塑钢门窗设备基本配置及参数
- 格式:docx
- 大小:589.79 KB
- 文档页数:8

塑钢窗技术性能标准第一篇:塑钢窗技术性能标准塑钢窗技术性能标准1.塑钢门窗保温节能性能塑钢门窗为多腔式结构,具有良好的隔热性能,其传热性能甚小,仅为钢材的l/357,铝材1/250,可见塑料门窗隔热、保温效果显著,尤其对具有暖气空调设备的现代建筑物更加适用。
有关部门对此进行调查比较,即:使用塑钢门窗比使用木门窗的房间冬季室内温度可高4—5度;北方地区使用双层玻璃效果更佳。
据建研院物理所测试,单玻钢,铝窗的传热系数为64W/M2K;单玻塑钢窗的传热系数是47W/M2K左右;普通双层玻璃的钢,铝窗的传热系数是3。
7W/M2K左右;而双玻塑料钢窗传热系数约为2。
5W/M2K。
门窗占建筑外围护结构面积的30%,其散热量占49%,由此可知,塑钢窗有很好的节能效益.2.塑钢门窗物理性能塑钢门窗的物理性能主要是指:PVC塑钢门窗的空气渗透性(气密性)、雨水渗透性(水密性)、抗风性能及保温和隔音性能。
由于塑钢门窗型材具有独特的多腔室结构,并经熔接工艺而成门窗,在塑钢门窗安装时所有的缝隙均装有门窗密封胶条和毛条,因此具有良好的物理性能。
3.塑钢门窗耐腐蚀性:塑钢门窗因其独特的配方而具有良好的耐腐蚀性能,其次塑钢窗耐腐蚀性取决于五金件的使用,正常环境下五金件为金属制品,而具有腐蚀性的环境下的行业,如食品、医药、卫生、化工及沿海地区、阴雨潮湿地区,选用防腐蚀的五金件(工程塑料),其是使用寿命是塑钢门窗的10倍。
4.塑钢门窗耐候性:塑钢门窗采用特殊配方,原料中添加紫外线吸收剂、及耐低温冲击剂,从而提高了塑钢门窗耐候性。
长期使用于温度气候的环境中,在一30度~70度之间,烈日、暴雨、干燥、潮湿之变化中,无变色、变质、老化、脆化等现象。
塑钢窗在西欧已有三十年之实例,其材质完好如初。
5.塑钢门窗防火性:塑钢门窗不自燃、不助燃、离火自熄、安全可靠,符合防火要求,这一性能更扩大了塑钢门窗的使用范围。
6.塑钢门窗绝缘性能塑钢门窗使用异型材优良的电绝缘体,不导电,安全系数高。


塑钢门窗技术规范一、设计规范1.窗型设计1)密封性能和保温性能要求高的采用平开窗,否则采用推拉窗2)一般情况下,考虑到滑轮的承重及材料本身的抗风压强度,双扇推拉窗宽度不宜超过1800mm,扇高不宜大于1500mm3)洞口宽度小于600mm时,不宜采用推拉窗,应考虑采用平开窗或上悬窗4)平开扇宽度不宜大于600mm,中空玻璃平开扇以不大于550mm为宜,装平开铰链的窗扇,高不宜大于1500mm;装滑撑的窗扇,高不宜大于1200mm5)平开窗以内开为宜,可有效提高安全性能,若设计院要求外开,应在设计中增加安全防护措施;7层以上建筑不采用外开窗;悬窗扇高度不宜大于800 mm,宽度不宜大于1200mm6)一般情况下,考虑到滑轮的承重及材料的刚度,推拉门扇宽度不宜大于2000mm,高度不宜超过2200mm,若超过此规格,需选用专用的加重型滑轮及型材7)一般情况下,平开门扇宽度不宜大于900mm,高度不宜大于2200mm,双扇平开门宽度应在1200-1800mm之间,超出此范围需考虑增加固定分格8)窗型分格设计应上下、左右照应,横框和竖框应尽量分别对齐,窗扇高度位置应考虑其使用便利性9)平开窗应考虑避免和建筑物中的水管等设施发生干涉10)尽量减少采用三扇推拉窗,若必须采用,宜采用4等分的形式,可保证接近二分之一的通风量,当必须采用3等分时,应在工艺尺寸中合理计算,保证功能完备性2.型材选型及结构设计1)对一般的多层、小高层的推拉窗,宜选用80系列,高层或商铺较大型推拉窗,宜采用88或85系列2)80、88系列推拉窗、60系列推拉门、60系列平开门窗均可选用双色共挤料3)60系列推拉门窗:(1) 推拉窗扇在一般情况下采用小扇,推拉门扇选用大扇。
(2) 带上亮或下亮推拉门窗:宽度≤2100mm的采用一体化型材。
(3) 带横梃的固定窗,宽度≤1500mm采用中梃。
宽度1500mm<B≤2400mm采用小拼条拼接。

山东曲阜春秋华庭(三期)1#、2#、20#、29#、30#、40#、41#楼门窗工程(塑钢门窗部分)设计说明(一)工程概况工程名称:山东曲阜春秋华庭(三期)建设单位:上海洲海房地产开发有限公司设计单位:杭州中宇建筑设计有限公司门窗顾问:上海力扬幕墙设计有限公司(二)设计依据1.设计依据本工程建筑施工图基本风压值:W0=0.4KN/㎡。
地震设防:6度。
地区粗糙度:B类。
2.国家有关规范及地方规范2.1 建筑设计规范:《铝合金结构设计规范》 GB50429-2007《建筑玻璃应用技术规程》 JGJ113-2009《铝合金门窗工程技术规范》 JGJ214-2010《铝合金门窗》 GB/T8478-2008《未增塑聚乙烯(PVC-U)塑料窗》 JGT/140-2005《塑料门窗工程技术规程》 JGJ103-20082.2建筑设计规范:《地震震级的规定》 GB/T17740-1999《高层建筑混凝土结构技术规程》 JGJ3-2002 《高层民用建筑设计防火规范》 GB50045-95(2005年版)《高处作业吊蓝》 GB19155-2003《工程抗震术语标准》 JGJ/T97-2010《混凝土结构后锚固技术规程》 JGJ145-2004《建筑表面用有机硅防水剂》 JC/T902-2002《建筑材料放射性核素限量》 GB6566-2010《建筑钢结构焊接技术规程》 JGJ81-2002《建筑工程抗震设防分类标准》 GB50223-2008《建筑工程预应力施工规程》 CECS180:2005《建筑结构荷载规范》 GB50009-2001(2006年版、局部修订) 《建筑结构可靠度设计统一标准》 GB50068-2001《建筑抗震设计规范》 GB50011-2010《建筑设计防火规范》 GB50016-2006《建筑物防雷设计规范》 GB50057-2010《冷弯薄壁型钢结构技术规范》 GB50018-2002《民用建筑设计通则》 GB50352-20052.3铝材规范:《变形铝及铝合金化学成份》 GB/T3190-2008《建筑用铝型材、铝板氟碳涂层》 JG/T133-2000《铝合金建筑型材第1部分基材》 GB5237.1-2008《铝合金建筑型材第2部分阳极氧化、着色型材》 GB5237.2-2008《铝合金建筑型材第3部分电泳涂漆型材》 GB5237.3-2008《铝合金建筑型材第4部分粉末喷涂型材》 GB5237.4-2008《铝合金建筑型材第5部分氟碳漆喷涂型材》 GB5237.5-2008《铝合金建筑型材第6部分隔热型材》 GB5237.6-2004《铝及铝合金彩色涂层板、带材》 YS/T431-2000《一般工业用铝及铝合金板、带材》 GB/T3880.1~3-2006 《铝型材截面几何参数算法及计算机程序要求》 YS/T437-2009《有色电泳涂漆铝合金建筑型材》 YS/T459-20032.4玻璃规范:《镀膜玻璃第1部分:阳光控制镀膜玻璃》 GB/T18915.1-2002 《镀膜玻璃第2部分:低辐射镀膜玻璃》 GB/T18915.2-2002 《防弹玻璃》 GB17840-1999《平板玻璃》 GB11614-2009《建筑用安全玻璃第3部分:夹层玻璃》 GB15763.3-2009 《建筑用安全玻璃第2部分:钢化玻璃》 GB15763.2-2005 《建筑用安全玻璃防火玻璃》 GB15763.1-2009 《热弯玻璃》 JC/T915-2003《压花玻璃》 JC/T511-2002《中空玻璃》 GB/T11944-20022.5钢材规范:《建筑结构用冷弯矩形钢管》 JG/T178-2005《不锈钢小直径无缝钢管》 GB/T3090-2000《擦窗机》 GB19154-2003《彩色涂层钢板和钢带》 GB/T12754-2006《低合金钢焊条》 GB/T5118-1995《低合金高强度结构钢》 GB/T1591-2008《建筑幕墙用钢索压管接头》 JG/T201-2007《耐候结构钢》 GB/T4171-2008《高碳铬不锈钢丝》 YB/T096—1997《合金结构钢》 GB/T3077-1999《金属覆盖层钢铁制品热镀锌层技术要求》 GB/T13912-2002 《冷拔异形钢管》 GB/T3094-2000《碳钢焊条》 GB/T5117-1999《碳素结构钢》 GB/T700-2006《碳素结构钢和低合金结构钢热轧薄钢板及钢带》GB/T912-2008《碳素结构钢和低合金结构钢热轧厚钢板及钢带》GB/T3274-2007《优质碳素结构钢》 GB/T699-19992.6胶类及密封材料规范:《丙烯酸酯建筑密封膏》 JC484-2006《彩色涂层钢板用建筑密封胶》 JC/T884-2001《丁基橡胶防水密封胶粘带》 JC/T942-2004《工业用橡胶板》 GB/T5574-1994《混凝土建筑接缝用密封胶》 JC/T881-2001《建筑窗用弹性密封剂》 JC485-2007《建筑密封材料试验方法》 GB/T13477.1~20-2002 《建筑用防霉密封胶》 JC/T885-2001《建筑用硅酮结构密封胶》 GB16776-2005《建筑用岩棉、矿渣棉绝热制品》 GB/T19686-2005《建筑用硬质塑料隔热条》 JG/T174-2005《聚氨酯建筑密封胶》 JC/T482-2003《聚硫建筑密封胶》 JC/T483-2006《绝热用岩棉、矿棉及其制品》 GB/T11835-2007《硫化橡胶或热塑性橡胶撕裂强度的测定》 GB/T529-1999《橡胶袖珍硬度计压入硬度试验方法》 GB/T531-1999《修补用天然橡胶胶粘剂》 HG/T3318-2002《中空玻璃用弹性密封胶》 JC/T486-2001《中空玻璃用丁基热熔密封胶》 JC/T914-20032.7门窗及五金件规范:《封闭型沉头抽芯铆钉》 GB/T12616-2004 《封闭型平圆头抽芯铆钉》 GB/T12615-2004 《紧固件螺栓和螺钉》 GB/T5277-1985 《紧固件公差螺栓、螺钉、螺柱和螺母》 GB/T3103.1-2002 《紧固件机械性能不锈钢螺母》 GB/T3098.15-2000 《紧固件机械性能不锈钢螺栓、螺钉、螺柱》 GB/T3098.6-2000 《紧固件机械性能抽芯铆钉》 GB/T3098.19-2004 《紧固件机械性能螺母、粗牙螺纹》 GB/T3098.2-2000 《紧固件机械性能螺母、细牙螺纹》 GB/T3098.4-2000 《紧固件机械性能螺栓、螺钉和螺柱》 GB/T3098.1-2010 《紧固件机械性能自攻螺钉》 GB/T3098.5-2000 《紧固件术语盲铆钉》 GB/T3099-2004 《铝合金门窗》 GB/T8478-2008 《螺纹紧固件应力截面积和承载面积》 GB/T16823.1-1997 《十字槽盘头螺钉》 GB/T818-2000 《地弹簧》 QB/T2697-2005 《铝合金门插锁》 QB/T3885-1999 《平开铝合金窗把手》 QB/T3886-1999 《铝合金撑挡》 QB/T3887-1999 《铝合金窗不锈钢滑撑》 QB/T3888-1999 《铝合金门窗拉手》 QB/T3889-1999 《铝合金窗锁》 QB/T3900-1999 《铝合金门锁》 QB/T3901-1999 《推拉铝合金门用滑轮》 QB/T3902-1999 《闭合器》 QB/T3893-1999 《外装门锁》 QB/T2473-2000 《弹子插芯门锁》 GB/T2474-2000 《叶片门锁》 QB/T2475-2000 《球型门锁》 QB/T2476-2000 《铜合金铸件》 GB/T13819-1992 《锌合压铸件》 GB/T13821-1992 《铝合金压铸件》 GB/T15114-2009 《铸件尺寸公差与机械加工余量》 QB/T6414-1999 《建筑门窗五金件插销》 JG214-2007 《建筑门窗五金件传动机构用执手》 JG124-2007 《建筑门窗五金件旋压执手》 JG213-2007 《建筑门窗五金件合页(铰链)》 JG125-2007《建筑门窗五金件传动锁闭器》 JG126-2007 《建筑门窗五金件滑撑》 JG127-2007 《建筑门窗五金件滑轮》 JG129-2007 《建筑门窗五金件多点锁闭器》 JG215-2007 《建筑门窗五金件撑挡》 JG128-2007 《建筑门窗五金件通用要求》 JG212-2007 《建筑门窗五金件单点锁闭器》 JG130-2007 《建筑门窗内平开下悬五金系统》 JG168-2004 《钢塑共挤门窗》 JG207-2007 《电动采光排烟窗》 JG189-2006 2.8相关物理性能等级测试方法:《彩色涂层钢板和钢带试验方法》 GB/T13448-2006 《钢结构工程施工质量验收规范》 GB50205-2001 《混凝土结构工程施工质量验收规范》 GB50204-2002《建筑防水材料老化试验方法》 GB/T18244-2000《建筑外门窗保温性能分级及检测方法》 GB/T8484-2008《建筑外窗采光性能分级及检测方法》 GB/T11976-2002《建筑门窗空气隔声性能分级及检测方法》 GB/T8485-2008《建筑外门窗气密、水密、抗风压性能分级及检测方法》GB/T7106-2008《建筑装饰装修工程质量验收规范》 GB50210-2001《金属材料室温拉伸试验方法》 GB/T228-2002(三)立面分格设计说明本次分格设计尊重设计师原有的设计理念和风格。
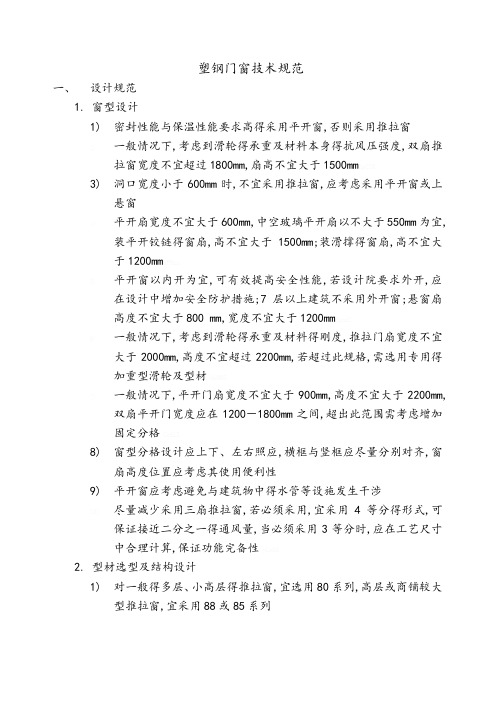
塑钢门窗技术规范一、设计规范1.窗型设计1)密封性能与保温性能要求高得采用平开窗,否则采用推拉窗一般情况下,考虑到滑轮得承重及材料本身得抗风压强度,双扇推拉窗宽度不宜超过1800mm,扇高不宜大于1500mm3)洞口宽度小于600mm时,不宜采用推拉窗,应考虑采用平开窗或上悬窗平开扇宽度不宜大于600mm,中空玻璃平开扇以不大于550mm为宜,装平开铰链得窗扇,高不宜大于1500mm;装滑撑得窗扇,高不宜大于1200mm平开窗以内开为宜,可有效提高安全性能,若设计院要求外开,应在设计中增加安全防护措施;7层以上建筑不采用外开窗;悬窗扇高度不宜大于800 mm,宽度不宜大于1200mm一般情况下,考虑到滑轮得承重及材料得刚度,推拉门扇宽度不宜大于2000mm,高度不宜超过2200mm,若超过此规格,需选用专用得加重型滑轮及型材一般情况下,平开门扇宽度不宜大于900mm,高度不宜大于2200mm,双扇平开门宽度应在1200-1800mm之间,超出此范围需考虑增加固定分格8)窗型分格设计应上下、左右照应,横框与竖框应尽量分别对齐,窗扇高度位置应考虑其使用便利性9)平开窗应考虑避免与建筑物中得水管等设施发生干涉尽量减少采用三扇推拉窗,若必须采用,宜采用4等分得形式,可保证接近二分之一得通风量,当必须采用3等分时,应在工艺尺寸中合理计算,保证功能完备性2.型材选型及结构设计1)对一般得多层、小高层得推拉窗,宜选用80系列,高层或商铺较大型推拉窗,宜采用88或85系列2)80、88系列推拉窗、60系列推拉门、60系列平开门窗均可选用双色共挤料3)60系列推拉门窗:(1) 推拉窗扇在一般情况下采用小扇,推拉门扇选用大扇。
(2) 带上亮或下亮推拉门窗:宽度≤2100mm得采用一体化型材。
(3) 带横梃得固定窗,宽度≤1500mm采用中梃。
宽度1500mm<B ≤2400mm采用小拼条拼接。
(4) 带竖梃得固定窗,高度≤1500mm采用中梃。
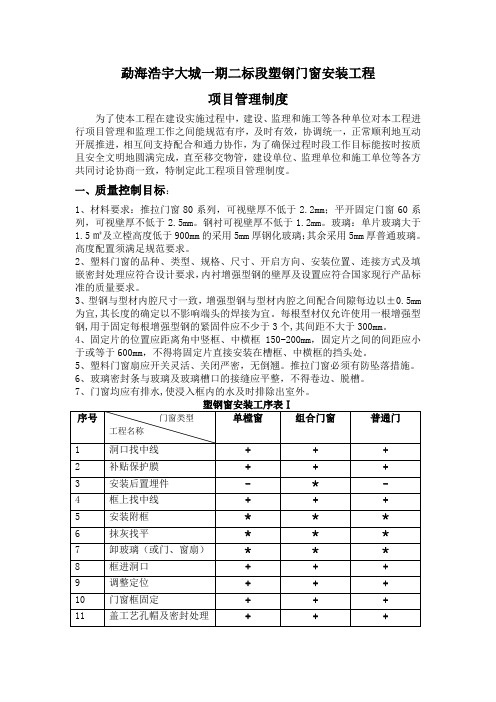
勐海浩宇大城一期二标段塑钢门窗安装工程项目管理制度为了使本工程在建设实施过程中,建设、监理和施工等各种单位对本工程进行项目管理和监理工作之间能规范有序,及时有效,协调统一,正常顺利地互动开展推进,相互间支持配合和通力协作,为了确保过程时段工作目标能按时按质且安全文明地圆满完成,直至移交物管,建设单位、监理单位和施工单位等各方共同讨论协商一致,特制定此工程项目管理制度。
一、质量控制目标:1、材料要求:推拉门窗80系列,可视壁厚不低于2.2mm;平开固定门窗60系列,可视壁厚不低于2.5mm。
钢衬可视壁厚不低于1.2mm。
玻璃:单片玻璃大于1.5㎡及立樘高度低于900mm的采用5mm厚钢化玻璃;其余采用5mm厚普通玻璃。
高度配置须满足规范要求。
2、塑料门窗的品种、类型、规格、尺寸、开启方向、安装位置、连接方式及填嵌密封处理应符合设计要求,内衬增强型钢的壁厚及设置应符合国家现行产品标准的质量要求。
3、型钢与型材内腔尺寸一致,增强型钢与型材内腔之间配合间隙每边以±0.5mm 为宜,其长度的确定以不影响端头的焊接为宜。
每根型材仅允许使用一根增强型钢,用于固定每根增强型钢的紧固件应不少于3个,其间距不大于300mm。
4、固定片的位置应距离角中竖框、中横框150-200mm,固定片之间的间距应小于或等于600mm,不得将固定片直接安装在槽框、中横框的挡头处。
5、塑料门窗扇应开关灵活、关闭严密,无倒翘。
推拉门窗必须有防坠落措施。
6、玻璃密封条与玻璃及玻璃槽口的接缝应平整,不得卷边、脱槽。
7、门窗均应有排水,使浸入框内的水及时排除出室外。
塑钢门窗安装的允许偏差见表Ⅱ二、分部分项工程报验程序:1、施工单位对工程采用的塑钢型材、型钢、玻璃、压条、锁紧器、铰链、滑轮、胶条、毛条等材料样品与建设单位、监理单位对材料的品牌、规格、型号、厚度根据施工合同或建设单位签发的书面文件进行检测确定后封样。
(注:样品一式三份,建设单位、监理单位、施工单位各一份)2、材料确定后施工单位组织材料、设备进场,材料到场后施工单位应将材料质量证明文件、自检结果、材料清单填报材料报审表报监理单位。
塑钢门窗设备基本配置及参数塑钢门窗设备是一种用于制造塑钢门窗的专用机械设备。
它主要由铝合金型材剪切机、铝合金型材加工机、角码机、锁边机、角码冲孔机、角码自动补孔机等多种机械设备组成。
下面我们将详细介绍这些设备的基本配置和主要参数。
1.铝合金型材剪切机:该设备主要用于将铝合金型材剪切成所需长度。
它通常由一台电动剪切机和一组模具组成。
剪切机有可调节的刀具间距和锯片转速,以适应不同型材的剪切需求。
主要参数包括:切割长度、最大切割厚度、切割速度等。
2.铝合金型材加工机:该设备主要用于对铝合金型材进行孔加工、切割、铣削等加工。
它通常由数控机床和多组加工刀具组成。
数控机床可以实现自动化操作和精确加工。
主要参数包括:加工长度、加工精度、进给速度、主轴转速等。
3.角码机:该设备主要用于制造塑钢门窗边框所需的角码。
它通常由一台自动化角码机和一组模具组成。
角码机可以根据不同的尺寸要求,自动将铝合金型材弯曲成所需形状的角码。
主要参数包括:角码尺寸、材料厚度、弯曲角度等。
4.锁边机:该设备主要用于对塑钢门窗的边框进行锁边处理,以提高门窗的密封性和稳定性。
锁边机通常由一台自动化设备和一组模具组成。
它可以根据门窗的尺寸要求,自动将边框的两侧锁紧,形成闭合的结构。
主要参数包括:边框尺寸、边框厚度、锁边速度等。
5.角码冲孔机:该设备主要用于对塑钢门窗的角码进行冲孔处理,以便灌注粘结剂,并加强角码的固定性。
角码冲孔机由一台自动化设备和一组模具组成。
它可以根据角码的尺寸要求,自动进行冲孔操作。
主要参数包括:冲孔尺寸、角码厚度、冲孔速度等。
6.角码自动补孔机:该设备主要用于对塑钢门窗的角码进行自动补孔处理,以便安装门窗配件。
角码自动补孔机由一台自动化设备和一组模具组成。
它可以根据角码的尺寸要求,自动进行补孔操作。
主要参数包括:补孔尺寸、角码厚度、补孔速度等。
除了以上的设备,塑钢门窗生产线通常还包括清洗、组装、检测等环节的设备。
具体配置和参数可根据客户的生产需求而定。
塑钢门窗生产必备设备要求
一、双角切割锯、玻璃压条锯精度要求:
1.下料型材长度允许偏差:(L<1500)±0.5mm;(L>1500)±1mm;
压条长度允许偏差为:上偏差+1mm,下偏差为0,角度为450±0.5/。
2.角度允许偏差:450±30/。
3.切口处不得有变形、开裂等缺陷。
4.中梃型材切割后,型材端部角度为900,允许±0.50;型材端部尖
角与中心线偏移允差±0.5mm。
二、V口锯精度要求:
1.V口宽度及中心允许偏差:±1mm。
2.V口深度允许偏差:±0.5mm。
3.角度允许偏差:±0.30。
三、排水孔和气压平衡孔要求:
排水孔的规格尺寸一般为φ×L(5mm×35mm)。
四、四位焊机、无缝焊机焊接的精度要求:
1.窗框、窗扇外形尺寸的允许偏差≤1500mm,允差
±2.0mm;>1500mm,允差±3.0mm。
2.对角线尺寸允差≤
3.0mm。
五、清角机清理焊缝的精度要求:
宽约3mm,深度约0.2~0.3mm的浅槽。
如是低端的设备,达不到以上各设备的精度要求。
塑钢设备配置及参数
1、塑料门窗高精度四位焊接机(直线导轨)
LHZ4G-100×4500
一、技术参数:
二、设备性能:
本机是生产塑料门窗的主要设备,它可完成┏┏┓┏┳┓┏┳┳┓┳┳┳┳╂等形式的塑料门窗焊接。
纵向导轨使用LM直线轴承运动副,特别是控制部分采用进口原装PLC机(可编程控制器)使整机可靠性大大提高。
2、铝塑型材直线双头切割锯床
LJB2-350×3500
一、技术参数:
二、设备性能:
本机用于铝塑型材左右45°90°的切割加工。
采用摆动式工进方式,型材夹紧采用气压传动。
该机结构轻巧、操作方便、下料尺寸精度高。
3、塑料型材卧式玻璃压条锯
SJBW-1800
一、技术参数:
二、设备性能:
本机用于塑钢型材对玻璃压条的加工。
它采用切断和倒角两联锯片,可同时完成玻璃压条的切断、倒角加工。
该机采用卧式安装形式,操作简单、运行平稳,型材夹持方便,生产效率高。
4、塑料型材V型锯床
LJVW-65
一、技术参数:
二、设备性能:
铝塑型材V型锯,用于切割铝塑门窗型材90°V型槽。
型材夹紧和切割采用气压传动,操作简单,安全可靠。
切割尺寸精确,维护方便。
适用料厚0-120mm,一次完成切断。
5、塑料门窗二轴自动水槽铣床
SCX02-2-50
一、技术参数:
二、设备性能:
本机是加工塑料门窗各种类型排水槽及气压平衡槽的专用设备。
机头可以上下前后调整,以满足不同型材的加工要求,钻孔及横向铣削两道供需一次自动完成,该机具有效率高,性能稳定等特点。
主要元器件明细表。