广数980简易编程和操作
- 格式:doc
- 大小:73.00 KB
- 文档页数:9
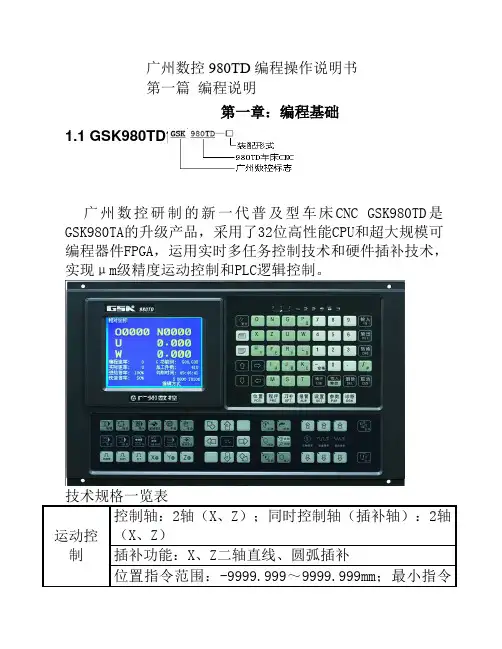
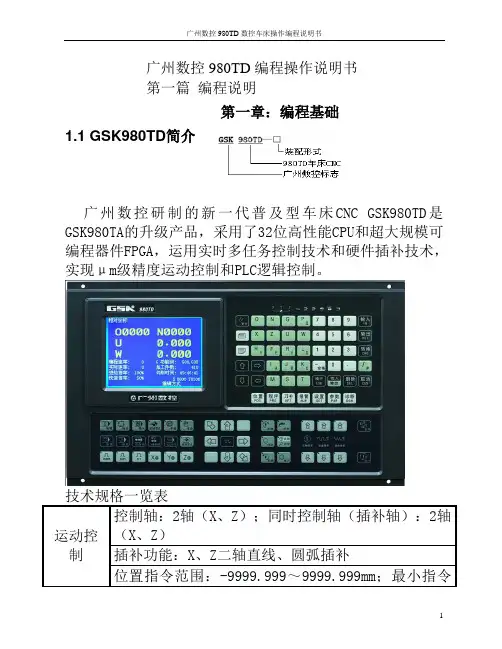
广州数控980TD编程操作说明书第一篇编程说明第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
实现GSK980TD车床CNC控制功能的软件分为系统软件(以下简称NC)和PLC软件(以下简称PLC)二个模块,NC模块完成显示、通讯、编辑、译码、插补、加减速等控制,PLC模块完成梯形图解释、执行和输入输出处理。
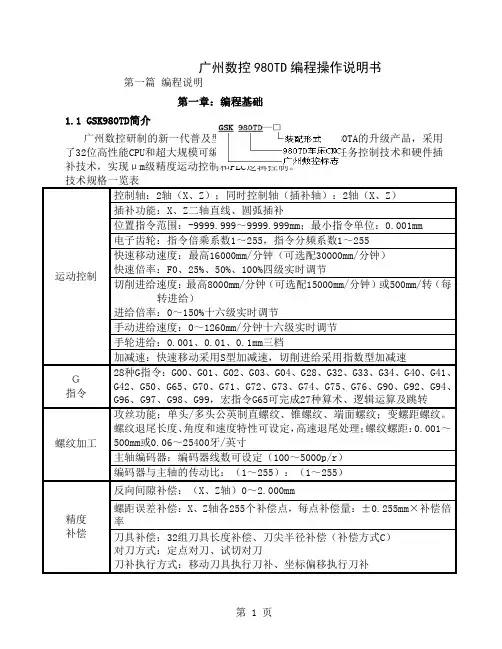
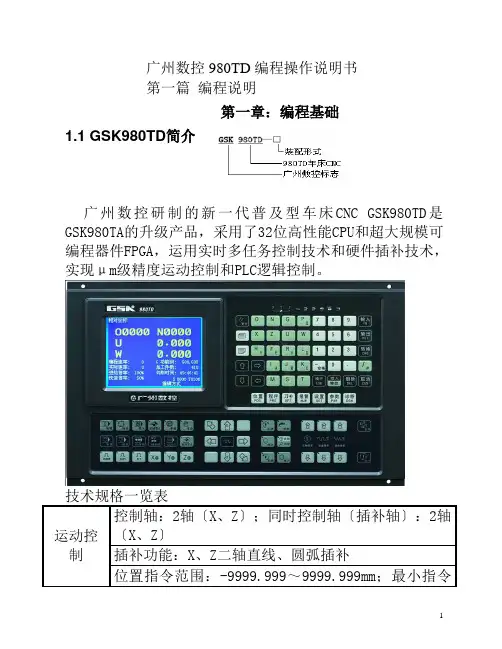
广州数控980TD编程操作说明书第一篇编程说明第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
运动控制控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)插补功能:X、Z二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm;最小指令单位:0.001mm电子齿轮:指令倍乘系数1~255,指令分频系数1~255快速移动速度:最高16000mm/分钟(可选配30000mm/分钟)快速倍率:F0、25%、50%、100%四级实时调节切削进给速度:最高8000mm/分钟(可选配15000mm/分钟)或500mm/转(每转进给)进给倍率:0~150%十六级实时调节手动进给速度:0~1260mm/分钟十六级实时调节手轮进给:0.001、0.01、0.1mm三档加减速:快速移动采用S型加减速,切削进给采用指数型加减速G指令28种G指令:G00、G01、G02、G03、G04、G28、G32、G33、G34、G40、G41、G42、G50、G65、G70、G71、G72、G73、G74、G75、G76、G90、G92、G94、G96、G97、G98、G99,宏指令G65可完成27种算术、逻辑运算及跳转螺纹加工攻丝功能;单头/多头公英制直螺纹、锥螺纹、端面螺纹;变螺距螺纹。
螺纹退尾长度、角度和速度特性可设定,高速退尾处理;螺纹螺距:0.001~500mm或0.06~25400牙/英寸主轴编码器:编码器线数可设定(100~5000p/r)编码器与主轴的传动比:(1~255):(1~255)精度补偿反向间隙补偿:(X、Z轴)0~2.000mm螺距误差补偿:X、Z轴各255个补偿点,每点补偿量:±0.255mm×补偿倍率刀具补偿:32组刀具长度补偿、刀尖半径补偿(补偿方式C)对刀方式:定点对刀、试切对刀刀补执行方式:移动刀具执行刀补、坐标偏移执行刀补1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
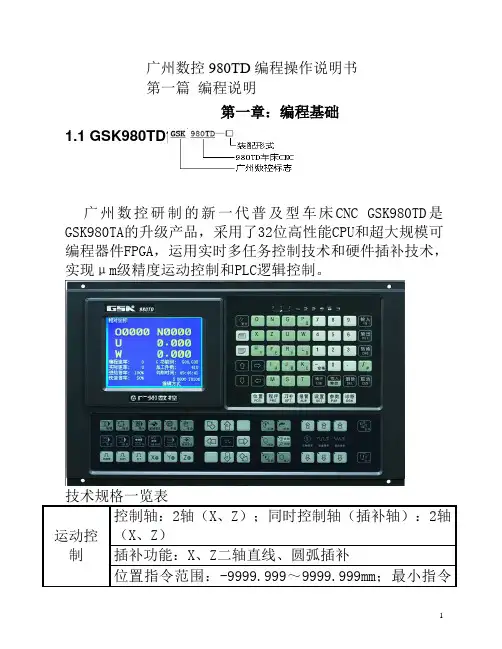
广州数控980TD编程操作说明书第一篇编程说明第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
实现GSK980TD车床CNC控制功能的软件分为系统软件(以下简称NC)和PLC软件(以下简称PLC)二个模块,NC模块完成显示、通讯、编辑、译码、插补、加减速等控制,PLC模块完成梯形图解释、执行和输入输出处理。
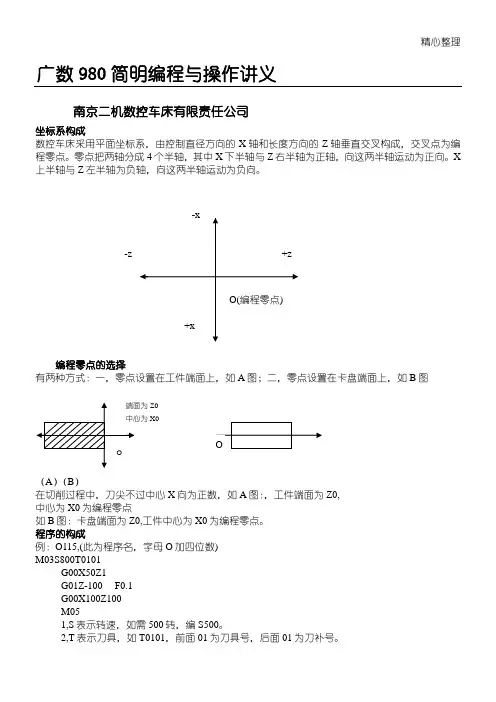
精心整理广数980简明编程与操作讲义南京二机数控车床有限责任公司坐标系构成数控车床采用平面坐标系,由控制直径方向的X轴和长度方向的Z轴垂直交叉构成,交叉点为编程零点。
零点把两轴分成4个半轴,其中X下半轴与Z右半轴为正轴,向这两半轴运动为正向。
X 上半轴与Z左半轴为负轴,向这两半轴运动为负向。
如B图:卡盘端面为Z0,工件中心为X0为编程零点。
程序的构成例:O115,(此为程序名,字母O加四位数)M03S800T0101G00X50Z1G01Z-100 F0.1G00X100Z100M051,S表示转速,如需500转,编S500。
2,T表示刀具,如T0101,前面01为刀具号,后面01为刀补号。
.'.3,M 表示辅助功能:M03主轴正转,M04主轴反转,M05主轴停止,M08冷却开,M09冷却关,M00程序暂停,M30程序结束。
4,G 表示准备功能。
5,F 表示进给率,在G98时表示分进给,G99时表示转进给。
准备功能 1,快速移动G00使用场合:快速进刀与快速退刀,空运行的情况下 指令形式:G00X__Z__在G00X__:情况下,表示X 轴运动,Z 轴不运动。
在G00Z__:情况下,表示Z 轴运动,X 轴不运动.在G00X__Z__:情况下,表示双轴联动,此时为斜线运动,运动规律先按45度运动,然后走剩余轴的剩下尺寸。
A 线路:G00X50Z0B 线路:G00X50 Z0C 线路:G00Z0 X502,直线插补G01用于直线加工,如车端面、外圆、锥度等。
指令形式:GO1X__Z__F__ G01X__F__加工端面方向形式 G01Z —F__加工外圆内孔方向形式 G01X__Z__F__加工锥度形式 车端面: G00X32Z0G01X0 F120车外圆: G00X35Z2 G01Z-80 F120车锥度: G00X25Z2 G01Z0F200 X38Z-45 F120精心整理 3 / 6倒角1×45G00X28Z1G01ZOF200 X30Z-1 F120车锥度时,刀具一定从起点向终点双向切削。
广州数控980TD 编程操作说明书(一)第一篇编程说明第一章:编程基础1.1GSK980TD 简介广州数控研制的新一代普及型车床CNC GSK980TD 是GSK980TA 的升级产品,采用了32位高性能CPU 和超大规模可编程器件FPGA ,运用实时多任务控制技术和硬件插补技术,实现μm 级精度运动控制和PLC 逻辑控制。
技术规格一览表运动控制 控制轴:2轴(X 、Z );同时控制轴(插补轴):2轴(X 、Z )插补功能:X 、Z 二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm ;最小指令单位:0.001mm电子齿轮:指令倍乘系数1~255,指令分频系数1~255快速移动速度:最高16000mm/分钟(可选配30000mm/分钟)快速倍率:F0、25%、50%、100%四级实时调节1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。

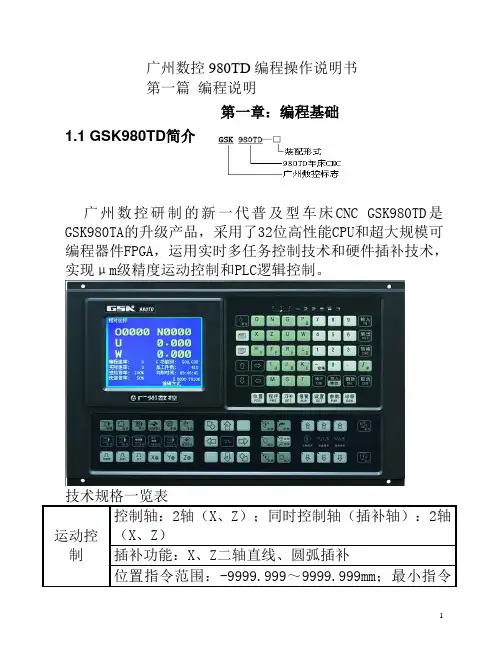
广州数控980TD编程操作说明书第一篇编程说明第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表运动控制控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)插补功能:X、Z二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm;最小指令系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
实现GSK980TD车床CNC控制功能的软件分为系统软件(以下简称NC)和PLC软件(以下简称PLC)二个模块,NC模块完成显示、通讯、编辑、译码、插补、加减速等控制,PLC模块完成梯形图解释、执行和输入输出处理。
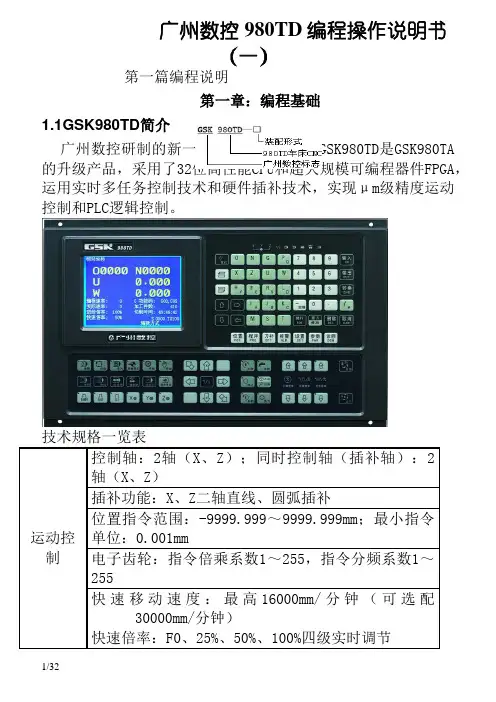
1.3编程基本知识1、坐标轴定义数控车床示意图GSK980TD使用X轴、Z轴组成的直角坐标系,X轴与主轴轴线垂直,Z轴与主轴轴线方向平行,接近工件的方向为负方向,离开工件的方向为正方向。
按刀座与机床主轴的相对位置划分,数控车床有前刀座坐标系和后刀座坐标系,前、后刀座坐标系的X轴方向正好相反,而Z轴方向是相同的。
在以后的图示和例子中,用前刀座坐标系来说明编程的应用。
广州数控980TD 编程操作说明书第一篇 编程说明第一章:编程基础1.1 GSK980TD 简介广州数控研制的新一代普及型车床CNC GSK980TD 是GSK980TA 的升级产品,采用了32位高性能CPU 和超大规模可编程器件FPGA ,运用实时多任务控制技术和硬件插补技术,实现μm 级精度运动控制和PLC 逻辑控制。
技术规格一览表运动控制 控制轴:2轴〔X 、Z 〕;同时控制轴〔插补轴〕:2轴〔X 、Z 〕插补功能:X 、Z 二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm ;最小指令1.2 机床数控系统和数控机床数控机床是由机床数控系统〔Numerical Control Systems of machine tools〕、机械、电气控制、液压、气动、润滑、冷却等子系统〔部件〕构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置〔Computer Numerical Controler简称CNC〕、伺服〔或步进〕电机驱动单元、伺服〔或步进〕电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序〔以下简称程序〕并输入CNC,CNC加工程序向伺服〔或步进〕电机驱动单元发出运动控制指令,伺服〔或步进〕电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器〔Programable Logic Controler 简称PLC〕,PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序〔梯形图〕并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
广州数控980TD 编程操作说明书第一篇 编程说明第一章:编程基础1.1 GSK980TD 简介广州数控研制的新一代普及型车床CNC GSK980TD 是GSK980TA 的升级产品,采用了32位高性能CPU 和超大规模可编程器件FPGA ,运用实时多任务控制技术和硬件插补技术,实现μm 级精度运动控制和PLC 逻辑控制。
技术规格一览表运动控制 控制轴:2轴(X 、Z );同时控制轴(插补轴):2轴(X 、Z )插补功能:X 、Z 二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm ;最小指令1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
广州数控980TD编程操作说明书第一篇编程说明第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表运动控制控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z)插补功能:X、Z二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm;最小指令单位:0.001mm电子齿轮:指令倍乘系数1~255,指令分频系数1~255快速移动速度:最高16000mm/分钟(可选配30000mm/分钟)快速倍率:F0、25%、50%、100%四级实时调节切削进给速度:最高8000mm/分钟(可选配15000mm/分钟)或500mm/转(每转进给)进给倍率:0~150%十六级实时调节手动进给速度:0~1260mm/分钟十六级实时调节手轮进给:0.001、0.01、0.1mm三档加减速:快速移动采用S型加减速,切削进给采用指数型加减速G指令28种G指令:G00、G01、G02、G03、G04、G28、G32、G33、G34、G40、G41、G42、G50、G65、G70、G71、G72、G73、G74、G75、G76、G90、G92、G94、G96、G97、G98、G99,宏指令G65可完成27种算术、逻辑运算及跳转螺纹加工攻丝功能;单头/多头公英制直螺纹、锥螺纹、端面螺纹;变螺距螺纹。
螺纹退尾长度、角度和速度特性可设定,高速退尾处理;螺纹螺距:0.001~500mm或0.06~25400牙/英寸主轴编码器:编码器线数可设定(100~5000p/r)编码器与主轴的传动比:(1~255):(1~255)精度补偿反向间隙补偿:(X、Z轴)0~2.000mm螺距误差补偿:X、Z轴各255个补偿点,每点补偿量:±0.255mm×补偿倍率刀具补偿:32组刀具长度补偿、刀尖半径补偿(补偿方式C)对刀方式:定点对刀、试切对刀刀补执行方式:移动刀具执行刀补、坐标偏移执行刀补M 指令特殊M指令(不可重定义):M02、M30、M98、M99、M9000~M9999其它M□□指令由PLC程序定义、处理标准PLC程序已定义的M指令:M00、M03、M04、M05、M08、M09、M10、M11、M12、M13、M32、M33、M41、M42、M43、M44T 指令最多32个刀位(T01□□~T32□□),换刀控制时序由PLC程序实现。
广州数控980TD 编程操作说明书第一篇 编程说明第一章:编程基础1.1 GSK980TD 简介广州数控研制的新一代普及型车床CNC GSK980TD 是GSK980TA 的升级产品,采用了32位高性能CPU 和超大规模可编程器件FPGA ,运用实时多任务控制技术和硬件插补技术,实现μm 级精度运动控制和PLC 逻辑控制。
技术规格一览表运动控制 控制轴:2轴(X 、Z );同时控制轴(插补轴):2轴(X 、Z )插补功能:X 、Z 二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm ;最小指令1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
广数980简易编程与操作广数980简明编程与操作讲义南京二机数控车床有限责任公司G00 X50 Z1G01 Z-100 F0.1G00 X100 Z100M051, S表示转速,如需500转,编S500。
2, T表示刀具,如T0101,前面01为刀具号,后面01为刀补号。
3, M表示辅助功能:M03主轴正转,M04主轴反转,M05主轴停止,M08冷却开,M09冷却关,M00程序暂停,M30程序结束。
4, G表示准备功能。
5,F表示进给率,在G98时表示分进给,G99时表示转进给。
准备功能1,快速移动G00使用场合:快速进刀与快速退刀,空运行的情况下指令形式:G00 X__ Z__在G00 X__:情况下,表示X轴运动,Z轴不运动。
在G00 Z__:情况下,表示Z轴运动,X轴不运动.在G00 X__ Z__:情况下,表示双轴联动,此时为斜线运动,运动规律先按45度运动,然后走剩余轴的剩下尺寸。
A线路:G00 X50 Z0B线路:G00 X50Z0C线路:G00 Z0X502, 直线插补 G01用于直线加工,如车端面、外圆、锥度等。
指令形式: GO1 X__ Z__ F__G01 X__ F__ 加工端面方向形式G01 Z— F__ 加工外圆内孔方向形式G01 X__ Z__ F__ 加工锥度形式车端面:G00 X32 Z0G01 X0 F120车外圆:G00 X35 Z2 G01 Z-80 F120车锥度:X38 Z-45 F120倒角 1×45G01 ZO F200X30 Z-1 F120车锥度时,刀具一定从起点向终点双向切削。
3,圆弧插补 G02 G03用于加工外圆与内孔的圆弧。
G02 顺时针圆弧 G03 逆时钟圆弧 `G02 G03平轨前置刀架则相反指令形式:G02/G03 X__ Z__ R__ 半径法G02/G03 X__ Z__ I__ K__ F__ 圆心矢量法 R 表示圆弧半径 I 表示X 向矢量 K 表示Z 向矢量 I/K= 圆心尺寸-起点尺寸 X,Z 圆弧终点尺寸车圆弧G00 X0 Z2 G01 ZO F200G03 X30 Z-15 R15 F100 或 G03 X30 Z-15 I0 K-15 F100注:精车圆弧,要从圆弧起点向终点切削。
广州数控GSK980TD操作步骤广州数控GSK980TD操作步骤(刀补对刀)第一部分:熟悉机床面板操作(一~十一,其中三、四、五条自己阅读,自行练习,也可以不练)第二部分:练习对刀及检验对刀是否正确(十二~十五)第三部分:加工零件(十六~二十三)二、打开一个程序:(举例:打开O 0001三、按顺序快速打开程序目录里的所有程序。
举例:在编辑下打开O0001。
按O0002;再按动打开下一个程序O0003;余此类推。
反之,按四、把当前程序复制到新建程序里:(举例:把O 0001号程序复制到新建程序O 0008号程序里)在编辑下打开O 0001号程序,按—,复制完成。
五、把当前程序改名:(举例:把O 0001号程序名改为O 0008号程序名)在编辑下打开O 0001号程序,按—,改名完成。
六、编写新的程序:(举例:编写O 0001号程序)七、删除一个程序:(举例:删除O 0001九、输入转速:(举例:输入S800转速)十、转动刀架:(举例:把刀架转动到1号刀位)方法1或方法2十二、对1号外圆刀(把刀架转到T0100):Z X轴方向车一刀端面(约0.5㎜),再X到“刀具偏置”界面,光标移到001X Z轴方向车一刀外圆,再Z轴方向退刀,(光标移到001假如外圆测量值是φ25.32)十三、对2号切断刀(把刀架转到T0200):方法和对1号外圆刀相同。
(注意:把光标移到002序号。
在对Z向时,由于1号刀已车好端面,因此2号刀不能再车端面,只能轻碰端面。
)十四、对3号螺纹刀(把刀架转到T0300):方法和对1号、2号刀相同。
(注意:把光标移到003序号。
在对Z向时,由于车刀刀尖是60度,因此刀尖不能轻碰端面,刀尖只能与端面基本对齐。
)十五、检验对刀是否正确: (记得检验时要带刀补)检验Z 向时,车刀要在毛坯直径外面;检验X向时,车刀要在毛坯端面外面,以防车刀直接与毛坯碰撞1号外圆刀(把刀架转到T0101)摇至Z0,查看车刀刀尖是否与端面对齐;再用手轮把车刀摇至X25.32(假如外圆测量值是φ25.32),查看车刀刀尖是否在φ25.32外圆上面。
广州数控980TD 编程操作说明书第一篇编程说明第一章:编程基础1。
1GSK980TD 简介广州数控研制的新一代普及型车床CNC GSK980TD 是GSK980TA 的升级产品,采用了32位高性能CPU 和超大规模可编程器件FPGA ,运用实时多任务控制技术和硬件插补技术,实现μm 级精度运动控制和PLC 逻辑控制.技术规格一览表运动控制 控制轴:2轴(X 、Z );同时控制轴(插补轴):2轴(X 、Z )插补功能:X 、Z 二轴直线、圆弧插补位置指令范围:—9999.999~9999。
999mm ;最小指1。
2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制.目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
广州数控980TD编程操作说明书第一篇编程说明第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
实现GSK980TD车床CNC控制功能的软件分为系统软件(以下简称NC)和PLC软件(以下简称PLC)二个模块,NC模块完成显示、通讯、编辑、译码、插补、加减速等控制,PLC模块完成梯形图解释、执行和输入输出处理。
广州数控980TD编程操作说明书第一篇编程说明第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
实现GSK980TD车床CNC控制功能的软件分为系统软件(以下简称NC)和PLC软件(以下简称PLC)二个模块,NC模块完成显示、通讯、编辑、译码、插补、加减速等控制,PLC模块完成梯形图解释、执行和输入输出处理。