内衣纸样设计原理与实例
- 格式:doc
- 大小:32.59 MB
- 文档页数:44


女仕内衣结构的基本理论与原理掌握构成胸围结构的基本理论和原理是通向女仕内衣结构设计科学化,标准化,规范化和实施最终造型的必要条件和必经之路.它的基本内容是由人体测量.女仕内衣规格和基本纸样的女仕人体结构设计的基本原理组成.它对胸围、内衣、内裤物料的选择,制造和基本结构的形成,发展,变化和各类款式给予指导.一.测量这里所采用的量体方法不同于服装成衣传统的量体裁衣.它是以测量人体的基本尺寸作参数,而不是为设计某种服装所测量的尺寸.即为任何服装内衣的设计确定的内限尺寸.(凈尺寸):标准尺寸是在此基础上根据不同的布料、弹力、辅料、综合优化人体.穿用者爱好、流行等因素加以修正完善的.旨达到理想化、标准化和可塑性的目的.有些方法并不注重人体各尺寸的实录,而是在可能的范围里优化以达到弥补人体自然缺陷的目的.因此,具有理想化和广泛的实用价值.测量方法:(一).内衣测量比成衣更准确、严谨.所以在量体时一定要得到准确数据.为了保证各部位测量尺寸的准确性,以避免凭借经验的猜测.例如:围度测量要先确定测位的凸凹点.测量胸围以胸上围的凸点为测点.测量腰应以腰的凹部为测点,然后作水平测量长度.(二).要采用客人规定或公司规定的计量单位测量,测量时所采用软尺的单位,一般都以厘米计,以求得标准单位的规范统一.(三).在测量围时,手持软呎O的一端紧贴测点,水平绕测一周并记下读数,软呎贴紧测位一周时,其状态应以软尺既不能脱落,被测者又没有明显的勒紧感为最佳,长度测量一般随人体起伏,并通过中间定位的测点进行测量.1.胸围,以胸部最丰满的胸凸点为测点,将软呎水平绕胸部一周,记下读数即为胸围的呎寸.2.下胸围,以杯下处为测点,水平绕一周为下胸围尺寸.3.腰围,以腰部最凹处,即上肢自然下垂时关节与腰部的对应点为测点,水平一周为腰围呎寸.4.臀围,以臀部最丰满处.水平绕臀部一周为臀围尺寸.5.杯点距,人自然站直,持软呎水平线,记下读数即为两乳点呎寸.6.肩高,人自然站立,持软呎O的一端贴紧乳点,至肩顶,为肩高尺寸.二.胸围内裤规格和参考呎寸内衣标准化的特点,随着合隆公司飞速发展,各种技术资料在公司范围内(甚至外发厂)传递沟通日趋扩大.这就要求产品规格具有适应面广.科学性强,标准化高和易记的特点,为了适应管理,主要表现在规格呎吋划分非常详细号型清楚,让不同层次级别的管理人员,技术人员了解相关的业务知识,便于跟进自己的工作,推进公司的效率欧洲人体(女仕)呎寸呎码70 75 80 85 90 95 100 105 110下围68-72 73-77 78-82 83-87 88-92 93-97 98-102 103-107 108-112A 82-84 87-89 92-94 97-99 102-104 107-109 112-114 117-119 122-124B 84-96 89-91 94-96 99-101 104-106 109-111 114-116 119-121 124-126C 86-88 91-93 96-98 101-103 106-108 111-113 116-118 121-123 126-128D 88-90 93-95 98-100 103-105 108-110 113-115 118-120 123-125 128-130DD 90-92 95-97 100-102 105-107 110-112 115-117 120-122 125-127 130-132F 92-94 97-99 102-104 107-109 112-114 117-119 122-124 127-129 132-134腰65.67.70 68.70.73 72.74.77 76.78.81 80.82.85 84.86.89 89.91.94 95.97.100 101.103.106 围87.93.99 90.96.102 93.99.102 96.102.108 100.106.112 104.110.116 109.115.121 114.120.126 119.125.131呎36 38 40 42 44 46 48 50 52码胸84 88 92 96 100 104 110 116 122腰65.67.70 78.70.73 72.74.77 76.78.81 80.82.85 84.86.89 89.91.94 95.97.100 101.103.106 围87.93.99 90.96.102 93.99.102 96.102.108 110.106.112 104.110.116 109.115.121 114.120.126 119.125.131呎码S M L XL XXL XXXL 胸84-88 88-92 96-100 104-110 116-122 128-134 腰66-70 70-74 78-82 86-91 97-103 109-115 围93-96 96-99 102-106 110-115 120-125 130-135(LINDEX 公司提供)欧洲大多数国家都以此数据为标准,但亚洲,如中国,日本,韩国等有不同.欧洲国家,女人的肩膀比较宽,象中国的男人一样,而中国、日本的女人肩膀和胸脯比较窄,腰也纤细,所以,在纸样呎寸上,在定纸样原型上就有很大的区别.亚洲人体(女仕)呎寸规格下胸围上胸围A B C65 63-67 73-75 76-78 78-8070 68-72 78-80 81-83 83-8575 73-77 83-85 86-88 88-9080 78-82 88-90 91-93 93-9585 83-87 93-95 96-98 98-100(日本华哥尔公司提供)所以,纸样设计师在定型前,必须首先了解清楚自已跟哪些国家的客人,意会和领悟客人提供的技朮信息和技朮内容。

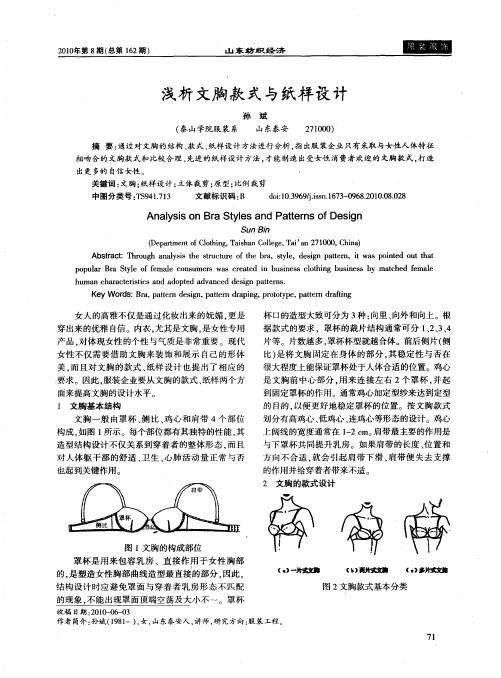

文胸类工业纸样生产实例①:普通文胸纸样一、分析样衣,整理制单资料1.款式图(图6-1)3.样衣结构与工艺流程分析(图6-2)根据制单的实际情况将款式结构、制作工艺分析等基本的资料整理出来,便于后面的纸样制作以及排料算料。
从图中可以得出这一款式总有纸样数11片,其各自用料见表6-1。
根据样衣展示,此款式工艺感慨如下(表6-2):4.尺寸测量(表6-3)二、纸样制作1.纸样设计思路(1)罩杯。
首先根据钢圈配图的基本原理,进行净样的结构制图。
然后再根据客供尺寸进行相应的调整。
最后再根据基本净样将面杯、里垫、袋布等纸样作出。
(2)下扒与后片。
根据钢圈的形状,将下扒作出,最应该注意的就是对于下扒纸样的处理,以及上下围的缩缝量的处理(按照每10cm含0.5cm的缩率设置)。
在这一款式纸样的制作中较难处理的就是对于尺寸和罩杯造型的综合把握。
2.净样制作(1)对于钢圈配图的具体的操作步骤,可以参照《内衣纸样设计原理与实例》。
在这里注意杯底长与钢圈长的关系,杯底在钢圈长的基础上总加钢圈空位1.5cm。
另外,a与b处的拼接要圆顺,整个杯底弧线要与钢圈的形状相匹配(图6-3)(2)下杯的破缝处理。
注意要调整杯骨弧线以及杯底弧线的圆顺,罩杯省不要作的太大,一般为1.5~2.5cm的大小(图6-4)。
(3)面杯杯边是花边,需要直线,首先如图所示将上杯与下杯以BP点为中心,将杯骨对齐,并将形成的罩杯省平分;其次将对齐后的这样沿罩杯省的角平分线展开,使杯边成为一条直线;最后将面杯纸样按照图示完成(上图6-5)。
(4)棉垫与袋布的制作。
袋布要注意袋口的取舍,确保袋口大小为4.5cm 左右。
棉垫在袋布的基础上,将杯骨平行下降1.5~2cm截取(图6-6)。
(5)下扒与后片的制作。
注意下围和上围的缩缝量处理,前中可作弧线处理(图6-7)。
3.毛样制作(图6-8)毛样的制作也就是在净样的基础上增加缝份和加注纸样详细信息的过程。
前面的纸样分析中,注明了各条拼合缝的工艺处理以及缝份大小。

文胸类工业纸样生产实例①:普通文胸纸样一、分析样衣,整理制单资料1.款式图(图6-1)3.样衣结构与工艺流程分析(图6-2)根据制单的实际情况将款式结构、制作工艺分析等基本的资料整理出来,便于后面的纸样制作以及排料算料。
从图中可以得出这一款式总有纸样数11片,其各自用料见表6-1。
根据样衣展示,此款式工艺感慨如下(表6-2):4.尺寸测量(表6-3)二、纸样制作1.纸样设计思路(1)罩杯。
首先根据钢圈配图的基本原理,进行净样的结构制图。
然后再根据客供尺寸进行相应的调整。
最后再根据基本净样将面杯、里垫、袋布等纸样作出。
(2)下扒与后片。
根据钢圈的形状,将下扒作出,最应该注意的就是对于下扒纸样的处理,以及上下围的缩缝量的处理(按照每10cm含0.5cm的缩率设置)。
在这一款式纸样的制作中较难处理的就是对于尺寸和罩杯造型的综合把握。
2.净样制作(1)对于钢圈配图的具体的操作步骤,可以参照《内衣纸样设计原理与实例》。
在这里注意杯底长与钢圈长的关系,杯底在钢圈长的基础上总加钢圈空位1.5cm。
另外,a与b处的拼接要圆顺,整个杯底弧线要与钢圈的形状相匹配(图6-3)(2)下杯的破缝处理。
注意要调整杯骨弧线以及杯底弧线的圆顺,罩杯省不要作的太大,一般为1.5~2.5cm的大小(图6-4)。
(3)面杯杯边是花边,需要直线,首先如图所示将上杯与下杯以BP点为中心,将杯骨对齐,并将形成的罩杯省平分;其次将对齐后的这样沿罩杯省的角平分线展开,使杯边成为一条直线;最后将面杯纸样按照图示完成(上图6-5)。
(4)棉垫与袋布的制作。
袋布要注意袋口的取舍,确保袋口大小为4.5cm 左右。
棉垫在袋布的基础上,将杯骨平行下降1.5~2cm截取(图6-6)。
(5)下扒与后片的制作。
注意下围和上围的缩缝量处理,前中可作弧线处理(图6-7)。
3.毛样制作(图6-8)毛样的制作也就是在净样的基础上增加缝份和加注纸样详细信息的过程。
前面的纸样分析中,注明了各条拼合缝的工艺处理以及缝份大小。
0 黑色不起针1 绿色全起针Fulldeaning2 红色起半针Fulltaeking <集圈>5 15号色起口色13号色扎口色不能改动Esc退出F1压缩.展开.互换F2颜色跳动F3底色.提花片.下拉头F4 0.1.集圈三角.2.3.退圈三角 4.5.压针三角退出. 6.7.压针三角交替位置F5 5-8路纱嘴F6 1-4路纱嘴F7 5=8路纱嘴F8 0哈夫针出半位1哈夫针出全位2哈夫进半位3哈夫进全位4右边针脚保护中5左边针脚保护中6扎口结束吹气7哈夫针收进半位F9 缩小画板区域F10 放大画板区域F11 画直线F12 填充<填满某封闭区域的颜色>Print Screen Sysrq….<Modify>修改颜色Scroll Lock….<Pick>选取颜色Pause break….<clear>清除颜色Insert….单项选择功能<插入>Delete…单项选择功能<删除>Home…目录起始点位置End....目录末点位置Page up….向前翻页<移动>Page doun…向后翻页<移动>F1 Reset,cydc endLine 10 Rapid zero set 块速回零1 End of cycle 循环结束Line 2 FontR-body wint filet stitch pattern No font部位名称Line3 Air commands 吹气命令01111111111Suctions hood command 出口打开1Disable Cutters 剪刀抬起<不用>2Item expulsion air blow 织物出口感应Line4 Cyclinder speed 针筒速度红代码转改浅兰1 ,3, 5, 7 , 黄2,4,6,8 在机器上设定深兰Line5 V arious commands bit function0Cleaning fan 风机<独立的一般不用>1Item pass enable 织物经过反馈信号<用在起口,结束段>Line6-8 空Line9 Head control 机头控制0 Head level for short cut 不用1 Head level for cong cut 不用Line10 Partializer valve setting 风门Position 0 防扭12 无吸风红1, 2黑0, 1主位用004 结束用法002 收口用场5,6,7.起口000 黑002 红003深兰004浅兰005浅黄006粉红007白橡筋001 绿Line11 --Friangles reg setting 压针三角位置共有十五个位置Line12 Lycra feeder setting 包纱设定Line13 bit functionLine14 空Line15 Latch opener 开针舌器0 Latch opener 1-3-5-71 Latch opener 2-4-6-8深兰色全用红色只用扎口.2.4.6.8 黑色全退出Line16 Latch stop exclusion bit function 探针灯亮退出八路黑色全用白色全退出兰灰1.3.5.7.退出 2.4.6.8.用Line17 KTF Feeds 2-4-6-8 setting单独控制Inc/pec 加减张力Line18 KTF feeds 1-3-5-7-Line19 KTF 4th feed 第4路KTFLine20 KTF 8th feed 第8路KTFLine 21-22 空Line 23 Enable shape yf 7half0 Yarnfinger nr7 half ist feed 第二季度个纱嘴半位1…………………………………………………..2 …………………………………………………..3……………………………. …………………….4……………………………. ….................................5…………………………. ……………………..6…………………………………………………7………………………….. ………………………..Line 24 Enable shape yf 30 Yarnfinger nr3 ist feed 每路的第三个纱嘴1 ……………………..2 ……………………3 …...................................4 …………………………….5 ….......................................6 …………………………….7 …………8thLine 25 Yf nr6 outomotil每路第二代个纱嘴自动跳动Line 26 Yf nr 1-2-3 half 每路的1-2-3- 纱嘴半位Line 27 Enable shape yf 4每路第4个纱嘴Line 28 Yf nr 6 manual 第6个纱嘴的编程功能Line 29 空Line 30 空Line31 Yarnf exit delaF2 2A打松2B 纱嘴2C生克罩2D添色纱Block2—stitch var yf shape0 stitch var level1 一级打松1 ……………….2 二级打松2 shope yornfingers 5 第5个纱嘴跳动3 stitch var feeds 1-3-5-7- 打松1-3-5-7-4……………………..2-4-6-8 打松2-4—6-85 shape yornfingers 7 half 第7个纱嘴半位跳动荡6………………….3.4. 3.4号纱嘴跳动7 Exclusion of yarnfingers 6 第6个纱嘴禁止跳动F3Block 3A jack extraction 下拉三角3C0 Pattern jack extraction 1 st feed2 ……………………….. 2nd…..4 …………………………. 3rd……6 ………………………. 4th…….Block 3 B 3 D0 …………………………….5th…..2 ……………………………6th….4 ……………………………7th….6 ……………………………8th….F4 Block4A—ist feed cams 4B---2nd 4c—3nd 4d—4nd0 Tucking cam ist feed oll 集圈1 ……………………………half2 Clearing cam ist feed oll 退圈3 …………………………half4 Transfer cam ist feed half 哈夫针三角自动调节密度无4。
内衣生产工艺文胸生产工艺设计LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】(一)生产制单1.尺寸表(表3-4)表3-4(二)产品结构组成分析这一款式为单褶杯基本款式的变化图,罩杯前片与侧片纸样按照款式结构再次分割,下扒分割位置与前杯纸样的分割处对齐。
本款式纸样总共为7片(图3-23),每片纸样运用的面料参照物料单(表3-5)。
图3-23表3-5(三)生产流程分析本款内裤的结构组成分析,以倒叙的方式展示这一款式的基本生产次序。
根据这一流程分析可以得出,完成这一款式成品所需的工序,并根据款式效果,针对每道工序选用相应的工艺做法、机械设备,并制订出完整的生产工艺流程以及质量标准(图3-24)。
图3-24(四)生产制作步骤1.裁剪将工业用毛样按照纸样说明,选择好面料、布纹线按照所需份数,将其裁切下来,准备缝纫。
注意剪口的位置及深度,深度通常为缝份的一半,文胸类不需要剪口。
一般来说,需要剪口的位置是钉唛头的位置、特殊工艺缝制的位置,以及面与里发对位点的位置。
图3-25将罩杯海绵里面朝上,用四点曲折缝线迹拼合,拼缝处上下各有一宽的纱捆(目的是使拼合处圆滑平整、不呲牙)。
先拼合前杯、侧杯,再拼合中缝,完成整个罩杯的拼缝。
线迹要求宽窄一致、平整顺畅、无落针、跳针、无断线、线路拉长不断线(线迹要求参考表3-6)。
表3-6图3-26(1)拼合前罩杯。
将前片罩杯的两片正面相对,大片在下,小片在上,用平车沿分割处距离边缘平缝。
(2)拼合侧罩杯。
将侧片罩杯的两片正面相对,大片在下,小片在上,用平车沿分割处距离边缘平缝。
(3)拼合面罩杯。
将拼合好的罩杯前片与侧片正面相对,大片在下,小片在上,用平车沿分割处距离边缘平缝。
平车线迹要求宽窄一致、平整顺畅、无落针、跳针、无断线(线迹要求参考上表3-6)。
4.面杯缉装饰线(图3-27)图3-27将面罩杯的三条拼缝的缝份做分缝处理,然后用四点曲折缝平缝,作出面杯的装饰线。