钢轨焊接 ppt课件
- 格式:ppt
- 大小:12.27 MB
- 文档页数:95
轨道焊接工艺一、轨道接头的焊接1.焊前准备工作1.1 胎垫准备1.1.1 备两块紫铜板,规格-12×200×200,按轨道侧面的形状压出轨道两侧胎板。
另备一块钢板(或铜板),板厚为8mm,宽度为40mm,长度尺寸应大于底部宽度20mm,做轨道底部垫板用,这几块板的使用位置见后图。
1.2 轨道接口处的准备1.2.1 在离轨道接口端面50mm范围处,轨道四周必须用角向磨光机除去铁锈、油漆、氧化物等杂质。
1. 3 焊条准备1.3.1轨道的焊接材料进厂后,承缆人要进行复检。
轨道焊接前将复检报告提供给大连重工.起重第二制造事业部质量科。
1.3.2 轨道底部使用E5015-Ф5焊条,中部使用E8015-Ф5焊条。
1.3.3 轨道顶部使用D107-Ф5焊条。
1.3.4 上述焊条使用时,焊前必须在300~400℃的干燥箱内烘干并保温1小时以上,烘干后的焊条应放入保温筒内,随用随取,(焊条在空气中暴露3小时左右,使用时必须重新烘干)。
2.轨道接长焊接2.1 焊工资格:焊工必须是经过正规焊工考试合格者,且具有轨道焊接经验者才能承担此项焊接工作。
2.2 轨道接长焊接可在平地上进行,首先在焊接接头的位置上铺垫上四层石棉布(每层石棉布厚3mm,宽度500mm左右,长度要能包住轨道接头),用于轨道焊接时隔热和焊后保温,在石棉布上放置轨道底部用钢垫板(或铜垫板),然后按图1所示放置轨道,保证轨道接口处间隙18-20mm,并用1米钢尺检测轨道两侧及顶面,使其平直。
焊前应在轨道接口处底部先垫高8-10mm(反变形用),以修正轨道焊后变形。
2.3 用氧-乙炔对轨道进行焊前预热,予热温度300~350℃,每边预热长度为200mm,预热方向如图2所示。
注意:预热在整个范围内的温度必须一致,预热时最好两个人同时进行,以保证预热温度的均匀性。
2.4 轨道底部焊接当预热温度达到规定的要求后,用E5015-Ф5焊条进行轨道底部焊接,焊接电流为250~280A,底部应焊满焊平,见图3所示,两侧不得有凸起部分,否则中层焊接时,两侧铜胎板装不上去。


桥、门式起重机大车运行轨道应尽量使用无缝钢轨,但由于诸多因素的限制,大多数只能使用标准长度为12.5m的旧轨,这样每Anm线路上就分别有16个接头,因此给起重机运行带来冲击。
振动,不仅造成钢轨出现低接头,而且对起重机各部件的使用寿命与维修周期、司机的舒适、货物的平稳安全等都有影响。
为此通过焊接方法实现无缝长轨具有重要的现实意义。
目前,铝热焊接钢轨技术应用最为广泛,但成本较大,请工务段焊一个接头需2千元,且操作复杂,不易推广使用。
我站应用最普通的交流手工电弧焊机对既有线路的钢轨进行焊接,焊一个接头仅需120元的成本就可取得较好的效果。
现加以总结,供同行参考。
1 钢轨焊接时应注意的几个问题(l)钢轨是铁路专用的高碳中锰钢(见表1),焊接性较差,特别是大多数钢轨出厂时已作轨头表面淬火,加上板厚大,很容易产生焊接裂纹,尤其是延迟裂纹,在应力作用下还可能向母材(钢轨)及焊缝金属的纵深发展。
只有满足特殊要求,才能获得较好的焊接质量。
(2)线路上铺设的钢轨和焊接接头,使用中经受的是动载荷,破坏形式为疲劳断裂,因此,需要根据疲劳负荷的形式和影响疲劳强度的因素来研究提高其接头强度的措施,防止焊缝产生气孔、夹渣、未焊透和未熔合等缺陷。
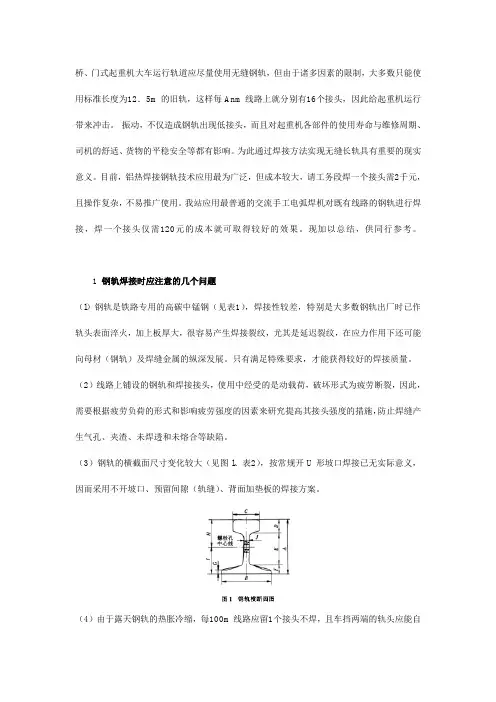
(3)钢轨的横截面尺寸变化较大(见图l、表2),按常规开U形坡口焊接已无实际意义,因而采用不开坡口、预留间隙(轨缝)、背面加垫板的焊接方案。
(4)由于露天钢轨的热胀冷缩,每100m线路应留1个接头不焊,且车挡两端的轨头应能自由伸缩。
焊接钢轨最佳的气温为h-30℃,焊接过程中应保证不受风雪和雨水侵袭,否则应停止焊接。
2 焊接准备2.1 调整钢轨需提前对整条线路进行全面检修,更换失效垫板、扣件、衬垫、缓冲胶板及螺杆等,发现钢轨有损伤、裂纹或扭曲不宜再用的必须更换,使整条线路外观上不产生左右错牙、前后高低不平和歪扭等缺陷。
调轨后最好能预留出轨缝8-10——,如果预留轨缝过小,会产生焊不透情况。
钢轨焊接理论培训讲义(移动闪光焊部分)铁科院金化所北京市海淀区大柳树路2号要紧内容梗概第一章:基础知识1.1:金属的力学性能1.2:钢轨的基本知识第二章:钢轨焊接理论2.1:钢轨焊接方法2.2:闪光焊接的基本概念与基本理论第三章:钢轨闪光焊接设备第四章:钢轨闪光焊接工艺与技术规程第五章:钢轨闪光焊接缺陷及预防第六章:钢轨焊接接头打磨第七章:钢轨焊接标准第八章:高速铁路钢轨焊接质量操纵附录1:百米定尺钢轨吊运,存放规定(暂行)附录2:钢轨焊接接头标识规则前言钢轨焊接质量关系到铁路与车安全铁路提速与客运专线建设对钢轨焊接质量提出了更高的要求<<中长期铁路网规划>>描给了2020年往常铁路进展的宏伟蓝图,未来几年是中国铁路大规模建设的关键阶段我国钢轨焊接作业人员的素养急待提高第一章基础知识1.1 金属的力学性能金属力学性能:定义:金属材料在一定的温度条件与外力作用下.抵抗变形与断裂的能力.要紧包含:强度、塑性、硬度与韧性。
1.1.1强度定义:金属材料在外力作用下抵抗永久变形与断裂的能力。
MPA=N/MM2 常用强度指标要紧有:抗拉强度屈服强度1.1.2塑性:定义:金属材料在外力作用下产生永久变形的能力常用的塑性批标要紧有:伸长率5与断面收缩率标距长度等于试样直径的5倍通常倍时的延伸率为同一材料的不能直接比较钢轨焊接中用拉伸试验抗拉伸试验试件及断口照片1.1.3硬度定义:衡量金属材料软硬程度的一种性能通常用压入硬度法。
常用硬度指标:布氏硬度、洛氏硬度、维氏硬度。
(1)布氏硬度:以一定直径、一定载荷P压入表面,保持一定时间,测量压痕直径D,求出压痕面积F(P/F=HB)表示方法:HBS(压头为卒火钢球,适用于布氏硬度值小于450的材料)HBW(压头为硬质全金,适用于布氏硬度450-650的材料。
比如:150HBS10/1000/30:表示用100MM淬火钢球,在9.81KN(1000KGF)载荷作用下,保持30秒。

论钢轨焊接技术工机2班陈霖20097590近几年铁路高速、重载的迅速发展, 轨道结构也由普通线路逐渐被无缝线路所取代。
与普通线路相比, 无缝线路消灭了大量钢轨接头,因而具有行车平稳, 轨道维修费用低, 使用寿命长等优点, 成为目前高速铁路线路建设的主要方法。
无缝线路是铁路轨道的一项重要新技术, 将普通钢轨焊接成一定长度的长轨条, 用具有一定长度的长轨条焊联并铺设而成的线路称为无缝线路, 长钢轨的焊接是铺设无缝线路的重要环节。
目前无缝线路钢轨接头的焊接方式主要有钢轨接触焊、气压焊和铝热焊三种:1.接触焊焊接方法及工艺钢轨接触焊( 闪光焊) 一般应用于工厂焊, 无缝线路95﹪是采用此种工艺完成的, 即把长度为25 米无孔标准轨焊接成为200- 500 米的长轨条。
其原理是利用电流通过钢轨接触面产生热量熔化钢轨局部端面, 再经顶锻完成焊接。
由于接触焊的焊接热源是来自工件的内部热源, 热量集中, 加热时间短, 焊接过程不需要填充金属, 冶金过程比较简单, 热影响区较小, 易获得质量较好的焊接接头。
焊轨厂所采用的焊接流程基本相同, 包括: 配轨、探伤、整修钢轨端面、进入待焊台位、焊接、粗磨、精磨、调直、正火、探伤、进入承轨台、装车运送至现场, 在所有工序中焊接最关键的一道工序, 其焊接质量好坏直接关系到线路维修工作量的多少, 如果出现问题, 严重时会危机到行车安全。
焊轨流水线采用的焊机有瑞士产的GAaS- 80 系列焊机, 乌克兰巴顿焊研所的K190、K900 系列焊机。
以GAaS- 80 系列焊机为例, 其焊接过程大体分为钢轨闪平、预热、加速烧化、有电流顶锻、保压推凸五个阶段。
与其他钢轨焊接方法相比, 闪光焊自动化程度高, 受人为因素影响小, 焊接设备配有计算机控制, 焊接质量波动小, 焊接生产率高等特点。
在正常情况下与气压焊、铝热焊相比, 钢轨的接触焊焊缝强度较高, 线路上断头率约在0.5/10000 以内。