卧式加工中心TH8080
- 格式:doc
- 大小:49.50 KB
- 文档页数:2

设计规范工序名称:加工设备参考规范SOP 编号:版本:文件类型:设计规范序号设备名称设备图加工范围加工最高精高(MM)序号设备名称设备图加工范围加工最高精高(MM)长/米宽/米长/米宽/米1 卧式镗床EBC110R2 现有供应商加工最大行程2.0*1.8 0.01 12 快走丝DK7732 最大加工行程0.32*0.4最大切割厚度0.5±0.052 精密CNC龙门锣床XGF8036 现有供应商加工最大行程8.0*3.6*2.00.01 13 火花机HP45最大加工行程0.8*0.5 ±0.023 精密CNC立式锣床VM1890 现有供应商加工最大行程1.8*0.90.01 14 BY60100牛头刨床最大加工行程1.0*0.5 0.05-0.14 精密龙门磨床TYLM4022 现有供应商加工最大行程4.2*2.00.02 15 数控车床CK6150D最大能加工直径¢520MM顶尖距离1.0M0.025 精密磨床YM2080 现有供应商加工最大行程2.0*0.8 0.02 16 德国通快5040激光切割机板材加工规格4.0*2.0最大切料厚铝16.0MM最大切料厚铁料25.0MM±0.056 卧式铣边机QT3080 现有供应商加工最大行程3.0*0.8 0.1 17 普车C6140 最大能加工直径¢210MM工件最大长度1.0M±0.037 精密龙门铣X4022 现有供应商加工最大行程4.0*2.20.3 18 普铣X5032 最大加工行程0.32*1.325 0.05-0.18 m1432b型万能外圆磨床最大磨削直径¢0.32*1.00.01 19 摇臂钻ZQ3050 跨距1.6M,最大钻孔直径50MM0.1管控事项:变更内容:1、新发行。
1.加工设备的加工范围与精度按需求标注拟制审核批准。


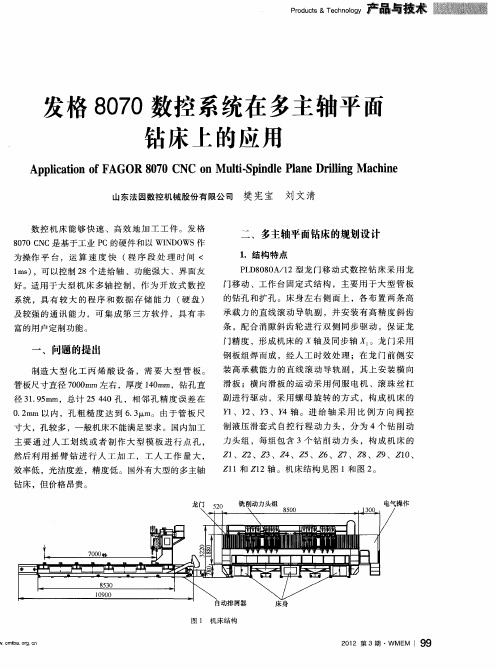
一、机床主要性能及特点MDH—80卧式加工中心是大连机床(DMTG)引进日本大坂机工(OKK)技术开发生产的具有国内领先水平,国际先进水平的卧式加工中心之一,该机床广泛适用于军工、航天、汽车、模具、机械制造等行业的箱体零件、壳体零件、盘类零件、异形零件的加工,零件经一次装夹可自动完成四个面的铣、镗、钻、扩、铰、攻丝的多工序加工。
二、机床特点1、加工范围大,X、Y、Z行程:1400、1100、1050;2、采用带保持架的直线滚动导轨使导轨寿命提高2.4倍;3、采用内部两档变速的高速电主轴保证机床高、低速的加工性能及高速加工;4、用先进的高精度中空冷却丝杠技术提高机床加工精度;5、用先进的温度补偿技术提高加工精度;6、机床45m/min的快速移动速度缩短了加工时间,提高加工效率;7、机床的机械手在换刀过程中将主轴松、拉刀通过凸轮连动实现快速换刀(换刀时间:2.5秒);8、工作台交换的全过程也采用两组凸轮连续运动实现快速交换(交换时间:12.5秒);9、机床体为整体铸件,机床在设计过程中通过有限元分析使结构更加合理,该机床整机重达24.5吨说明机床高刚性;10、先进的FANUC180i数控系统;三、MDH—80卧式加工中心技术参数1、工作台尺寸:800×800㎜2、工作台顶面到主轴中心距离:80~1180㎜3、工作台中心到主轴前端面距离:200~1250mm4、工作台最大承重:2000kg(等分布重量)5、工作台分度:1°×360°6、工作台分度时间:4.5秒(90°)7、行程X/Y/Z向:1400/1100/1050(㎜)8、快速移动速度:36m/min(OP:45 m/min)9、主轴转速:8000rpm(电主轴,2档变速)10、主轴速度档数:2(MS)11、主轴内锥度:7/24 No.5013、刀柄形式:BT-5014、拉钉形式:45°15、刀库容量:40(OP:60、80、120、160)16、换刀时间:2.5秒(刀-刀),6秒(切-切)17、最大刀具重量:25kg18、最大刀具直径:Φ115㎜(邻空:Φ270㎜)19、最大刀具长度:500㎜20、主轴电机功率:30kW(30min)25kW(连续)21、进给电机功率:X/Z:6kW Y:9kW B:1.6kW22、交换工作台数量:223、工作台交换时间:12.5秒25、定位精度:±0.0025㎜26、重复定位精度:±0.0015㎜27、机床重量:24500kg28、机床占地面积:3682×6375㎜四、MDH—80卧式加工中心机床标准配置1、自动刀具交换系统(MG40,ATC)2、螺旋排屑器(双侧)3、封闭防护罩4、自动润滑系统5、刚性攻丝6、可调垫铁7、主轴冷却装置8、工件冷却装置9、工具及工具箱10、RS-232传输系统11、双交换工作台及交换系统12、电器柜及热交换系统13、丝杠中空冷却系统14、两档内变速电主轴(8000rpm)15、机床工作灯16、警示灯17、机床液压系统18、EM02/EM03自动断电19、接地漏电断路器五、MDH—80卧式加工中心机床选项配置1、刀库数量:60、80、120、160把2、主轴转速:35~12000rpm电主轴3、提升式排屑器4、高压冷却单元(2 Mpa,7Mpa)5、主轴内冷6、数控转台7、清洗水枪8、电气备件9、喷淋式冷却10、刀具寿命管理系统11、刀具损坏自动重新开始12、自动刀具长度测量系统G37卧加MDH65加工中心的详细信息∙品牌/型号:MDH65∙∙卧加MDH65加工中心MDH65卧式加工中心是大连机床与日本大坂机工(OKK)合资合作开发,并在中国和欧美同步生产的具有国内领先水平,国际先进水平的卧式加工中心之一。

卧式加工中心HTM-63H
产品介绍:
机床总体设计为T型床身,龙门立柱,正挂箱式主轴箱结构。
所有主要件如床身、立柱、工作台、滑座、主轴箱均采用高等级孕育铸铁铸造,精度稳定性高,吸震能力强,厚重的筋腔布置加强了部件结构强度,提高了抗弯、抗扭、抗变形能力。
导轨截面尺寸大,刚性好,经淬火磨削、精度高、寿命长,滑动面粘接配合美国Shamban公司的Tu rcite B—HP 耐磨软带,吸震能力强。
主轴箱采用两级齿轮变速,保证低速时大扭矩输出,主轴轴承采用角接触球轴承和双列圆柱滚子轴承,满足了重切削的要求。
主轴油冷单元:
为了提高机床精度,在机床基体上都安装有热电偶(温度传感器)来控制主轴轴承和齿轮箱的油温,这个设计保证了主轴和机床基体的热稳定性。
分度工作台工作台由多个高精度锥形定位销套精确定位。
当工作台交换时压缩空气由锥形定位销中喷射出来清洁工作台底部和接触面。
Ac伺服系统使得工作台的双向分度更加快速,大直径的端齿盘保证了工作台极高的定位精度。
工作台分度精度为±3”。
油气润滑系统独特的油气润滑系统确保了主轴轴承的恒定润滑,避免了油脂润滑情况下需周期性更新油脂的缺点。
先进的立柱结构立柱采用高级孕育铸铁,独特的双导轨系统,并通过七个接触面,可以保证热变形在各个方向的对称性。
完全封闭的导轨系统,确保了主轴箱移动状态下的稳定性、精确性和直线度。
机床参数:
(文档编辑卧式加工中心)。
液压系统创新训练课程设计任务书一、题目:卧式单面多轴钻孔组合机床设计二、原始数据:设计一台卧式单面多轴钻孔组合机床,要求设计出驱动它的动力滑台的液压系统,以实现“快进一→工进-→快退→停止”的工作循环。
1.机床上有主轴16个,加工φ13. 9mm的孔14个、φ8. 5mm的孔2个;2.刀具材料为高速钢,工件材料为铸铁,硬度为240HBW;3.机床工作部件总质量m= 1000kg4.快进、快退速度分别为υ1=υ3=5. 6m/min,快进行程长度l1= 100mm,5.工进行程长度l2= 50mm,往复运动的加速、减速时间不希望超过0.16s6.动力滑台采用平导轨,其静摩擦因数fs=0.2,动摩擦因数fd=0.17液压系统中的执行元件使用液压缸。
三、设计任务:1. 总体参数的设计;2. 液压系统原理图的设计;3. 液压元件的选择计算。
四、工作量要求:1. 课程设计说明书一份;2. 电脑绘制液压系统原理图;3. 液压元件清单表一份。
学生:指导教师:摘要组合机床是以大量的通用部件为基础,配以少量的按被加工零件特殊要求而设计的专用部件,以实现对一种或几种零件按预先确定的工序进行加工的高效机床。
它既具有专用机床的结构简单、生产率及自动化程度较高的特点,又具有一定的重新调整能力,以适应工件变化的要求,是当今制造业应用很广的一类机床。
本设计以卧式钻孔组合机床为对象,依据液压系统设计的基本原理,拟出合理的液压系统图,通过系统主要参数的计算确定了液压元件的规格,验算了液压系统的性能,设计出结构简单、工作可靠、效率高、经济性好、使用维修方便的液压系统。
最后对整个设计过程做了总结,对设计过程中出现的问题、设计的液压系统的不足进行了思考并对未来的工作作了展望。
关键词:卧式;钻孔;组合机床;液压系统目录第一章引言 (1)1.1 液压系统 (1)1.2 组合机床 (1)第二章液压系统的工况分析 (2)2.1 负载分析 (2)2.1.1 工作负载 (2)2.1.2惯性负载 (2)2.1.3阻力负载 (2)2.2负载图和速度图的绘制 (3)第三章确定液压缸主要参数 (4)3.1确定液压缸工作压力 (4)3.2计算液压缸主要结构参数 (4)第四章液压系统图拟定 (6)4.1速度控制回路的选择 (6)4.2快速运动和换向回路 (8)4.3速度换接回路的选择的选择 (8)4.4压力控制回路的选择 (9)4.5组成液压系统原理图 (9)4.6系统原理图分析 (11)第五章液压元件的选择 (12)5.1确定液压泵的规格和电动机功率 (12)5.1.1计算液压泵的最大工作压力 (12)5.1.2计算总流量 (12)5.2确定阀类元件和辅助元件 (13)5.3油管 (14)5.4油箱 (14)第七章结论 (15)参考文献 (16)卧式单面多轴钻孔组合机床系统设计课程设计(项目设计)说明书第一章引言1.1 液压系统液压系统已经在各个部门得到越来越广泛的应用,而且越先进的设备,其应用液压系统的部分就越多。
t-v850加工中心的主要技术参数一、机床性能参数1. X/Y/Z轴行程:850/500/500mm2. 主轴转速:xxxrpm3. 主轴功率:15kW4. 主轴锥度:BT405. 工作台尺寸:1000*500mm6. 最大工件负载:700kg7. 快速进给速度:36/36/36m/min8. 切削进给速度:1-xxxmm/min9. 定位精度:±0.005/300mm10. 重复定位精度:±0.002mm二、主要标准配置1. 三轴直线导轨2. 三轴高速伺服马达3. 铸铁机床床身4. 安装在刚性机床床身上的高速主轴5. 宽大工作台6. 加强型刀库7. 宽大的工作台8. 台湾PMI滚珠丝杠与直线导轨三、可选配置1. 4轴/5轴转台2. 数控旋转头3. 高速刚性刀库4. 冷却系统5. 刀具长度检测装置6. 高压冷却系统7. 自动工件测量系统四、适用行业1. 适用于模具制造2. 适用于汽车零部件加工3. 适用于航空航天零部件加工4. 适用于通用工程机械零部件加工5. 适用于3C电子零部件加工五、机床优势1. 采用铸铁机床床身,刚性好,稳定性强2. 高速主轴可满足精密加工需求3. 宽大的工作台适用于大型工件加工4. 可选配置丰富,满足不同加工需求5. 适用行业广泛,市场需求大六、使用效果1. 高速主轴与高速伺服马达配合,加工效率高2. X/Y/Z三轴行程大,适用范围广3. 定位精度高,加工精度高4. 机床稳定性强,使用寿命长5. 高效率、高精度、稳定可靠七、结语t-v850加工中心作为一款高性能、高稳定性的数控加工设备,具有较为优秀的加工能力和适用范围。
其主要技术参数的稳定可靠性能,可靠的刚性机床床身和高速主轴的优势,使其在模具制造、汽车零部件加工、航空航天零部件加工等行业得到了广泛的应用。
在未来的市场竞争中,t-v850加工中心有着广阔的发展前景,有望成为行业内的领先产品。
t-v850加工中心是一款性能优异、稳定可靠的数控加工设备,具有出色的加工能力和广泛的适用范围。
卧式加工中心TH8080
卧式加工中心机床用途:
本机床可用于航天航空,汽车、内燃机、家电、通用机械的精密加工,适合于零件多工作面的铣、钻、镗、铰、攻丝、两维、三维曲面等多工序加工,具有在一次装夹中完成箱体孔系和平面加工的良好性能,还特别适合于箱体孔的调头镗孔加工
主要结构及特点:
1.主要部件采用有限元分析进行优化,主要铸铁采用高强度铸铁金相组织稳定,经过时效、喷砂、回火等工艺确保机床长期使用精度的稳定性。
2机床采用整体T型铸造床身,龙门立柱,正挂箱主轴箱结构。
床身内部布置三角加强筋,床身结构厚重,从而使机床得到高刚性和长久稳定的精度,
3.高速高刚性主轴单元结合伺服主轴电机;X/Y/Z采用大扭矩伺服电机。
4.X/Y/Z采用台湾大直径高精度高强度滚珠丝杠配合日本NSK滚珠丝杠专用对子轴承与高精密进口锁紧。
5.X/Y/Z三向导轨采用台湾上银直线导轨,精度高、速度快耐磨损或者根据客户要求选择硬轨道设计刚性强
标准配置:
国产系统台湾丝杠台湾刀库日本NSK轴承台湾增压缸台湾锁紧螺母等
选配系统部件
台湾系统,日本三菱系统,日本FAUNC系统西门子系统双工作台台湾直线导轨等
产品参数:
(文章编辑卧式加工中心 )。