RH真空精炼过程循环流量与混合特性的物理模拟-Journalof
- 格式:pdf
- 大小:685.61 KB
- 文档页数:5

RH循环流量水模实验研究李德军;于赋志;许孟春【摘要】通过物理实验模拟考察了RH精炼过程中吹气量、吹气方式、真空度、气体行程等参数对循环流量的影响,并对实验结果进行了分析和论述,得出结论,吹气量低于120 m3/h时,循环流量随吹气量的增大而提高,多孔吹气、真空度升高及增加气体行程均有利于循环流量的提高。
%The influence of these parameters such as blowing rate, blowing means, vacuum degree and air stroke on the circulation flow rate during RH refining was simulatively investigated based on the physical experiment. And then experimental results were analyzed and discussed. After that it is concluded that the circulation flow rate increases with increasing the blowing rate when the blowing rate is lower than 120 m3/h and blowing air through multihole supply, improv-ing the vacuum degree and lengthening the air stroke are beneficial for increasing the circulation flow rate.【期刊名称】《鞍钢技术》【年(卷),期】2015(000)005【总页数】4页(P17-19,40)【关键词】精炼;RH;循环流量;水模实验【作者】李德军;于赋志;许孟春【作者单位】鞍钢集团钢铁研究院,辽宁鞍山114009;鞍钢集团钢铁研究院,辽宁鞍山114009;鞍钢集团钢铁研究院,辽宁鞍山114009【正文语种】中文【中图分类】TF769RH精炼炉是德国鲁尔公司和海拉斯公司共同设计的真空精炼设备,有脱气、脱氧、脱碳、成分调整等多项功能。

RH真空精炼过程的动态模拟
黄宗泽;朱苗勇;许海虹
【期刊名称】《材料与冶金学报》
【年(卷),期】2002(001)003
【摘要】建立了描述RH真空精炼装置内钢液动态脱碳(脱气)模型.对RH真空精炼时的脱碳、脱氧、脱氮和脱氢过程进行了动态模拟研究,考察了浸渍管直径、循环流量、吹氩量、氧含量和真空度对脱碳和脱气过程的影响.动态脱碳(脱气)模型考虑了反应机理,认为脱碳是通过上升管中Ar气泡表面、真空室中钢液的自由表面和真空室钢液内部脱碳反应生成的CO气泡表面进行的,并且考虑了精炼处理时的抽真空制度.该模型能全面描述RH精炼过程中不同时刻钢液中碳、氧、氮和氢的含量,能较好预测实际过程,可用于RH真空精炼过程的优化和新工艺开发.
【总页数】6页(P189-194)
【作者】黄宗泽;朱苗勇;许海虹
【作者单位】上海宝钢集团公司,上海,201900;东北大学,材料与冶金学院,辽宁,沈阳,110004;东北大学,材料与冶金学院,辽宁,沈阳,110004
【正文语种】中文
【中图分类】TF114
【相关文献】
1.RH真空精炼过程循环流量的水模型研究 [J], 欧洪林;包燕平;岳峰;林路
2.RH真空精炼炉真空排气处理过程控制 [J], 侯耐平
3.RH真空精炼过程循环流量与混合特性的物理模拟 [J], 韩杰;王晓冬;巴德纯
4.侧底复吹RH真空精炼脱碳过程研究 [J], 耿佃桥;雷洪;赫冀成
5.椭圆形和圆形浸渍管在RH真空精炼过程中脱碳效果对比 [J], 王佳力[1];李菲[2];位业峰[1];张锟[1];田鹏[1]
因版权原因,仅展示原文概要,查看原文内容请购买。
分类号密级UDC学 位 论 文RH真空精炼环流管参数对循环流动影响的模拟研究作者姓名:张宇指导教师:王晓冬副教授东北大学真空与流体工程研究中心申请学位级别:硕士学科类别:工学学科专业名称:流体机械及工程论文提交日期:年月日论文答辩日期:年月日学位授予日期:年月答辩委员会主席:评阅人:东北大学2008年7月A Thesis in Fluid Machinery and EngineeringA Study on the Simulation forthe Fluid Flow in RH Refining Process Under Different Parameters of Immersion Tubesby Zhang YuSupervisor: Associate Professor X.D. WangNortheastern UniversityJuly 2008独创性声明本人声明,所呈交的学位论文是在导师的指导下完成的。
论文中取得的研究成果除加以标注和致谢的地方外,不包含其他人己经发表或撰写过的研究成果,也不包括本人为获得其他学位而使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均己在论文中作了明确的说明并表示谢意。
学位论文作者签名:日期:学位论文版权使用授权书本学位论文作者和指导教师完全了解东北大学有关保留、使用学位论文的规定:即学校有权保留并向国家有关部门或机构送交论文的复印件和磁盘,允许论文被查阅和借阅。
本人同意东北大学可以将学位论文的全部或部分内容编入有关数据库进行检索、交流。
作者和导师同意网上交流的时间为作者获得学位后:半年 □ 一年□ 一年半□ 两年□学位论文作者签名:导师签名:签字日期:签字日期:IRH真空精炼环流管参数对循环流动影响的模拟研究摘要RH真空精炼装置的环流管参数直接影响了RH精炼过程钢液的流动和冶炼的效率,因此对环流管参数的研究和分析具有很高的学术价值和实际意义。
RH真空精炼过程气液两相流动行为及气泡驱动效率的研究RH真空精炼是一个涉及气液两相流动、传热传质和化学反应等复杂的冶金过程,其循环脱气是通过吹入氩气驱动钢液来实现的,吹氩条件及氩气泡在钢液中的流动行为对精炼效率的影响至关重要。
在实际生产过程中,各操作参数及结构对循环精炼效率的具体影响难以准确测量和定量研究。
因此,通过物理模拟与数值模拟相结合的办法来研究RH真空精炼过程已成为开发RH新工艺、新装置模型的主要手段,进而达到提高精炼效率的目的。
本文采用水模型模拟实验和计算流体力学(CFD)数值模拟相结合的方法,将气泡聚并、破碎等微观行为与气泡驱动效率等宏观特性相联系,并考虑了吹氩角度和吹氩流量两因素对循环流动效率的协同影响,对RH精炼过程中多相流动和混合特性以及气泡驱动效率作了深入研究。
此外,在传统RH真空精炼装置基础上提出了两种新型浸渍管截面形状的单纯底吹真空循环精炼装置,以及一种新型浸渍管截面形状的侧底复吹真空循环精炼装置模型,并进行了物理及数值模拟,本文主要研究工作如下:(1)以某钢厂180tRH真空精炼装置为原型,设计加工了几何相似比为1:5的RH真空循环脱气水模拟系统,利用水模型试验进行两因素(喷吹角度和吹氩流量)作用下三水平的水模型正交试验研究,深入揭示了RH真空精炼过程中循环流动状态变化规律,考察吹氩流量与吹氩角度对循环流量的影响程度,并寻求最佳的吹氩方案。
(2)建立了描述RH真空精炼过程气液两相流动的三维数学模型,采用计算流体力学(CFD)数值求解方法,获得了RH上升管、真空室、下降管、钢包内整体多相循环流动行为及混合特性。
在此基础上,探讨了同等真空度下吹氩喷嘴分布形式、吹氩喷嘴上下排间距等参数对循环流量的影响。
在获得稳定流场的基础上,应用示踪剂浓度扩散模型,模拟了RH精炼过程的混合特性,获得了示踪剂浓度-时间变化曲线,与物理模拟结果相比较,有较一致的变化趋势。
(3)为进一步深入探索RH真空精炼过程循环流动规律,在数值模拟获得稳定流场的基础上,建立CFD-PBM (Population Balance Model)耦合模型,把气泡聚并和破碎行为的研究引入到CFD求解框架之内,考虑气泡聚并、破碎对循环流动行为的影响,实现了对气泡大小分布以及气相结构的定量描述。
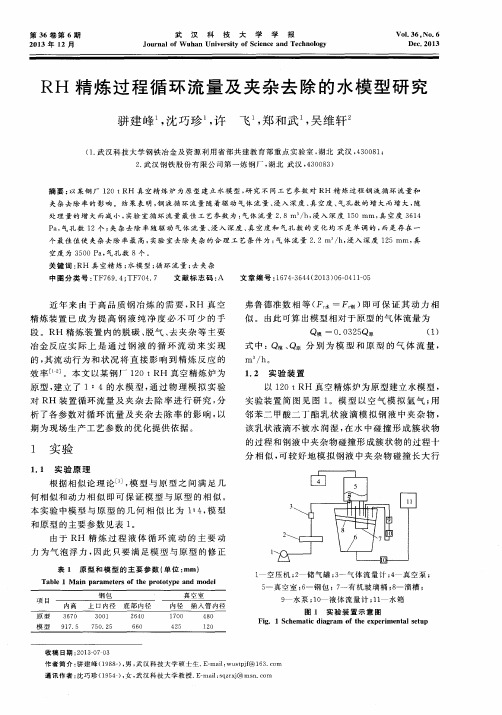
第3卷第2期材 料 与 冶 金 学 报Vol 13No 12 收稿日期:2004-04-15. 作者简介:舒宏富(1971-),男,浙江龙游人,工程师,东北大学硕士研究生,E -mail:s hf163ss@1631com;邹宗树(1958-),男,山东章丘人,东北大学教授,博士生导师.2004年6月Journal of Materials and MetallurgyJune 2004RH -MFB 真空精炼过程中循环流量的物理模拟研究舒宏富1,2,宋 超1,张晓峰1,张 战2,邹宗树2(11马鞍山钢铁股份公司技术中心,安徽马鞍山243000;21东北大学 材料与冶金学院辽宁沈阳110004)摘 要:在120t RH -MFB 多功能真空精炼装置1B 5145比例的水模型上,采用毕托管测定下降管内钢水流速,从而测定循环流量的方法,研究了真空循环精炼过程中钢液的环流特性.考察了该冶金反应器主要结构参数和工艺操作因素,包括插入管内径、驱动气体流量、驱动气体用喷嘴个数及其布置、驱动气体引入位置(气泡行程)、插入管浸入深度、钢水处理容量等对循环流量的影响关系.结果表明,循环流量随插入管内径、驱动气体流量、驱动气体用喷嘴个数、气泡行程、插入管浸入深度的增加而加大.关键词:真空循环精炼;RH;循环流量;物理模拟中图分类号:TF76914 文献标识码:A 文章编号:1671-6620(2004)02-0107-06Study on circu lation flow rate in water modelof RH -MFB vacuum refin ing processSHU Hong -fu 1,2,SONG Chao 1,ZHANG Xiao -feng 1,Z HANG Zhan 2,ZOU Zong -shu2(11Maanshan Iron &Steel Corporation,Maanshan 243000,Anhui,China;21School of Materials and Metallurgy,Northeas tern Universi ty,Shenyang 110004,China)Abstract:The flow characteristics and circulating flow rate of the vacuum refining process were investigated on a 1B 5145water model of a 120t R H -MFB uni t.Pitot tube was used to masure the velocity of fluid flow in the down -snorkel,and then to calculate the circulation flow rate.The influences of the main process and structure factors such as the lifting gas flow rate,the diameter of up and down snorkels,the number and distribution of nozzles etc.,were considered and exami ned.The resuts show that the circulati on flow rate of the vacuum refining process increases with the increase of the lifting gas flow rate,the diameter of up and down snorkels,the number of nozzles and the immersion -depth of the snorkels.Key w ords:vacuum circulation refining ;RH process;circulating flow rate;water modelingRH 装置的循环过程是在真空体系下,由于驱动气体输入时产生的气泡上升膨胀作功导致流体在整个装置中循环流动.单位时间内通过RH 真空室的钢水量,即循环流量,是流体循环能力的最重要的特征量.从宏观上说,R H 精炼的限制性环节在于钢液的循环流动和混合,钢液成分和温度均匀化、脱碳等精炼反应的速度与效果,都与之有关.所以,循环流量是反映RH 装置处理效率的指标之一.本研究将通过水模实验系统考察了驱动气体流量、插入管内径、浸入深度、驱动气体引入点(气泡行程)、钢水处理量、喷嘴个数及其布置等因素对循环流量的关系,进而探讨如何改善系统的循环流动条件以提高精炼的效率.1 实验装置整个装置由RH -MFB 及钢包水模型、气源系统、气体分配器及输送管路、真空系统、计量系统和检测系统组成,如图1所示.图1 实验装置示意图Fig 11 Schematics of experimental apparatus1)钢包模型;2)毕托管;3)真空室模型;4)模拟顶枪(单孔拉瓦尔喷头,顶吹CO 2);5)抽气孔(接真空泵);6)提升气体入口(接压缩空气)111 模型设计参数根据实际钢包和RH -MFB 尺寸按1:5145比例制作有机玻璃模型,实际钢包和RH -MFB 尺寸以及水模型的部分尺寸见表1.不同出钢量对应的熔池深度见表2.112 提升气体用喷嘴内径及其布置根据既要考虑实验用气的供给,又要保证其在进入RH 上升管前的流动与实物中的流体流动处于同一自模化区的原则来确定提升气体用喷嘴内径.本实验中采用的喷嘴内径为1mm.工况条件下,12个喷嘴在插入管上分上下两层,每层6个,每120b 方向上设一组,每组两个喷嘴,两嘴间夹角为30b .两层轴线错开60b 形成互补,叠加后宏观效果相当于12个喷嘴均匀布置(喷嘴间夹角为30b ),如图2所示.对8和16个喷嘴的布置,在水模实验中也根据这一思想设计.表1 钢包和R H -MFB 水模型主要参数Table 1 Dimension and main parameters of ladle and RH -MF B model 项目钢包部分上口直径下口直径高度mm RH -MFB 部分真空室直径插入管径长度浸入深度mm提升气体平均气量m 3#h -1原型30772666360618005001500400氩气96模型56448966133091172757313空气1139表2 不同出钢量对应的熔池深度Table 2 Depth of liquid in ladle correspondi ng to various taps出钢量/t100105110115120130实际钢包熔池深度/mm 237624812590269227913006水模型液体深度/mm435164541847418493165111755111图2 原型与水模型中喷嘴布置示意Fig 12 Schematics of nozzle distributioni n model and its prototype2 实验方法211 提升气体流量的计算根据实际冶金反应器和水模型两者的修正弗鲁德准数Fr c 相等,可以计算模型提升气体流量与实际RH 气体流量的关系.取上升管内径D 为几何特征参数.Fr c =Q g u 2gD (Q l -Q g )=Q c g u c2gD c (Q c l -Q c g )(1)式中u 为流速;g 为重力加速度;Q l 和Q g 分别为液体和气体的密度.提升气体进入上升管后,管径D 与气体体积流量V 之间的关系式为u =4V P D2(2)代入式(1),考虑到该条件下液体密度远大于气体密度,所以式(1)中密度差可用液体密度代替,得V c V 2=Q g Q c g D c D 5Q c l Q l(3)由于所有气体压力与流量计量表都是在标准状态下标定的,所以根据气体状态方程对气体压力、密度进行修正,即V c =V c 0p 0p c T c T c 0 V =V 0p 0p TT 0(4)Q c g =Q c g0p c p 0T 0T c Q g =Q g0p p 0T 0T(5)将式(4)、式(5)代入式(3),可得108材料与冶金学报 第3卷V c0 V0=D cD5Q c lQ lQ g0Q c g0p cpTT c(6)将相关参数代入式(6),就可以计算出水模型提升气体流量与原型之间的关系.V c0=0101448V0(7) 212实验因素水平为考察插入管内径、喷嘴个数、提升气体流量、气泡行程、插入管浸入深度和钢水处理量对循环流量的影响,以工况条件为基准进行如下工艺参数组合测定RH-MFB冶金反应器不同工艺参数组合条件下的循环流量的实验.实验因素水平见表3.表3主要实验因素水平Table3Levels of key experimental factors项目插入管内径mm喷嘴个数个提升气体流量m3#h-1插入管浸入深度mm包内液体深度mm气泡行程mm原型5001296(平均)4002590/2791/30061068 91178014731447417311012016108/114511196-16018108/114551219模型--110-----112-----114-----116---213循环流量的测定原理与方法循环流量的测定方法大体有两种:直接法(体积法)和间接法(速度法或压差法).前者主要有溢流法[1,2];后者有超声波流量计[3]、结合示踪剂的频闪照相法[4]、PI V粒子成像测速仪、毕托管、阿纽巴流量管等.本实验采用毕托管来测循环流量.在一定驱动气体流量和真空作用下,水流在水模型中作稳定循环流动,液体下降时通过的唯一通道就是下降管,所以本实验选用下降管中液体的体积流量作为循环流量.由毕托管测出RH 下降管内的钢液平均线速度u,然后根据速度u、下降管内径D与循环流量Q之间的关系式(8)计算出循环流量.Q=P4u D2(8) 3实验结果与讨论311下降管内钢水流速分布在下降管的中部两个相互垂直的截面上每隔15m m各取6点测速,然后根据积分法算出平均值作为截面的平均流速.实验过程中测定了在气体流量为114m3#h-1、6个喷嘴、包内液体深度511m m 的条件下的流速情况,结果见表4和图3.表4114m3#h-1气体流量下模拟120t钢水处理量时下降管内的流速Table4Fluid velocity in down-snorkel under the condition of114m3#h-1lifting gas flow ratefor modeling processing capacity of120t steel插入管内径各测量点(沿管径方向x处/mm)的平均流速/m#s-1 102540557085D1=9117mm014330143701439014410144001439 D2=110mm014320143801440014420144101438由表4和图3知,下降管管内流体流速在纵横两个截面上基本一致,靠下降管的外侧略小,截面各点流速在01432~01442m#s-1之间,对应于两个不同内径下降管管内流体的雷诺数分别在38927~39647和46588~47667之间,属紊流状态,速度分布较为均匀.这与王军文[5]、R1K1Hanna等[6]采用毕托管和热线测速仪测量下降管中流体流速的结果基本一致.312提升气体流量、钢水处理量对循环流量的影响由图4及后续各图都可以看出,随气体流量的增加,循环流量也增加;在同一气体流量条件下,随钢水处理量的增加,循环流量略有所下降,但幅度不大,可见钢水处理容量对循环流量的影响较小.理论研究也表明[7],分批处理是R H法主要特点,其处理容量的上限在理论上说是没有限制的.但有一点值得注意,当钢水处理量增加时,熔池深度也增大,单位搅拌功率降低,环流随之减弱,混匀时间变长,不利于成分和温度的均匀.这可以通过扩大插入管内径或调节相应的驱动气体流量来解决.109第2期舒宏富等:RH-MFB真空精炼过程中循环流量的物理模拟研究313 插入管浸入深度与循环流量的关系在模拟120t 和130t 处理量时,各自选取7314mm 、108mm 和7314mm 、114mm 的浸入深度进行实验,结果见表5和图5.表5 不同插入管浸入深度下循环流量与气体流量的关系Table 5 Variation of liquid c irculation rate with gas flow rate at different snorkel imm ension depths模拟吨位浸入深度各气体流量(m 3#h -1)下的循环流量/L #min -1014016018110112114116120t7314mm119179132133138178144112154125160125169142108mm121167145143157188163105168152173182182130比较/%115591011211011161814771817107130t7314mm100135121136125194134164138133152119158167114mm109193150153164190176140180122188181196165比较/%8171191382316323167231241914019131图5 模拟120t 和130t 时不同浸入深度下循环流量与气体流量的关系Fig 15 Relation between liquid circulation rate and gas flow rate at different snorkel i nmm ens ion depths由表5知,插入管浸入深度对循环流量有显著影响.在同一气体流量下,随浸入深度的加大,气体作功增加,循环流量也增加,并且在气体流量处于016~110m 3#h -1范围内的增幅较110~116m 3#h -1范围内的大.314 气泡行程与循环流量的关系气体从喷嘴出口吹入点开始到真空室熔池液面所经历的距离,即为气泡行程.气泡行程过短会产生吹透现象,不利于循环流动.气体引入点在上升管内位置降低时会使气泡行程加大、搅拌功率增大,作功增多,利于提高循环流量.实验过程中选定173mm 、196mm 和219mm 三个行程进行实验,结果列于表6和图6.从表6看出,当气泡行程从173mm 增到196mm 时,循环流量将增加110材料与冶金学报 第3卷3195%~8100%;当从196mm 增加到219mm 时,循环流量将增加1121%~3156%.表6 不同气泡行程下循环流量与气体流量的关系Table 6 Relation between liquid circulation rate and gas flow rate at different bubble traveling path 气泡行程各气体流量(m 3#h -1)下的循环流量/L #min -1014016018110112114116¹173mm 106170125140128188137140144120153115161128º196mm 115198131179139168148181155105160162167192»219mm 119125133137144164153167158126164198171147º比¹增加/%8100418671737163710141643195»比º增加/%2191112131563131210921782112图6 不同气泡行程下循环流量与气体流量的关系Fig 16 Relation between liquid circulation rate and gasflow rate at different bubble traveli ng paths315 喷嘴个数与循环流量的关系许多有关驱动气体流量与循环流量关系的研究都表明,循环流量随气体流量的增加而增加,但存在一个/饱和值0,超过该饱和值,再增大气体流量,循环流量将会下降.换句话说,增加的气体流量将需要有其他途径来消化它,否则将无济于事.增加喷嘴数量就是有效途径之一.Kato [8]在水模型研究RH -OB 时认为最佳喷嘴数为10个,并且还认为将10个喷嘴均布在一层或两层的水平面上的效果相近,若布置在三层水平面上则效果更佳.鉴于此,进行了不同喷嘴个数条件下的实验,结果见表7和图7.由表7和图7可以看出,随喷嘴个数的增加,循环流量增大.在驱动气体流量由014m 3#h -1到116m 3#h -1范围内,当喷嘴个数从8个增加到12个时,将有4100%~10124%的增幅;继续增加到16个喷嘴时,则有7123%~10188%的增幅;而从12个增加到16个时,则增幅不如从8个增加到12个或16个时的增幅大.表7 不同气体流量下喷嘴个数对循环流量的影响Table 7 Effect of number of nozzles on circulation rate at various gas flow rates喷嘴个数各气体流量(m 3#h -1)下的循环流量/L #min -1014016018110112114116¹ 8 111151121173127142134199141188150135158167º 12115198131179139168148181155105160162167192» 1612213913312214110251491672157107316512721701134º比¹增加/%41008126916210124912861835183»比º增加/%5153110901960158113121891132»比¹增加/%9175914410168101881017191927123316 插入管内径对循环流量的影响选取上升管内径为110mm 和9117mm 两种尺寸进行实验,结果如表8所示.由表8可知,扩大内径有利于提高循环流量,当插入管内径从9117mm 增加到110mm,循环流量将增加45%左右.表8 不同气体流量下插入管内径与循环流量的关系Table 8 R elation between snorkel diameter and circulation rate at various gas flow rates插入管内径各气体流量(m 3#h -1)下的循环流量/L #min -1014016018110112114116D 1=9117mm 115198131179139168148181155105160162167192D 2=110mm 168112191149202189216100225111233109243192111第2期 舒宏富等:RH -MFB 真空精炼过程中循环流量的物理模拟研究图7喷嘴个数对循环流量的影响Fig17Effect of number of nozzles oncirculation rate at various gas flow rates而从表4的数据看出,在相同的气体流量条件下,它们的下降管内流速基本相等,因此,循环流量的大小还取决于环流面积(与管径的平方成正比).一般来说,管径大时,循环流受到管子形状、升降流股的相互影响以及涡流的影响也比较小.另一方面,在固定的驱动气体流量范围内,当环流面积较大时,分散的气泡群有可能获得足够的抽引力,更充分发挥气泡的抽引作用,以提高效果.317工况条件下循环流量根据相似原理,模型与原型下降管内液体的体积流量和速度各自存在如下关系Q m=(1/5145)215Q p u m=(1/5145)015 u p(9)式中有角标/m0的是模型测得的值;有角标/p0的是原型的值将实验结果中的体积流量换算成质量流量,然后由式(9)计算原型的循环流量,结果列于表9.由表9知,当处理量为120t、12个喷嘴工况布置、浸入深度400mm和驱动气体流量为110m3#h-1时的循环流量为84137t#min-1,接近于原型设计规程中驱动气体流量为120m3#h-1条件下的87t#min-1的最大循环流量.可以预见,当驱动气体流量达120m3#h-1时原型循环流量将能够达到87t#min-1.表9设计条件下水模型和原型的主要参数Table9Key parameters of model and its prototype参数水模型/(原型)气体流量/m3#h-1014/(28)016/(4114)018/(5512)110/(6911)112/(8219)114/(9617)116(11015)流速/m#s-10131(0172)0134(0179)0137(0186)0140(0193)0141(0196)0143(1100)0144(1103)环流/L#min-1 t#min-1121136(58191)134164(65135)145143(70159)155147(75146)160125(77178)171163(83131)173182(84137)4结论(1)通过实验初步摸清了RH工艺的提升气体流量、插入管浸入深度、气泡行程、喷嘴个数及其布置和钢水处理量对循环流量的影响.循环流量随气体流量、浸入深度、气泡行程和喷嘴个数的增加而增大.当气泡行程从173mm增到196mm 时,循环流量将增加3195%~8100%;当继续增加到219m m时,循环流量将增加1121%~3156%;当循环流量随提升气体流量增大而达到0饱和0时,可通过增加喷嘴个数来解决.实验研究表明,当喷嘴个数从8个增加到12个时,在驱动气体流量由014m3#h-1到116m3#h-1范围内,循环流量将增加4100%~10124%;继续增加到16个喷嘴时,则有7123%~10188%的增幅.(2)结合实验结果根据相似原理推算,在110 m3#h-1驱动气体流量、12个喷嘴工况布置、处理120t钢水时的循环流量为84137t#min-1.可以预见,当驱动气体流量达到120m3#h-1,原型循环流量将能够达到87t#min-1.参考文献:[1]彭一川,李洪利,刘爱华,等.RH水模型的理论和实验研究[J].钢铁,1994,29(12):15-18,26.[2]朱德平,魏季和,郁能文,等.真空循环精炼过程中钢液的流动和环流特性[J].包头钢铁学院学报,2001,20(1):12-18. [3]齐凤升,王承阳,李宝宽.R H真空循环脱气装置水模型循环流量的实验分析[J].材料与冶金学报,2002,1(4):272-276. [4]王潮,张鉴,杨念祖,等.单嘴精炼炉流场及环流速度的水模型研究[J].特殊钢,1998,19(2):12-15.[5]王军文.宝钢RH-喂线的物理模拟研究[D].沈阳:东北大学,1996.11.[6]Hanna RK.Ci rculation charac te ristic of RH de gass ing vess el watermodel[J].Ironmaking and Steelmaking,1994,21(1):37.[7]徐曾启.炉外精炼[M].北京:冶金工业出版社,1994.95.[8]Yoshi ei Kato.Fluid Flow in Ladle and Its Effect on Decarburiz ati onRate in RH degasser[J].ISIJ International,1993,33(10):1088 -1094.112材料与冶金学报第3卷。
RH真空精炼原理及工艺简介孙利顺(唐山钢铁股份有限公司技术中心唐山邮编063016)摘要:本文简要分析了RH真空处理的钢水循环“气泡泵”原理、真空脱气原理、真空脱氧原理、真空脱碳原理与合金化原理,介绍了本处理、轻处理、深脱碳处理等处理模式。
关键词:真空精炼;气体;夹杂物1 钢中的气体、非金属夹杂物及其对钢质量的影响钢中除了含有各种常规元素和合金元素外,还含有微量的气体(氢、氮和氧)及非金属夹杂物。
由于氧在钢中与合金元素结合成各种类型的氧化物以非金属夹杂物形式存在于钢中,所以钢中的气体通常是指溶解在钢中的氢和氮,其含量大致波动在1—100ppm之间。
虽然钢中气体和非金属夹杂物的含量不高,但对钢的质量和性能会产生较大影响,甚至导致钢材报废。
1.1氢对钢质量的影响钢中含氢有害无利,它对钢的不良影响主要表现在以下几个方面;(1)氢脆。
氢脆是氢对钢的机械性能不良影响的重要表现。
随着钢中含氢量的增加,钢的强度特别是塑性和韧性将显著下降,使钢变脆,称为氢脆。
氢脆随钢强度的增高而加剧,因此对高强度钢来说,氢脆尤为突出,高强度钢平均含氢量不到1ppm就可能出现氢脆。
(2)白点。
氢以氢原子形式溶解在钢中,在钢液中的溶解度比在固态钢中大得多。
当温度下降时,氢在钢中的溶解度降低,氢原子便扩散到显微孔隙、夹杂物附近或晶界间,结合成氢分子(2[H]={H2})。
氢分子在该处不断地聚集,同时产生巨大的压力,当其聚集压力超过该处钢的强度极限时,产生裂纹,使钢的机械性能(特别是塑性)降低,甚至断裂。
裂纹的部位常呈银白色圆点,称为白点。
(3)钢中含有较多的氢还会使钢锭产生点状偏析,以及使钢锭上涨或产生内部疏松。
1.2氮对钢质量的影响氮对钢质量的影啊表现为不良和有益两个方面。
不良影响主要表现在以下几个方面:(1)氮使钢产生时效硬化。
氮在低温下它是过饱和状态,必然从钢中析出。
但是钢中的氮不是以气体存在,而是呈弥散的固态氮化物缓慢地从钢中析出,逐渐地改变着钢地性能,使钢的强度和硬度增加,塑性和冲击韧性显著降低,这种现象称为老化或时效。