钢轨接触焊灰斑的生成机理及控制
- 格式:docx
- 大小:15.01 KB
- 文档页数:4
2020年6月(总第404期)·38·质量管理QUALITY MANAGEMENT第48卷Vol.48第6期No.6铁道技术监督RAILWAY QUALITY CONTROL收稿日期:2020-03-23作者简介:陈志强,工程师1概述灰斑作为钢轨闪光焊接头的一种常见缺陷,在很大程度上影响着钢轨接头的力学性能。
内部无缺陷的闪光焊接头,在不做任何处理的前提下,实施高度为3.1m 的落锤试验,可抗3次锤击的概率超过90%;而内部存在灰斑缺陷的闪光焊接头,抗锤能力有所下降,尤其是灰斑面积超过15mm 2,或灰斑处于轨底脚轮廓边缘(露头)的位置时,1次锤断的概率几乎为100%。
对于移动式钢轨闪光焊而言,受施工环境、焊接设备动态性能的影响,很难彻底消除灰斑,只能参考落锤试验和超声波探伤结果,不断优化焊接工艺参数,最终选择1组焊接接头灰斑相对较少、性能满足标准要求的焊接参数用以生产。
在现场落锤试验过程中,调试人员通常通过肉眼观察钢轨接头落锤试验断口,根据颜色,将灰斑分为2类,一类为暗色灰斑,一类为亮色灰斑。
一般情况下,当成分偏析导致烧化过程中形成的硅酸盐、锰酸盐等较多时,灰斑为暗色;当保护气氛被破坏,产生氧化时,灰斑为亮色。
青岛—连云港铁路正线使用的是“攀钢U71Mn G ”钢轨,在进场的2台移动式闪光焊焊机前期焊接工艺调试中,试验接头均出现不同程度的暗色灰斑。
试验结果显示:①暗色灰斑主要分布在距离轨底脚边缘20mm ~30mm 处,三角区与轨腰出现较少,轨顶几乎没有出现;②当暗色灰斑面积较小,所处位置距离断面轮廓边缘较远时,无法用超声波探伤手段探测到这种暗色灰斑。
暗色灰斑虽然面积小,并且位置远离轮廓边缘,对接头的性能影响很小,但是,以移动式焊机的性能,无法保证每个接头的灰斑位置、大小都完全相同。
鉴于暗色灰斑通过无损检测手段很难发现,为防止暗色灰斑对线路安全质量造成影响,必须通过调试焊接工艺,将暗色灰斑出现概率尽可能降到最低。
钢轨接头病害的成因及整治方法摘要:钢轨接头是轨道线路设备薄弱之一,在城市轨道交通运营中接头病害是影响设备质量的重要原因之一。
所以,需要结合接头病害情况进行成因分析,制定出有效的解决方案,对症下药的开展综合整治,从源头上去控制钢轨接头的病害发生,提升轨道接头的质量,增强轨道设备总体稳定性。
本文对导致钢轨接头病害产生的原因进行了分析和介绍,并整理了对应的综合整治方法,供相关人士参考交流。
关键词:钢轨接头;病害成因;整治方法;引言:钢轨的接头经过长期的使用后,就会发生各种各样的病害。
因此,除了开展必要的维修和保养,还要分析病害的成因,同时采取有效的措施去减少病害的出现,综合治理病害。
钢轨接头处的质量不良会严重影响到轨道线路的综合水平,同时,还会对列车的安全运行产生一定程度的影响。
所以,一定要重视对钢轨接头的养护工作,减少病害的产生,及时纠正不恰当的养护维修方法。
一、造成钢轨接头病害的成因(一)接头轨面破损、裂纹产生的原因钢轨不均匀磨耗、轨端掉块、压溃、擦伤、螺孔裂纹、夹板弯曲或裂纹等病害是由于钢轨接头处轮轨冲击力大,致使连接零件功能降低甚至失效引起线路爬行,接头出现了大轨缝。
正是因为钢轨接头处轨缝的存在,导致其受到冲击荷载的作用大于钢轨的其他部位,从而产生接头病害。
普通钢轨接头承受的冲击荷载是其他部位的的1.5倍左右,而轨缝增大4mm,钢轨接头承受的冲击荷载则增大到其他部位的三倍左右。
由于钢轨接头冲击荷载的增加,加大了接头轨面破损、夹板弯曲折断或混凝土轨枕损坏破裂等病害的形成机率,另外列车不均匀制动时,车轮在轨面上产生有害滑动,轨面会出现擦伤等现象,这些病害的出现,又增加了接头处线路的不平顺性从而使机车车辆对接头的冲击力再次增大,线路变形加剧,并导致接头病害的进一步发展,更是增加了维修养护工作的工作量。
1.道床翻浆、厚度、碴肩宽度不足等病害由于接头病害的产生,未及时得到处置,从而增大接头处的附加动力,轨缝愈大,台阶愈大,轮轨之间的冲击力愈大,从而引发道床脏污翻浆冒泥、道床板结坍塌,导致碴肩宽度不足,道床失去弹性和排水功能、轨枕间距不正、歪斜等病害,这些病害如果处理不及时,列车在通过接头,特别是曲线接头时产生的离心力增大而形成接头支嘴,破坏线路方向,引起轨距递变率超标造成轨道不平顺、几何尺寸超限、轨枕空吊、折断,改变了车轮的运行轨迹增加了车轮对轨道的冲击力和破坏,使线路状况恶化。

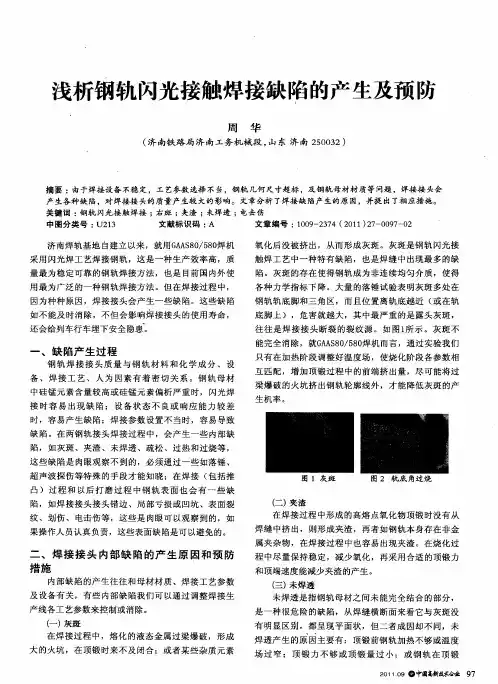
氧化所造成的。
其主要的一些断口缺陷形貌如下图所示:
图1图2
图3图4
图1和图4所示的缺陷在闪光焊中比较常见,主要表现为成片白色条斑和断口平齐,是由于参数配置不合理造成的,平齐断口一般是由于热输入不足造成的。
图2所示的为比较大的灰斑,这种缺陷有的时候虽然很大,但一般不会成为裂源,图3所示的缺陷虽然不大,对焊缝强度影响却很大,尤其是当其缺陷延伸到边缘时,则很容易成为裂。
祛除灰斑缺陷一直是闪光焊参数调试过程中不可忽视的一个重要环节。
焊接缺陷的危害及预防方法
焊接缺陷对钢轨焊接接头的强度影响很大,不同的缺陷会带来不同的影响,但对于火车运行来说都是非常危险的。
所以我们要明确每一种焊接缺陷所带来的危害,并制定相应的预防措施来保证安全。
气孔减少了焊缝的有效截面积使焊缝疏松,从而降低了接头的强降低塑性,同时还会引起应力集中,而点状夹渣的危害与气孔相似
为广大青少年提供一个。
,决不能应付了事。
因此二者的联合控制。
将进一步对科学化、成本化。
灵活巧用多媒
我们的语文课堂教学一定会迎来姹紫嫣红的春天。
采用切实可行措施和方案。
钢轨接触焊灰斑的生成机理及控制铁路钢轨接触焊质量检查结果表明,灰斑已成为无缝线路钢轨焊接接头中最突出的缺陷。
在落锤和静弯试验中,灰斑是主要的断裂源。
目前,由于在各国焊轨生产中还没有行之有效的灰斑无损检测手段,也不能借助热处理来消除,因此,必须加强对其生成机理的研究,寻求在工艺上消除灰斑的办法。
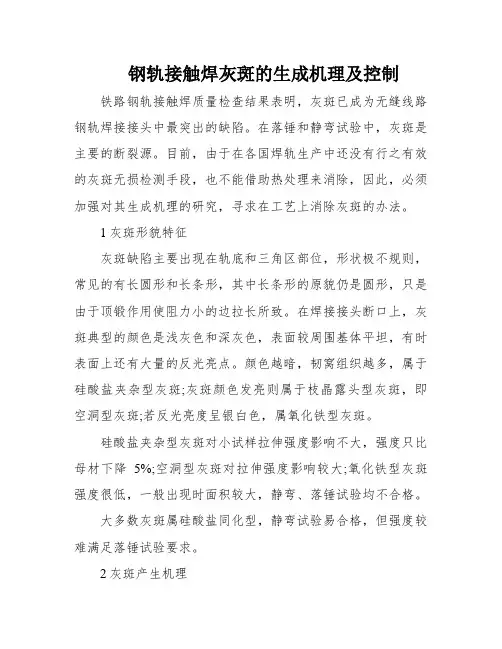
1灰斑形貌特征灰斑缺陷主要出现在轨底和三角区部位,形状极不规则,常见的有长圆形和长条形,其中长条形的原貌仍是圆形,只是由于顶锻作用使阻力小的边拉长所致。
在焊接接头断口上,灰斑典型的颜色是浅灰色和深灰色,表面较周围基体平坦,有时表面上还有大量的反光亮点。
颜色越暗,韧窝组织越多,属于硅酸盐夹杂型灰斑;灰斑颜色发亮则属于枝晶露头型灰斑,即空洞型灰斑;若反光亮度呈银白色,属氧化铁型灰斑。
硅酸盐夹杂型灰斑对小试样拉伸强度影响不大,强度只比母材下降5%;空洞型灰斑对拉伸强度影响较大;氧化铁型灰斑强度很低,一般出现时面积较大,静弯、落锤试验均不合格。
大多数灰斑属硅酸盐同化型,静弯试验易合格,但强度较难满足落锤试验要求。
2灰斑产生机理1)灰斑源于火坑残留物。
接触焊的本质是液态金属过梁的爆破,爆破后过梁的两端各留下一个圆形的坑,称为火坑。
如果爆破剧烈,出现的火坑则较大较深,随后该处即不参与后续闪光过程,而坑内硅锰铝三种元素的电机电位均高于铁,与侵人空气中的氧反应生成硅铝酸盐,由于硅铝酸盐熔点高,生成后呈固态,流动性差,易固结在融化面上,如果火坑比较深,硅锰铝在顶锻时不易排挤出而残留在坑内,从而生成硅酸盐夹杂型灰斑;如果坑中的硅锰铝来不及氧化,顶锻力不够大,则为枝晶露头型灰斑,其特征是,如果将闪光中断,可以见到接触焊两端密密麻麻大小对称的圆坑,因此焊接时要求闪光不能过于剧烈,且应细密而不中断。
K系焊机(乌克兰焊机)和Z系焊机(瑞典焊机)都采用脉冲闪光技术,产生灰斑的几率较低。
而G系焊机(瑞士焊机)采用电流反馈控制,在闪光过程中电流已经超出预设值,由于液压滞后的原因,出现持续12.2 s的大电流,易产生较多灰斑。
钢轨接头病害的成因与防治措施浅析1导论我国的铁路建设事业已经走在了世界的先进行列,如今随着高铁事业的腾飞发展,钢轨建设工作也成为了重要的关注点。
尽管我国已经在该项领域达到了世界先进水平,但在钢轨接头的工作上仍有待改进。
作为我国铁路线路检修工作中的薄弱环节之一,钢轨接头的工作就成为了维修、保养工作的重要组成部分。
钢轨接头病害的现象大量存在,产生钢轨接头的病害因素有很多,以下笔者将一一进行分析和探讨。
2钢轨接头病害的原因引起钢轨接头病害的原因有很多,主要是以下几点:(1)钢轨接头构造不规范钢轨接头的构造应该严格规范,每一个接头的构造都要严格遵守轨道建造标准指标。
钢轨接头构造如果不符合构造时的要求,就会造成钢轨接头病害。
车轮经过时,就会造成台阶和折角问题,而且这种现象也增大了接头处的压力,最终使轨道出现问题。
这是钢轨接头病害产生的先天性原因,是在构造时就存在的隐患[1]。
(2)钢轨接头附加不平顺钢轨接头附加不平顺是指在运营时造成的钢轨接头病害的原因,相比于先天性的因素,运营时的问题隐患更加复杂。
它可能是因为钢轨结构薄弱、磨损消耗太大,而且钢轨材质弹性差的原因所致。
这些问题在检查时,需要逐一考虑、逐一纠正。
(3)钢轨接头动态不合理钢轨接头动态不合理主要体现在两个方面:一是轨道线路存在暗坑吊板和道床的问题,致使轨道弹性不均匀,造成轨道下沉。
另一方面是,轨道弹性和荷载波动不在正常范围内,致使轨道接触轨迹的波形难以控制,也不在预期的正常范围内。
(4)维修工作质量低日常的维修工作也是保证钢轨正常运行、接头正常的保障。
钢轨接头病害的另一大因素就是钢轨维修工作的质量低,主要是:一维修人员工作方法不当,没有严格按照钢轨接头的维修检查工作的标准。
例如,接头轨枕空吊不能及时处理、接头捣固工作完成质量低、石砟密实工作不到位等[2]。
二是维修人员工作态度不够,对于检查、维修工作执行力度低,对列车运行造成的钢轨接头松懈、弹条崩断、接头螺栓断裂、胶垫压溃等问题没有很好解决。
钢轨接头病害的成因分析和整治措施摘要:钢轨接头夹板的强度、刚度的不足会造成钢轨接头结构薄弱,而接头养护维修工作中,接头螺栓扭拒不足、接头轨枕扣件不密靠等因素,加大了轨道结构的不连续性。
钢轨接头结构上的不平顺主要是接头轨缝,轨缝愈大,台阶愈大,折角愈大,轮轨间的冲击愈大。
轨面在接头区的不均匀磨耗是轨面不平顺的另一种形式。
钢轨接头在结构上的不连续和轨面不平顺是接头病害的成因。
加强轨缝和接头部位零部件的养护,保持合理的轨缝值、定期检查螺检扭矩和扣件,进行起道捣固作业,整治道床板结和翻浆,轨面打磨和焊补整修、改善轨下垫层弹性等综合整治措施,能够有效控制接头病害的产生和发展。
关键词:钢轨接头病害;轨道结构;轨面;不平顺;工务维修;养护Abstract:The strength and stiffness of rail joint splints deficiency can cause rail joint structure is weak, and the joint in the maintenance and repair work, joint bolt twisting rejected insufficiency, the fastener is not close by factors such as joint sleeper, increases the discontinuity of the track structure. Rail joint structure on the rail irregularity mainly joint seam, the greater the rail gap, the greater the steps, the greater the Angle, the greater the impact between wheel/rail. Rail surface uneven abrasion in the joint area is another form of rail surface irregularities. Rail joint on the structure of discontinuous and rail surface irregularities are the cause of joint disease. Strengthen rail gap and joint parts parts maintenance and keep the reasonable rail gap value, regularly check the screw torque and fasteners, way tamping operations, regulation harden and ballast pumping, rail surface grinding and weld repair, improve the comprehensive improvement measures, such as rail pad under elastic can effectively control the emergence and development of joint disease.Keypoint:Rail joint diseases; Track structure; Rail surface; Not smooth; Public works maintenance; maintenance钢轨接头是轨道的薄弱环节,是工务部门日常维修的重点,接头的养护维修工作量占到轨道维修工作量的60%~70% 。
钢轨焊接缺陷的产生及预防0 前言焊接缺陷对焊接质量的影响非常大,只有明确焊接缺陷的产生原因我们才能更好的控制焊接质量,从而获得理想的焊接接头。
只有钢轨焊接质量得到保障,才能更好的保障旅客乘车的安全。
1 焊接缺陷主要形式焊接缺陷可以分为外观缺陷和内部缺陷。
外观缺陷是指不用借助于仪器,从工件表面可以发现的缺陷,主要包括外观质量粗糙,鱼鳞波高低、宽窄发生突变,焊缝与母材非圆滑过渡,推瘤过程中推伤母材。
当前焊接方法中存在外观缺陷的主要是气压焊,常见的外观缺陷是错边,有时还会出现推伤母材的情况,但这种焊接方法目前已不再使用。
而内部缺陷主要以气孔、夹渣、未焊合、过烧、灰斑、裂纹为主。
不同的焊接方法产生的缺陷也不相同。
当前钢轨焊接方式主要分为气压焊、铝热焊、闪光焊三种。
当前钢轨焊接使用最多的方法是闪光焊,其主要缺陷是内在缺陷,主要以光斑为主。
但从外观质量和内在质量综合比较,闪光焊是目前比较理想的一种焊接方法。
2 焊接缺陷产生原因焊接缺陷产生的原因多种多样,接下来从不同方面对其进行分析。
外观缺陷产生原因可以分为人为、自然和冶金因素。
目前钢轨焊接,尤其是现场焊接,自然条件比较恶劣,人员操作水平有差异,所以在外观上很难控制。
冶金因素主要是钢轨出厂时每一根钢轨在几何尺寸上都会有或多或少的偏差,这种因素是人力无法改变的。
而焊接内在缺陷则可分为气孔,夹渣、未熔合、过烧、灰斑等。
气孔是焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。
其气体可能是熔池从外界吸收的,也可能是焊接冶金过程中反应生成的。
气孔可分为条虫状气孔、针孔、柱孔,按分布可分为密集气孔,链孔等。
气孔的生成有工艺因素,也有冶金因素。
工艺因素主要是焊接操作是否规范,母材或填充金属表面是否有锈、油污等。
由于水分在高温下分解为气体,高温金属中气体含量增加,熔池冷却速度大,气体来不及逸出,形成气孔残留在焊缝中。
气孔主要出现在铝热焊中。
而冶金因素则是由于在钢轨凝固界面上排出的氮、氢、氧、一氧化碳和水蒸汽等所造成的。
contents•引言•钢轨接头病害的类型与成因目录•钢轨接头病害的检测与评估•钢轨接头病害的整治策略与措施•结论与展望引言钢轨接头病害的定义和影响钢轨接头病害指的是钢轨接头部位出现的各种异常现象,包括变形、裂纹、磨损等,导致接头性能下降或丧失。
影响钢轨接头病害会严重影响铁路轨道的整体性能和稳定性,可能导致列车行驶不平稳、产生噪音和振动,甚至引发交通事故,威胁乘客和工作人员的生命安全。
通过对钢轨接头病害的深入研究,找出其产生的原因,提出相应的整治策略,以减少病害的发生,提高铁路运营的安全性和稳定性。
本研究成果可为铁路维护和管理部门提供科学依据和技术支持,有助于延长钢轨使用寿命,减少维修成本,提高铁路运营效率和经济效益。
研究目的和意义意义目的范围本研究将涵盖不同类型、不同使用年限和不同运营环境下的钢轨接头病害,对其进行全面分析和比较。
方法采用文献综述、现场调研、实验室试验等多种研究方法,对钢轨接头病害进行深入探讨。
同时,将运用现代检测技术和数值模拟手段,对病害原因进行定量分析和验证。
研究范围和方法成因钢轨接头处出现裂缝,严重时可能导致钢轨断裂。
钢轨接头开裂钢轨接头变形钢轨接头磨损由于外力作用或温度变化,钢轨接头处发生变形,影响列车平稳运行。
长时间使用导致钢轨接头处磨损严重,降低钢轨整体强度。
030201钢轨材质不良,如含有过多杂质,可能导致接头处抗疲劳性能下降,易于产生病害。
材质问题钢轨接头制造过程中存在的缺陷,如焊接质量不佳、热处理不当等,可能成为病害发生的诱因。
制造缺陷列车运行过程中产生的动态荷载、温度变化以及轨道结构变形等,都会对钢轨接头造成损伤,加速病害发展。
运营因素缺乏定期检查和及时维修,导致病害问题得不到有效解决,进一步恶化钢轨接头状况。
维护管理不到位评估利用超声波在钢轨内部传播的特性,检测钢轨接头内部的裂纹、气泡等缺陷。
这种方法具有无损、快速、准确等优点,被广泛应用于钢轨接头的检测。
钢轨接头病害成因及整治措施钢轨接头病害成因及整治措施摘要:随着我们经济不断的发展,我们再用钢轨接头方面的应用也变得越来越多,在我们生活中发挥着非常重要的作用,虽然一些小的零件可能并不是特别引人注目,但实际上如果它产生了一些问题,就会产生很大的副作用。
随着社会的不断发展,我国的经济也逐步进步,一些高铁列车的运用也越来越广泛。
包括一些重载型汽车火车的不断应用,对我们轨道设施的建设起到一个非常重要的作用。
这篇文章概括了一些关于接头病害产生的原因,包括一些接头病害的概述等,从保养维护的角度来说明对于轨道整体的整治方法,希望对于一些生产活动能够带来帮助。
关键词:整治方法损坏原因内容概要前言:随着科学经济的不断发展,我国高铁火车的运用越来越广泛,随着列车的提速和一些行车密度的不断加大,对我们轨道设施的基础建设提出了更加严格的要求,特别是对无缝线路钢轨的接头,经过一些调查和研究发现,它相对于之前的磨损力更大了。
并且,由于一些技术条件的限制,在我国很多情况下,普通线路在今天仍然有。
特别是在一些线路比较多,一些普通钢轨存在的大量接头的一些损害。
经过一些相关方面的调查,我我国针对一些高铁线路维修的工作的一个重要的问题,主要就是钢轨接头的病害方面比较大。
这个问题也时常困扰着我们维修工作人员,让我们产生了大量的问题,线路维修工作也因此不好进展,所以搞好钢轨接头的养护工作,控制好接头病害的产生根治和损坏的问题,是一项非常重要的课题。
当然钢轨接头也是我们的线路工作中最薄弱的环节之一,由于钢轨接头他自身的材质的问题,它存在一些先天性的不足,当我们的火车车轮在经过钢轨接头时,产生的剧烈摩擦和震动撞击造成了我们钢轨形状的磨损,对钢轨的损伤,甲板的弯曲或者割裂,混凝土的破坏或者是损坏撞到的一些板结,这其中包括一些传统钢轨接头的损害问题,这对根本的层次结构上来说,就是钢轨接头存在一些在轨道上结构不平稳的问题,不断有不断有不平滑的鬼面接头,导致了钢轨接头之间产生非常大的附加作用的摩擦力,这就导致了钢轨接头对我们在行驶火车的过程中的平稳性和稳定性影响非常大,其中最严重的就是钢轨接头的破坏。
钢轨闪光接触焊产生灰斑缺陷原因及消除方法研究钢轨闪光接触焊是一种常用的焊接方法,广泛应用于钢轨的连接。
然而,在实际使用中,有时会出现焊接产生灰斑缺陷的情况,这不仅影响了钢轨的使用寿命和安全性,还增加了维修成本。
因此,对于钢轨闪光接触焊产生灰斑缺陷的原因及消除方法进行研究具有重要的实际意义。
钢轨闪光接触焊产生灰斑缺陷的原因是多方面的,主要包括以下几点:1.焊接电流不均匀:焊接电流分布不均匀会导致焊接部位的温度不均匀,部分区域温度较低,从而形成灰斑缺陷。
2.焊接速度过快:焊接速度过快使得焊接部位的温度无法达到足够高,使得焊接质量下降,容易产生灰斑缺陷。
3.焊接电流过大:焊接电流过大会导致焊接部位温度过高,使得焊接质量下降,易出现灰斑缺陷。
4.焊接时间过长:焊接时间过长会导致焊接部位局部过热,可能造成灰斑缺陷。
为了消除钢轨闪光接触焊产生的灰斑缺陷,可以采取以下措施:1.合理设置焊接参数:根据钢轨的具体情况,合理设置焊接电流、速度和时间等参数,确保焊接部位温度均匀分布,避免产生灰斑缺陷。
2.控制焊接速度:控制焊接速度,使得焊接部位的温度能够适当升高,保证焊接质量,减少灰斑缺陷的产生。
3.控制焊接电流大小:根据具体情况,控制焊接电流大小,避免焊接部位过热,造成灰斑缺陷。
4.控制焊接时间:合理控制焊接时间,避免焊接部位过热,减少灰斑缺陷的产生。
5.加强焊接工艺控制:加强对焊接工艺的控制,确保焊接参数的准确控制和操作规范,从根本上减少灰斑缺陷的产生。
综上所述,钢轨闪光接触焊产生灰斑缺陷的原因主要包括焊接电流不均匀、焊接速度过快、焊接电流过大以及焊接时间过长等因素。
消除灰斑缺陷的方法主要包括合理设置焊接参数、控制焊接速度、控制焊接电流大小、控制焊接时间以及加强焊接工艺控制等措施。
通过采取这些方法,可以有效减少钢轨闪光接触焊产生的灰斑缺陷,提高焊接质量,延长钢轨的使用寿命。
钢轨闪光接触焊焊接接头的常见病害与防治分析作者:刘东朱峰来源:《硅谷》2014年第04期摘要本文针对钢轨闪光焊接头的几种常见病害,进行了病理分析,结合多年基地焊轨生产实践,找出防治焊接接头病害的相应措施,为减少接头病害提出了建议。
关键词钢轨;闪光焊;焊接接头;病害;防治中图分类号:U213 文献标识码:A 文章编号:1671-7597(2014)04-0072-02近年来,随着国内铁路建设的快速发展,全路相继开通了时速300 km的高速线路,高速线路的铺设对钢轨焊接质量提出了更高的要求。
钢轨焊接是无缝线路铺设的关键技术之一,钢轨焊接质量和无缝线路的安全性密切相关,直接关系到无缝线路的使用寿命和行车安全。
钢轨焊接接头的强度、韧性等力学性能与母材不同,无缝线路钢轨断裂,大部分发生在焊接接头处。
据统计,济南铁路局自1986年至今,焊缝失效折断占断轨总数的75%以上,是线路断轨的主要断裂方式。
本文参考既有的教材、资料,结合基地焊轨多年生产实践,针对钢轨闪光焊焊接接头的常见病害,进行病理分析,提出相应的防治措施,以减少钢轨焊接接头断裂,保障线路运输安全。
1 钢轨闪光接触焊接头常见病害钢轨接触焊是一种质量稳定可靠、生产效率较高的钢轨焊接方法,也是国内外运用最为广泛的一种钢轨焊接工艺,如何减少钢轨闪光焊接头病害,取得优质的焊接接头,是一个比较复杂的问题,涉及焊接设备状态,工艺参数选择,钢轨母材成分偏析,焊轨作业环境和操作人员的技能等诸多因素。
这要求我们在从事钢轨焊接工作时,不仅要考虑焊接设备、焊接工艺方面的问题,还要注意钢轨焊前的准备、焊接过程监控、焊后焊头的处理和焊头质量的检测等环节,多方面入手减少焊接接头病害,从而获得质量可靠的焊接接头。
在钢轨闪光接触焊焊接生产实践中,比较常见的焊接接头病害主要有以下几种:1)疏松。
疏松问题一般发生在半熔化区位置,由于钢轨含碳量增加,虽然这有助于改善钢轨的韧性与强度,但是却大大降低了钢轨的可焊性能。
钢轨接触焊灰斑的生成机理及控制
通过对钢执接触焊灰斑形貌特征的描述和灰斑生成机理的分析,介绍钢轨接触焊工艺中控制灰斑产生的方法。
铁路钢轨接触焊质量检查结果表明,灰斑已成为无缝线路钢轨焊接接头中最突出的缺陷。
在落锤和静弯试验中,灰斑是主要的断裂源。
目前,由于在各国焊轨生产中还没有行之有效的灰斑无损检测手段,也不能借助热处理来消除,因此,必须加强对其生成机理的研究,寻求在工艺上消除灰斑的办法。
1 灰斑形貌特征
灰斑缺陷主要出现在轨底和三角区部位,形状极不规则,常见的有长圆形和长条形,其中长条形的原貌仍是圆形,只是由于顶锻作用使阻力小的边拉长所致。
在焊接接头断口上,灰斑典型的颜色是浅灰色和深灰色,表面较周围基体平坦,有时表面上还有大量的反光亮点。
颜色越暗,韧窝组织越多,属于硅酸盐夹杂型灰斑;灰斑颜色发亮则属于枝晶露头型灰斑,即空洞型灰斑;若反光亮度呈银白色,属氧化铁型灰斑。
硅酸盐夹杂型灰斑对小试样拉伸强度影响不大,强度只比母材下降5%;空洞型灰斑对拉伸强度影响较大;氧化铁型灰斑强度很低,一般出现时面积较大,静弯、落锤试验均不合格。
大多数灰斑属硅酸盐夹杂型,静弯试验易合格,但强度较难满足落锤试验要求。
2 灰斑产生机理
(1) 灰斑源于火坑残留物。
接触焊的本质是液态金属过梁的爆破,爆破后过梁的两端各留下一个圆形的坑,称为火坑。
如果爆破剧烈,出现的火坑则较大较深,随后该处即不参与后续闪光过程,而坑内硅锰铝三种元素的电机电位均高于铁,与侵人空气中的氧反应生成硅铝酸盐,由于硅铝酸盐熔点高,生成后呈固态,流动性差,易固结在融化面上,如果火坑比较深,硅锰铝在顶锻时不易排挤出而残留在坑内,从而生成硅酸盐夹杂型灰斑;如果坑中的硅锰铝来不及氧化,顶锻力不够大,则为枝晶露头型灰斑,其特征是,如果将闪光中断,可以见到接触焊两端密密麻麻大小对称的圆坑,因此焊接时要求闪光不能过于剧烈,且应细密而不中断。
K系焊机(乌克兰焊机)和Z系焊机(瑞典焊机)都采用脉冲闪光技术,产生灰斑的几率较低。
而G系焊机(瑞士焊机)采用电流反馈控制,在闪光过程中电流已经超出预设值,由于液压滞后的原因,出现持续12.2 s的大电流,易产生较多灰斑。
(2) 顶锻挤出方法的误区。
当闪光焊末期的火坑较浅或火坑位于对接面的边缘时,一般认为可以靠顶锻把残留物挤出。
在G型系列焊机上通过提高预热参数(提高预热电压,延长加热时间)等方法,用加大顶锻量的方法克服灰斑产生。
采取措施后使轨端温度场梯度减少,但顶锻时徽粗量很大,加大了钢轨端面后的变形量,前端挤出效果反而差,出现顶锻前基底软,顶锻后灰斑面积大,流动感强的现象。
经观察,灰斑呈长条形(边界为直线,无圆弧线),表面平坦,是呈银白色的氧化亚铁。
因此,用加大顶锻量来减少灰斑的产生是一个误区。
(3) 钢轨母材的缺陷。
灰斑的生成除与焊接工艺有关外,还取决于钢轨母材。
如果钢轨断面上有疏松和夹杂,在闪光过程中,该区域的电阻值通常偏大,电流密度小,在烧化时不会产生闪光,会产生一个大的火坑,火坑中将有较多硅、锰、
硫、铝元素,其化学性质比铁元素活跃,与氧或液态氧化亚铁发生反应生成复合硅酸盐,远远超过钢轨中的平均成分,留下灰斑。
3 Gaas80/580焊机减少灰斑方法
(1)预热阶段温度场的调节。
在钢轨焊接闪光加热时,大部分热量的析出发生在钢轨的对接面上,通过热传导向后传,温度场梯度较大,但短路加热电流也很大,在两钳口之间的钢轨被加热,主要热量析出在钳口间的一段钢轨上,造成温度场梯度较小,对顶锻排挤减少灰斑不利。
此时,应注意预热短路前的快闪时间,一般设置在is以下,不让其发生闪光,如这个时间不合适,应当将其设置在1.3 s左右,使其可以闪光,提高短路预热梯度。
还有预热次数,对于合金轨,应适当增多。
(2) 烧化阶段参数匹配。
烧化量、电压、电流和烧化极限速度4个参量,可先凭经验确定,试焊并经检验合格后,用小正交试验得出最佳匹配值,但对于加速烧化阶段的烧化量,由于此时闪光很激烈,应控制烧化量,使温度梯度的温度场过渡到顶锻阶段的时机比较合适。
(3) 顶锻工艺参数的控制。
顶锻不是生成灰斑的原始因素,但却是减少灰斑的重要措施。
增加顶锻过程中的前端挤出量,可将对接面的火坑排挤到钢轨轮廓线外。
该阶段工艺参数的特点是:快速顶锻时位移量定得大一些,调节快速顶锻时间(顶锻阀开启时间),使之起限制作用,让它一般小于这个走行量,留有余量,以适应不同的加热状态,且前端的变形量可以大一些;在快速顶锻后,增加有电流的时间,由通常的1 s增加到1.5一2s,电压也可以升高,使前端热的金属进一步析出热量,增加前端的挤出量,以利于灰斑的排出。
4 结语
通过对钢轨闪光焊接中灰斑生成机理的探讨,提出了调整焊接工艺参数减少灰斑的办法,并将其应用于U75V 和BNbRe钢轨焊接工艺中,取得了70%80%试样无灰斑产生的良好效果。