当代水处理技术4.5内循环IC厌氧反应器
- 格式:ppt
- 大小:225.50 KB
- 文档页数:2
一、构造原理(一)构造原理。
IC 反应器高度可达16~25m,高径比一般为4~8,由混合区、颗粒污泥膨胀床区、精处理区、内循环系统和出水区5 个基本部分组成。
核心部分是内循环系统,由一级三相分离器、沼气提升管、气液分离器和泥水下降管等组成。
经pH 值、温度调节及预酸化处理后的废水,首先进入反应器底部的混合区与厌氧颗粒污泥充分混合后,进入颗粒污泥膨胀床区进行生化降解,该处理区容积负荷很高,大部分COD 在此处被降解,产生的沼气由一级三相分离器收集。
IC 反应器构造原理图1.气液分离器2.集气管3.二级三相分离器4.沼气提升管5.论内循环(IC)厌氧反应器的设计工艺思想一级三相分离器6.泥水下降管7.进水8.出水区9.精处理区10.颗粒污泥膨胀床区11.混合区沼气气泡在形成过程中会对液体做膨胀功产生气提作用,使得沼气、污泥和水的混合液沿沼气提升管上升至反应器顶部的气液分离器。
沼气与泥水分离被导出处理系统,泥水混合物沿着泥水下降管进入反应器底部的污泥膨胀床区,形成内循环系统。
经颗粒污泥膨胀床区处理后的污水一部分参与内循环,另一部分进入精处理区进行剩余COD 的降解,提高并保证了出水水质。
由于大部分COD 已被降解,所以精处理区的COD负荷较低,产气量也小。
产生的沼气由二级三相分离器收集,通过集气管进入气液分离器被导出处理系统。
泥水经二级三相分离器作用后,上清液由出水区排走,颗粒污泥返回精处理区。
二、设计工艺思想厌氧反应器发展至今已有100 多年的历史,目前大部分研究基于高效厌氧反应器必须满足两个基本条件(保持大量活性污泥和良好传质)这一角度将厌氧反应器划分为三代,把IC 反应器作为第三代厌氧反应器的代表之一对其设计工艺和特点进行研究。
笔者认为仅从这一角度理解IC 反应器的设计工艺思想有所偏颇,并从污泥龄及水力停留时间、水力流态、微生物体的聚合状态这三个角度来看IC 反应器的设计工艺。
水处理内循环厌氧反应器内循环厌氧反应器(internal circulation reaction ,IC),是荷兰PAQUES于20世纪80年代中期在UASB反应器的基础上开发成功的第3代超高效厌氧反应器。
到1988年,世界上第1座生产性规模的IC反应器在荷兰投人运行,到目前为止,已成功地应用于啤酒生产、造纸、食品加工、柠檬酸等的生产。
IC反应器与以UASB为代表的第2代厌氧反应器相比,在容积负荷、电耗、工程造价、占地面积等诸多方面,具有绝对的优势,是对现代高效厌氧反应器的一种突破,有着重大的理论意义和实用价值,进一步研究和开发IC反应器,推广其应用范围已成为当前厌氧处理的重点内容之一。
1.1 IC反应器的基本构造IC反应器可以看作是由2个UASB反应器叠加串联构成,高径比一般为4一8,高度可达16一25m。
由5部分组成:混合区、第1反应区、第2反应区、内循环系统和出水区。
其中内循环系统是IC反应器的核心部分,由一级三相分离器、沼气提升管、气液分离器和污泥回流管组成。
参见图1。
1.2进液和混合布水系统通过布水系统泵人反应器内,布水系统MA 液与从IC反应器上部返回的循环水、反应器底部的污泥有效地混合,由此产生对进液的稀释和均质作用。
为了进水能够均匀的进入IC反应器的流化床反应室,布水系统采用了一个特别的结构设计。
1.3流化床反应室在此部分,和颗粒污泥混合物在进水与循环水的共同推动下,迅速进人流化床室。
废水和污泥之间产生强烈而有效的接触。
这导致很高的污染物向生物物质(即颗粒污泥)的传质速率。
在流化床反应室内,废水中的绝人部分可生物降解的污染物被转化为生物气。
这些生物气在被称为一级沉降的下部三相分离器处收集并导人气体提升器,通过这个提升装置部分泥水混合物被传送到反应器最上部的气液分离器,气体分离后从反应器导出。
1.4内循环系统在气体提升器中,气提原理使气、水、污泥混合物快速上升,气体在反应器顶部分离之后,剩余的泥水混合物经过一个同心的管道向下流人反应器底部,由此在反应器内形成循环流。

第22卷第2期2006年3月水资源保护W ATER RES OURCES PROTECTI ON V ol.22N o.2Mar.2006新型废水厌氧处理工艺———内循环厌氧反应器甘树福,徐文彬,王国胜,刘 玲(广东工业大学环境科学与工程学院,广东广州 510006)摘要:介绍内循环(IC )厌氧反应器的发展、基本结构、运行机理。
分析该反应器的工艺过程,指出该工艺具有处理效率高、抗冲击能力强等优点。
针对IC 反应器存在的缺陷,人们对该反应器进行技术改进:通过提高它的内循环的气量进行处理低浓度有机废水;增加外循环装置缩短IC 反应器的启动周期。
关键词:内循环厌氧反应器;厌氧生物处理;水力模型中图分类号:X703 文献标识码:A 文章编号:1004Ο6933(2006)02Ο0048Ο04A ne w anaerobic w aste w ater treatment technique :I nternal circulation anaerobic reactorGAN Shu 2fu ,XU Wen 2bin ,WANG G uo 2sheng ,LIU Ling(College o f Environmental Science and Engineering ,Guangdong Univer sity o f Technology ,Guangzhou 510006,China )Abstract :The development ,fundamental structure and w orking mechanisms of the internal circulation (IC )anaerobic reactor were introduced.The IC reactor has many characteristics such as highly wastewater treatment efficiency and strongly resistance to shock loading.T o eliminate the defects of IC reactor ,studies on its im proved technique have been made.The im proved IC reactor can treat wastewater of low organic concentration as the am ount of internal circulation has been increased.Its startup period has been shortened by an externally added circulating device.K ey w ords :internal circulation anaerobic reactor ;anaerobic biological treatment ;hydraulic m odel 内循环厌氧反应器(Internal Circulation Anaerobic Reactor ,以下简称IC 反应器)是荷兰PAQUEC 公司于20世纪80年代中期在UAS B 反应器的基础上开发成功的第三代高效厌氧反应器[1],反应器内高浓度的污泥和良好的泥水传质效果,使其在处理效率方面比UAS B 反应器更具优越性。
关于IC 厌氧反应器的应用和技术特点厌氧生物处理是废水生物处理技术中的一种重要方法。
要提高厌氧生物处理的效果,除了要提供给微生物一个良好的生长环境外,保持反应器内的高污泥浓度,维持良好的传质效果也是关键要素。
以厌氧接触工艺为代表的第一代厌氧反应器,污泥停留时间(SRT)和水力停留时间(HRT)大体相同,反应器内污泥浓度较低。
如果想达到较好的处理效果,废水在反应器内通常要停留几天到几十天之久。
而以UASB工艺为代表的第二代厌氧反应器,依靠颗粒污泥的形成和三相分离器的作用,使得污泥在反应器中滞留,实现了SRT>HRT,从而提高了反应器内污泥浓度,但是反应器的传质过程并不理想。
要改善传质效果,最有效的方法就是提高表面水力负荷和表面产气负荷。
然而高负荷产生的剧烈搅动又会使反应器内污泥处于完全膨胀状态,使原本SRT>HRT向SRT=HRT方向转变,污泥过量流失,处理效果变差。
近十几年来,已建造了许多处理工业废水的 UASB 反应器生产装置。
有关专家透露,为了防止升流速度太大使悬浮固体大量流失,UASB反应器在处理中低浓度(1.5~2.0 kgCOD/(m3•d))废水时,反应器的进水容积负荷率一般限制在5~8kgCOD/(m3•d),在此负荷率下,最小 HRT 为 4 ~5h;在处理COD浓度为5~9g/L的高浓度有机废水时,反应器的进水容积负荷率一般被限制在10~20kgCOD/(m3•d),以免由于产气负荷率太高而增加紊流造成悬浮固体的流失。
为了克服这些条件的限制,荷兰开发了一种内循环(internal circulation,IC)反应器,IC反应器在处理中低浓度废水时,反应器的进水容积负荷率可提高至20~24kgCOD /(m3•d);处理高浓度有机废水时,进水容积负荷率可提高到35~50kg/(m3•d)。
与 UASB 反应器相比,在获得相同处理效率的条件下,IC 反应器具有更高的进水容积负荷率和污泥负荷率,IC 反应器的平均升流速度可达处理同类废水 UASB 反应器的20倍左右。
内循环ic厌氧工艺厌氧工艺是一种在缺氧或无氧条件下进行的生物处理过程,广泛应用于废水处理、有机废弃物处理和生物能源生产等领域。
而ic厌氧工艺则是一种内循环的厌氧处理技术,通过增加内循环来提高废水处理系统的效率和稳定性。
本文将简要介绍ic厌氧工艺的原理和应用。
ic厌氧工艺的基本原理是在厌氧条件下,通过内循环将废水和微生物重新混合,从而增加废水中有机物被降解的机会。
在ic厌氧工艺中,废水首先进入内循环池,在内循环池中,废水与污泥混合,形成混合液体。
然后,混合液体通过内循环系统返回到厌氧反应器中,与厌氧微生物再次接触,加速有机物的降解过程。
通过这种方式,ic厌氧工艺可以提高废水处理系统的有机物去除效率,并减少处理系统的体积和能耗。
ic厌氧工艺在废水处理领域有着广泛的应用。
首先,ic厌氧工艺可以有效去除废水中的有机物和氮磷等污染物,提高废水的处理效率。
其次,ic厌氧工艺可以减少处理系统的体积和运行成本,节约能源和资源。
此外,ic厌氧工艺还可以降低处理系统对氧气的需求,减少氧气的消耗和二氧化碳的排放,有利于环境保护。
除了废水处理领域,ic厌氧工艺还在有机废弃物处理和生物能源生产等领域有着潜在的应用价值。
在有机废弃物处理中,ic厌氧工艺可以将有机废弃物转化为沼气等生物能源,实现资源的循环利用。
在生物能源生产中,ic厌氧工艺可以提高生物质的降解效率,提高生物能源的产量和质量。
总的来说,ic厌氧工艺作为一种高效、节能、环保的废水处理技术,已经在各个领域得到广泛应用。
通过增加内循环,ic厌氧工艺可以提高废水处理系统的效率和稳定性,降低运行成本,减少对环境的影响,具有很大的发展潜力和市场前景。
希望未来能够进一步推动ic厌氧工艺的研究和应用,为实现清洁生产和可持续发展做出贡献。
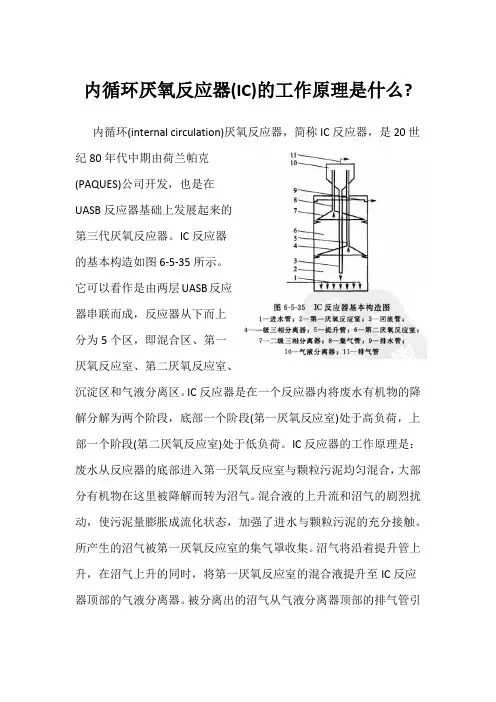
内循环厌氧反应器(IC)的工作原理是什么?内循环(internal circulation)厌氧反应器,简称IC反应器,是20世纪80年代中期由荷兰帕克(PAQUES)公司开发,也是在UASB反应器基础上发展起来的第三代厌氧反应器。
IC反应器的基本构造如图6-5-35所示。
它可以看作是由两层UASB反应器串联而成,反应器从下而上分为5个区,即混合区、第一厌氧反应室、第二厌氧反应室、沉淀区和气液分离区。
IC反应器是在一个反应器内将废水有机物的降解分解为两个阶段,底部一个阶段(第一厌氧反应室)处于高负荷,上部一个阶段(第二厌氧反应室)处于低负荷。
IC反应器的工作原理是:废水从反应器的底部进入第一厌氧反应室与颗粒污泥均匀混合,大部分有机物在这里被降解而转为沼气。
混合液的上升流和沼气的剧烈扰动,使污泥量膨胀成流化状态,加强了进水与颗粒污泥的充分接触。
所产生的沼气被第一厌氧反应室的集气罩收集。
沼气将沿着提升管上升,在沼气上升的同时,将第一厌氧反应室的混合液提升至IC反应器顶部的气液分离器。
被分离出的沼气从气液分离器顶部的排气管引走,而分离出的泥水混合液沿着回流管返回到第一厌氧反应室的底部,并与底部的颗粒污泥和进水再充分混合,实现了混合液的内部循环。
经过第一厌氧反应器处理过的废水,会自动进入第二厌氧反应器,继续进行生化反应,由于上升流速降低(一般2~6m/h),因此第二厌氧反应室还具有厌氧反应器与沉淀区之间的缓冲段作用,对防止污泥流失及确保沉淀后的出水水质起着重要作用。
由于第二厌氧反应器进一步降解废水中剩余有机物,使废水得到更好净化,提高了出水水质,而产生的沼气通过集气管进入气液分离器。
第二厌氧反应室的混合液在沉淀区进行固液分离,上清液由排水管排出,沉淀的污泥自动返回第二厌氧反应室。
IC反应器具有处理容量高、投资少、占地省、运行稳定等优点。
内循环(IC)厌氧反应器在废水处理中的应用目前湖北武汉市有多家企业选择了将污水处理交第三方运行管理的模式,帮助企业实现污水处理设施安全运行、达标运行、经济运行是格林公司的愿望和目的,武汉格林环保设施运营有限责任公司,也将继续为您关注工业污水、生活污水污水处理外包、污水处理运营的行业动态。
内循环(IC)厌氧反应器是在上流式厌氧污泥床(UASB)反应器基础上发展起来的高效反应器。
其依靠沼气在升流管和回流管间产生的密度差在反应器内部形成流体循环。
内循环提高了反应区的液相上升流速,加强了废水中有机物和颗粒污泥间的传质,使得处理同类废水时,该反应器的有机负荷达到UASB反应器的2~4倍。
IC厌氧反应器具有高径比大、上流速度快、有机负荷高、传质效果好等优点,其去除有机物能力远超过UASB等二代厌氧反应器[3],代表着当今废水处理领域厌氧生物反应器的最高水平。
当前,IC厌氧反应器被广泛应用于各类工业废水的处理,已经成为当今环保行业的研究热点。
1IC厌氧反应器的基本原理及特点1.1 IC厌氧反应器的基本原理IC厌氧反应器由两个UASB反应器上下叠加串联而成,其高度可达16~25m,高径比一般为4~8,主要由5个部分组成:布水区、第一反应室、第二反应室、内循环系统和出水区,其中内循环系统是IC工艺的核心结构。
IC厌氧反应器的结构示意图如下。
废水首先进入反应器底部的混合区,并与来自回流管的内循环泥水混合液充分混合后进入第一反应室进行污染物的生化降解,此处的COD容积负荷很高,大部分进水COD在此处被降解,并产生大量沼气。
沼气由下层三相分离器收集,并沿着回流管上升。
沼气上升的同时把第一反应室的混合液提升至IC厌氧反应器顶部的气液分离器,沼气在此处与泥水分离并被导出反应器。
泥水混合物则沿着回流管返回反应器底部,并与进水充分混合进入第一反应室,形成内循环。
经过第一反应室处理过的污水,会自动进入第二反应室继续处理。
产生的沼气由第二反应室的集气罩收集,通过提升管进入气液分离器。
ic厌氧反应
IC厌氧反应器是一种高效的多级内循环反应器,是第三代厌氧反应器的典型代表。
它由上下两个反应室组成,废水在反应器中自下而上流动,污染物被细菌吸附并降解,净化过的水从反应器上部流出。
IC厌氧反应器具有占地面积少、容积负荷量高、布水均匀、抗冲击能力强、性能更稳定、操作更简单等优势。
例如,当COD为10000\~15000mg/L的高浓度有机废水时,第二代USCB反应器一般容积负荷为5\~8kgCODm3·d,而第三代IC厌氧反应器的容积负荷可达到10\~18kgCODm3·d。
IC厌氧反应器的构造特点是具有很大的高径比,一般可达4\~8,反应器的高度达到20m 左右。
它由两层UASB反应器串联而成,通过内循环实现进水浓度的稳定性。
此外,IC厌氧反应器具有抗冲击能力强、运行稳定、高效去除有机物等优点,因此在废水处理工程中得到了广泛应用。
如需了解更多关于IC厌氧反应器的信息,建议咨询专业人士或查阅相关文献资料。
客户IC厌氧反应器操作手册下载一、污水IC厌氧反应器工作原理废水好氧生物处理方法的实质是利用电能的消耗来达到改善废水水质的一种技术措施,因此高效能、低能耗的厌氧废水处理技术在近代废水处理技术中得到了广泛的应用,厌氧生物处理法有了较大的发展。
厌氧消化工艺由普通厌氧消化法演变发展为厌氧接触法(厌氧活性污泥法)、生物滤池法、上流式厌氧污泥床反应器(UASB)、厌氧流化床、复合厌氧法等,其中普通消化池法、厌氧接触法等为第一代厌氧反应器,生物滤池法、UASB、厌氧流化床等为第二代厌氧反应器,随着厌氧技术的发展,由UASB衍生的EGSB和IC(内循环)厌氧反应器为第三代厌氧反应器。
EGSB相当于把UASB反应器的厌氧颗粒污泥处于流化状态,而IC反应器则是把两个UASB反应器上下叠加,利用污泥床产生的沼气作为动力来实现反应器内混合液的循环。
IC厌氧反应器工作过程通过以下的对IC厌氧反应器的描述,您可以很清楚的了解到其所具有的优点的基本原理。
一般可以理解为IC是由上、下两个UASB组成两个反应室,下反应室负荷高,上反应室负荷低,在反应器内部,对应分为三个反应区。
高负荷区借助于本公司的特殊的多旋流式防堵塞的布水系统,高浓度的有机废水均匀进入反应器底部,完成与反应器内污泥的充分混合,由于内循环作用、高的水力负荷和产气的搅动,导致反应器底部的污泥膨胀状态良好,使废水与污泥能够充分接触,如此良好的传质作用和较高的污泥活性才保证了IC反应器具有较高的有机负荷。
低负荷区低负荷区也是精处理区,在这个反应区内水力负荷和污泥负荷较低,产气量少,产气搅动作用小,因此可以有效的对废水中的有机物进行再处理。
沉降区IC反应器顶部为污泥沉降区,有机物已基本去除的废水中的少量悬浮物在本区内进一步进行沉降,保证IC出水水质达到规定要求。
废水通过布水系统进入厌氧反应器的下部高负荷区,与颗粒污泥进行充分的混合和传质,将废水中大部分的有机物分解,产生大量的沼气。
工艺方法——厌氧生物反应器及其原理工艺简介1、升流式厌氧污泥床反应器(UASB)UASB是(Up-flow Anaerobic Sludge Bed/Blanket)的英文缩写。
名叫上流式厌氧污泥床反应器,是一种处理污水的厌氧生物方法,又叫升流式厌氧污泥床。
由荷兰Lettinga教授于1977年发明。
UASB由污泥反应区、气液固三相分离器(包括沉淀区)和气室三部分组成。
在底部反应区内存留大量厌氧污泥,具有良好的沉淀性能和凝聚性能的污泥在下部形成污泥层。
要处理的污水从厌氧污泥床底部流入与污泥层中污泥进行混合接触,污泥中的微生物分解污水中的有机物,把它转化为沼气。
沼气以微小气泡形式不断放出,微小气泡在上升过程中,不断合并,逐渐形成较大的气泡,在污泥床上部由于沼气的搅动形成一个污泥浓度较稀薄的污泥和水一起上升进入三相分离器,沼气碰到分离器下部的反射板时,折向反射板的四周,然后穿过水层进入气室,集中在气室沼气,用导管导出,固液混合液经过反射进入三相分离器的沉淀区,污水中的污泥发生絮凝,颗粒逐渐增大,并在重力作用下沉降。
沉淀至斜壁上的污泥沿着斜壁滑回厌氧反应区内,使反应区内积累大量的污泥,与污泥分离后的处理出水从沉淀区溢流堰上部溢出,然后排出污泥床。
2、厌氧颗粒污泥膨胀床反应器(EGSB)EGSB(Expanded Granular Sludge Blanket Reactor),中文名膨胀颗粒污泥床,是第三代厌氧反应器,于20世纪90年代初由荷兰Wageingen农业大学的Lettinga等人率先开发的。
其构造与UASB反应器有相似之处,可以分为进水配水系统、反应区、三相分离区和出水渠系统。
与UASB反应器不同之处是,EGSB 反应器设有专门的出水回流系统。
EGSB反应器一般为圆柱状塔形,特点是具有很大的高径比,一般可达3-5,生产装置反应器的高度可达15-20米。
颗粒污泥的膨胀床改善了废水中有机物与微生物之间的接触,强化了传质效果,提高了反应器的生化反应速度,从而大大提高了反应器的处理效能。
IC厌氧反应器是怎么工作的IC厌氧反应器一般来说是由上、下两个UASB构成两个反应室,下反应室负荷高,上反应室负荷低,在反应器内部,对应分为三个反应区。
高负荷区借助于本的殊的多旋流式防堵塞的布水系统,高浓度的机废水均匀进入反应器底部,完成与反应器内污泥的充分混合,由于内循环、高的水力负荷和产的搅动,导致反应器底部的污泥膨胀状态良好,使废水与污泥能够充分接触,如此良好的传质和较高的污泥活性才了IC厌氧反应器具较高的机负荷。
低负荷区低负荷区也是精处理区,在这个反应区内水力负荷和污泥负荷较低,产量少,产搅动小,因此可以效的对废水中的机物进行再处理。
沉降区IC厌氧反应器部为污泥沉降区,机物已基本去除的废水中的少量悬浮物在本区内进一步进行沉降,IC出水水质实现规定要求。
废水通过布水系统进入厌氧反应器的下部高负荷区,与颗粒污泥进行充分的混合和传质,将废水中大部分的机物分解,产生大量的沼。
沼通过下三相分别器时,由于沼的提升,沼连同一部分混合液被提升到罐部的液分别器,沼在液分别器里被分别出来,分别后的混合液再通过回流管回流到罐的底部,与进入IC厌氧反应器的进水混合,形成了厌氧罐自身的内循环。
废水通过下三相分别器后进入上部低负荷区(精处理区),进一步降解废水中的机物,混合液通过上部的三相分别器时进行颗粒污泥、水、沼的分别,沼通过沼管道出,污泥则回流到厌罐底部保持生物量,而沉淀后的水通过出水堰进入后续构筑物。
这个过程可以分为两个阶段进行。
在第一阶段,有机废水中的易降解有机物质被快速分解并转化为挥发性脂肪酸(VFA)。
这一步骤是在低氧和低pH条件下进行的。
在第二阶段,挥发性脂肪酸被产甲烷菌进一步降解成甲烷气体和二氧化碳。
为了保持反应器内微生物的活性,需要供应适合的环境条件。
譬如,反应器内的温度需要掌控在适合的范围内,通常是35—40摄氏度。
另外,pH值也需要调整在4.5—7.5之间。
这些条件有助于维持微生物群落的平衡,提高有机物质的降解效率。
IC厌氧反应器抗撞击负荷本领强IC反应器的构造及其工作原理决议了其在掌控厌氧处理影响因素方面比其它反应器更具有优势。
1、容积负荷高:IC反应器内污泥浓度高,微生物量大,且存在内循环,传质效果好,进水有机负荷可超出普通厌氧反应器的3倍以上。
2、节省投资和占地面积:IC反应器容积负荷率高出普通UASB反应器3倍左右,其体积相当于普通反应器的1/4~1/3左右,大大降低了反应器的基建投资。
而且IC反应器高径比很大(一般为3~8),所以占地面积特别省,特别适合用地紧张的工矿企业。
3、运行本钱低:内部自动循环,不必外加动力;具有缓冲pH的本领,可减少进水的投碱量;反应器可在常温下运行,节省加热本钱。
4、抗撞击负荷本领强,出水稳定性好:内循环的形成使得IC厌氧反应器第一反应区的实际水量宏大于进水水量,例如在外理与啤洒废水浓度相当的废水时,循环流量可达进水流量的2~3倍;处理土豆加工废水时,循环流昌可达10~20倍。
循环水稀释了进水,大大降低了毒物对厌氧消化过程的影响,提高了反应哭的抗油去负荷本领和耐碱调整本领,加之右第二反应区连续处理,通常运行很稳定。
5、启动周期短,IC反应哭内运汜汪性宫生物烛硝忡为反应哭快速启动供应有利条件。
IC反应器启动周期船为1~2个日而通| IASR启动周期长达4~6个月。
6、沼气利田价估言后成2p立片的h枷te言Cu 头700/~800%.CO.为20%~30%,其它有机物为1%~5%,可作为燃料加以利用。
IC反应器即内循环厌氧反应器,是在UASB反应器的基础上发展起来的第三代厌氧生物反应器。
通过内循环,大大提高了污水的上升流速,反应器中颗粒污泥始终处于膨胀状态,加强污水与微生物之间的接触和传质,获得较高的去除效率,反应器的高度高达16—25m。
从外观上看,IC反应器由第一厌氧反应室和第二厌氧反应室叠加而成,如同两个UASB反应器的上下重叠串联。
IC主体部分可分为进水配水系统、反应区、三相分别器、内循环系统和排水系统、气室、浮渣清除系统、排泥系统,另外还配套有气水分别器、水封罐、掌控系统等附属设施。
内循环厌氧反应器工作原理内循环厌氧反应器是一种高效的生物处理技术,它可以有效地处理有机废水和污泥。
该技术的工作原理是利用微生物在无氧条件下分解有机物质,产生甲烷和二氧化碳等气体,从而实现废水的净化和资源化利用。
内循环厌氧反应器的主要组成部分包括反应器本体、进水管道、出水管道、内循环管道、气体分配系统、压力传感器等。
反应器本体通常采用圆柱形或方形结构,内部设置有填料或生物膜,以提高微生物的附着和生长速度。
进水管道和出水管道分别用于将废水引入反应器和将处理后的水排出反应器。
内循环管道则用于将反应器内的废水循环回流,以提高反应器的混合效果和微生物的接触率。
气体分配系统则用于向反应器内注入气体,以提供微生物所需的氧气和二氧化碳。
内循环厌氧反应器的工作过程可以分为三个阶段:启动阶段、稳定阶段和恢复阶段。
启动阶段是指在反应器内注入微生物菌种和废水后,微生物开始适应环境和生长繁殖的过程。
稳定阶段是指反应器内微生物的生长和代谢达到平衡状态,废水的处理效果稳定。
恢复阶段是指在反应器内出现异常情况时,通过调整操作参数和维护设备等方式,使反应器恢复正常运行状态。
内循环厌氧反应器的优点包括处理效率高、占地面积小、运行成本低等。
但是,该技术也存在一些问题,如反应器内微生物的抗冲击能力较弱、易受温度和pH值等因素的影响等。
因此,在实际应用中需要根据不同的废水特性和处理要求,选择合适的反应器类型和操作参数,以达到最佳的处理效果。
总之,内循环厌氧反应器是一种高效的废水处理技术,它利用微生物在无氧条件下分解有机物质,实现废水的净化和资源化利用。
在实际应用中,需要注意反应器的选择和操作参数的调整,以达到最佳的处理效果。