔软度和弹性。
回弹性通常用百分比表示,即单位质量的海绵被压缩后恢复原形的百分比。
3. 海绵物性参照表下表列出了一些常见海绵材料的物性参数:材料密度(g/cm³)吸水性(%)气孔率(%)回弹性(%)聚氨酯海绵0.2 - 0.3200 - 40060 - 8090 - 95聚酯海绵0.1 - 0.2100 - 20070 - 9080 - 90乳胶海绵0.2 - 0.450 - 15050 - 7085 - 90硅胶海绵0.2 - 0.520 - 5080 - 9095 - 984. 结论本文档提供了关于海绵的物性参照表,包括密度、吸水性、气孔率和回弹性四个重要参数。
根据这些参数,读者可以选择适合自己需求的海绵材料。
需要注意的是,这些参数只是一些常见海绵材料的典型数值范围,实际应用中可能会有所变化。
因此,在选择海绵材料时,最好了解具体的制造商提供的物性数据。
材料物性表1. 引言材料物性表是对不同材料的物理和化学性质进行系统整理和分类的一种资料表格。
它是工程和科学领域中非常重要的参考工具,在材料选择、设计和分析过程中起着关键作用。
本文档将根据不同材料对应的性质,介绍一些常见材料的物性表。
2. 金属材料2.1. 铁•密度:7.87 g/cm3•熔点:1538℃•热导率:80 W/(m·K)•电导率:10^6 S/m2.2. 铝•密度:2.7 g/cm3•熔点:660℃•热导率:237 W/(m·K)•电导率:3.8 × 10^6 S/m 2.3. 铜•密度:8.96 g/cm3•熔点:1083℃•热导率:401 W/(m·K)•电导率:5.9 × 10^7 S/m 3. 非金属材料3.1. 玻璃•密度:2.5 g/cm3•折射率:1.5•抗拉强度:10^7 Pa3.2. 陶瓷•密度:3.5 g/cm3•抗压强度:10^8 Pa•热膨胀系数:8 × 10^-6 K^-1•耐磨性:非常高4. 高分子材料4.1. 聚乙烯•密度:0.92 g/cm3•熔点:110℃•燃点:330℃•耐寒性:良好4.2. 聚氯乙烯(PVC)•密度:1.38 g/cm3•熔点:180℃•耐腐蚀性:良好•可塑性:非常高4.3. 聚苯乙烯(PS)•密度:1.04 g/cm3•热变形温度:90℃•耐冲击性:良好5. 结论材料物性表提供了一种对比和选择不同材料的平台,对工程师和科学家来说是非常有价值的工具。
本文档介绍了金属、非金属和高分子材料的一些常见物性参数,供读者参考。
然而,值得注意的是,不同材料的性质可能会受到一些因素的影响,如温度、压力和化学环境等,在具体应用中需要谨慎考虑。
PA12 聚酰胺12或尼龙12化学和物理特性PA12是从丁二烯线性,半结晶-结晶热塑性材料。
它的特性和PA11相似,但晶体结构不同。
PA12是很好的电气绝缘体并且和其它聚酰胺一样不会因潮湿影响绝缘性能。
它有很好的抗冲击性机化学稳定性。
PA12有许多在塑化特性和增强特性方面的改良品种。
和PA6及PA66相比,这些材料有较低的熔点和密度,具有非常高的回潮率。
PA12对强氧化性酸无抵抗能力。
PA12的粘性主要取决于湿度、温度和储藏时间。
它的流动性很好。
收缩率在0.5%到2%之间,这主要取决于材料品种、壁厚及其它工艺条件。
注塑模工艺条件干燥处理:加工之前应保证湿度在0.1%以下。
如果材料是暴露在空气中储存,建议要在85C热空气中干燥4~5小时。
如果材料是在密闭容器中储存,那么经过3小时温度平衡即可直接使用。
熔化温度:240~300C;对于普通特性材料不要超过310C,对于有阻燃特性材料不要超过270C。
模具温度:对于未增强型材料为30~40C,对于薄壁或大面积元件为80~90C,对于增强型材料为90~100C。
增加温度将增加材料的结晶度。
精确地控制模具温度对PA12来说是很重要的。
注射压力:最大可到1000bar(建议使用低保压压力和高熔化温度)。
注射速度:高速(对于有玻璃添加剂的材料更好些)。
流道和浇口:对于未加添加剂的材料,由于材料粘性较低,流道直径应在30mm左右。
对于增强型材料要求5~8mm的大流道直径。
流道形状应当全部为圆形。
注入口应尽可能的短。
可以使用多种形式的浇口。
大型塑件不要使用小浇口,这是为了避免对塑件过高的压力或过大的收缩率。
浇口厚度最好和塑件厚度相等。
如果使用潜入式浇口,建议最小的直径为0.8mm。
热流道模具很有效,但是要求温度控制很精确以防止材料在喷嘴处渗漏或凝固。
如果用热流道,浇口尺寸应当比冷流道要小一些。
典型用途水量表和其他商业设备,电缆套,机械凸轮,滑动机构以及轴承等。
ABS 丙烯腈-丁二烯-苯乙烯共聚物化学和物理特性ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
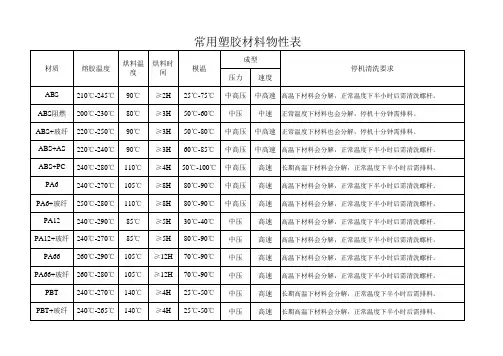
常用材料物性表清洗要求压力速度ABS 210℃-245℃90℃≥2H 25℃-75℃中高压中高速高温下材料会分解,正常温度下半小时后需清洗螺杆。
压中速正常温度下材料也会分解,停机十分钟需排料。
ABS+玻纤220℃-250℃90℃≥3H 50℃-80℃中高压中高速正常温度下材料也会分解,停机十分钟需排料。
ABS+AS 220℃-240℃90℃≥3H 60℃-85℃中高压中高速高温下材料会分解,正常温度下半小时后需清洗螺杆。
ABS+PC 240℃-280℃110℃≥4H 50℃-100℃中高压高速长期高温下材料会分解,正常温度下半小时后需排料。
PA6 240℃-270℃105℃≥8H 80℃-90℃中高压高速高温下材料会分解,正常温度下半小时后需清洗螺杆。
PA6+玻纤250℃-280℃110℃≥8H 80℃-90℃中高压高速高温下材料会分解,正常温度下半小时后需清洗螺杆。
PA12 240℃-290℃85℃≥5H 30℃-40℃中压高速高温下材料会分解,正常温度下半小时后需清洗螺杆。
PA12+玻纤240℃-270℃85℃≥5H 80℃-90℃中压高速高温下材料会分解,正常温度下半小时后需清洗螺杆。
压高速高温下材料会分解,正常温度下半小时后需清洗螺杆。
PA66+玻纤260℃-280℃105℃≥12H 70℃-90℃中压高速高温下材料会分解,正常温度下半小时后需清洗螺杆。
PBT 240℃-270℃140℃≥4H 25℃-50℃中压高速长期高温下材料会分解,正常温度下半小时后需排料。
PBT+玻纤240℃-265℃140℃≥4H 25℃-50℃中压高速长期高温下材料会分解,正常温度下半小时后需排料。
PC 260℃-300℃120℃≥4H 70℃-120℃高压高速、低速无需清洗,320℃高温下不会分解,如出现变色需排料。
PC+玻纤250℃-290℃125℃≥4H 70℃-120℃高压高速无需清洗,280℃高温下不易分解,如出现变色需排料。