马蹄焰玻璃窑炉设计技术培训ppt课件
- 格式:ppt
- 大小:3.52 MB
- 文档页数:117
马蹄焰窑炉工艺嘿,朋友!今天咱来聊聊马蹄焰窑炉工艺,这可是个相当有趣又重要的玩意儿。
你知道吗,马蹄焰窑炉就像一个神奇的魔法盒子,能把各种原材料变成我们需要的宝贝。
它的工作原理就好像是一个厨艺高超的大厨在精心烹饪一道美味佳肴。
先说这窑炉的结构,它就像是一座精心设计的城堡。
炉体那可是坚实的根基,支撑着整个工艺的进行。
而燃烧系统呢,就像是城堡里的炉灶,提供着源源不断的能量。
再说说它的工作流程,原材料们被小心翼翼地送进这个“魔法盒子”,然后在高温的作用下,发生着奇妙的变化。
这就好比一群小伙伴参加了一场冒险,经过重重挑战,最终都变成了勇敢的战士。
温度控制在这个工艺里那可是至关重要啊!温度太高,就像夏天里的大火炉,能把一切都烤焦;温度太低呢,又像冬天里的小火苗,根本没法让变化顺利进行。
这是不是就像我们洗澡,水太烫不行,太凉也不行?还有那气氛的控制,就如同给一场派对调节氛围。
气氛合适,一切都顺顺利利;气氛不对,那可就要出乱子啦。
在操作马蹄焰窑炉的时候,可得像照顾小宝宝一样细心。
稍有不慎,可能就会影响到最终的产品质量。
这就好像我们走路,一步没走好,就可能摔个大跟头。
而且,维护这个窑炉也不是一件轻松的事儿。
定期检查就像是给它做体检,发现问题及时解决,才能让它一直保持良好的工作状态。
不然,它要是闹起脾气来,那可就麻烦大了。
总之,马蹄焰窑炉工艺是一门相当有讲究的技术。
只有我们用心去了解它,掌握它的脾气,才能让它为我们创造出更多的价值。
你说是不是这个理儿?。
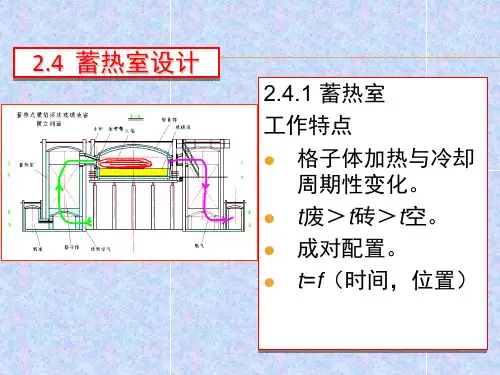
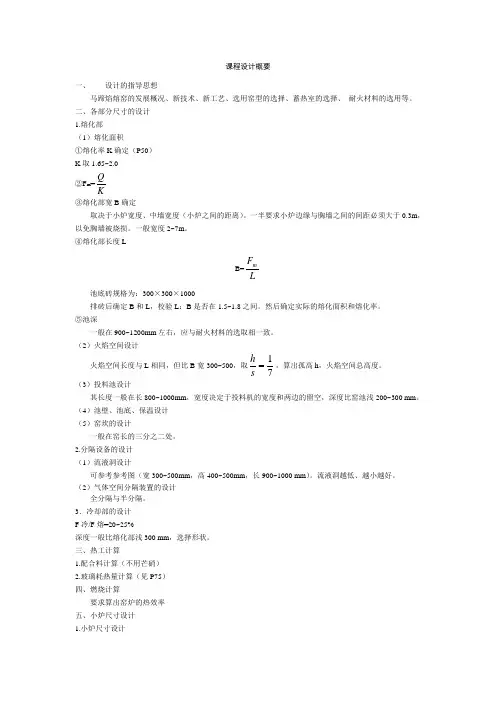
课程设计概要一、 设计的指导思想马蹄焰熔窑的发展概况、新技术、新工艺、选用窑型的选择、蓄热室的选择、 耐火材料的选用等。
二、各部分尺寸的设计1.熔化部(1)熔化面积①熔化率K 确定(P50)K 取1.65~2.0②F m =K Q③熔化部宽B 确定取决于小炉宽度、中墙宽度(小炉之间的距离)。
一半要求小炉边缘与胸墙之间的间距必须大于0.3m ,以免胸墙被烧损。
一般宽度2~7m 。
④熔化部长度L B=L F m池底砖规格为:300×300×1000 排砖后确定B 和L ,校验L :B 是否在1.5~1.8之间。
然后确定实际的熔化面积和熔化率。
⑤池深一般在900~1200mm 左右,应与耐火材料的选取相一致。
(2)火焰空间设计火焰空间长度与L 相同,但比B 宽300~500,取71 s h ,算出孤高h ,火焰空间总高度。
(3)投料池设计其长度一般在长800~1000mm ,宽度决定于投料机的宽度和两边的留空,深度比窑池浅200~300 mm 。
(4)池壁、池底、保温设计(5)窑坎的设计一般在窑长的三分之二处。
2.分隔设备的设计(1)流液洞设计可参考参考图(宽300~500mm ,高400~500mm ,长900~1000 mm )。
流液洞越低、越小越好。
(2)气体空间分隔装置的设计全分隔与半分隔。
3.冷却部的设计F 冷/F 熔=20~25%深度一般比熔化部浅300 mm ,选择形状。
三、热工计算1.配合料计算(不用芒硝)2.玻璃耗热量计算(见P75)四、燃烧计算要求算出窑炉的热效率五、小炉尺寸设计1.小炉尺寸设计①小炉脖下的操作空间(见P59),即水平通道。
②炉口面积:喷喷喷W T V F ⨯+⨯=273273V 0——每秒流过小炉口的空气标态流量(此处取10m/s )T 喷——喷火口处火焰温度(此处取1200℃)。
③经验指标 满足5.2~3.2=熔喷F F 即可。
④火口的宽与高选取小炉的宽,再计算出小炉的高(高相同)。
马蹄焰玻璃窑炉内火焰气氛的控制朱柏杨玻璃液对窑内气氛的变化反应极为灵敏。
在无特殊要求的情况下,一般以中性焰为佳,但实际上多数采用弱还原焰。
器皿玻璃配合料在使用芒硝做澄清剂时,应将熔化部的前半部调整为还原性火焰,而在澄清部应保持中性或弱氧化性气氛。
澄清部采用氧化气氛利于氧化亚铁的氧化与玻璃液的澄清。
特别对保温瓶和铅玻璃的熔制,必须采用氧化气氛,否则,铅玻璃及其原料会被还原出金属铅。
1、窑炉火焰气氛的概念:窑炉火焰气氛是指在熔制的过程中,窑炉内的燃烧产物中所含的游离氧与还原成分的百分比,一般将窑炉火焰气氛分为氧化气氛和还原气氛两种。
1.1、窑炉火焰游离氧含量在8%以上的称为强氧化气氛,游离氧含量在4%~5%的称为普通氧化气氛,游离氧含量1%~1.5%的称为中性气氛,当游离氧的含量小于1%,并且CO含量在3%以下时,称为弱还原气氛,CO含量在5%以上的称为强还原气氛。
1.2、气氛对熔制影响也很大,有时甚至是关键因素。
在实际生产中,采用何种气氛制度来熔化玻璃配合料,要根据玻璃配方中原料的组成以及熔制过程中各阶段的熔化反映情况来确定。
当玻璃配合料中所含氧化物和碳较少,且粘性低、含铁量较高时,适合氧化气氛熔化,反之,则适合于还原气氛。
1.3、气氛会影响玻璃配合料在高温下的熔化反应速度与均化澄清效果,尤其对器皿玻璃的颜色、透光度和表面质量的影响,更显突出。
如果在熔窑液面上长期被煤气覆盖,即使空气过剩系数再大,烟气中CO的含量再小,火焰气氛也是还原性的。
反之,如果在熔窑液面上长期被助燃风覆盖,则火焰气氛是氧化性的。
但不利于微气泡的吸收和排除,单纯调整助燃风量基本不起作用。
2、窑炉火焰气氛对产品性能的影响:玻璃产品在烧成过程中会发生一系列的物理化学反应,如水分的蒸发,盐类的分解,有机物、碳和硫化物的氧化,晶型的转变,晶相的形成等。
这些物理化学反应的速度,除了受温度影响之外,气氛对其也有很大的影响,如果控制不当,就会使玻璃产品产生各种缺陷。
第四章砖结构、钢结构设计与计算4.1 砖结构设计与计算4.1.1 砖结构设计池底池底宜采用多层式结构,采用耐侵蚀和保温相结合的结构。
耐侵蚀采用80mm厚电熔AZS砖和50mm锆质捣打层。
主体材料用300mm厚粘土大砖(齐缝排列)。
池壁因池壁直接与玻璃液接触,故要选择耐侵蚀的电熔铸锆刚玉砖。
砌筑池壁时应尽可能减少水平砖缝。
故选用300×400×1000电熔锆刚玉砖,整块立砌。
胸墙胸墙不与玻璃液直接接触,粉料的飞散和拱顶熔融后的流下物,所以胸墙材料要求耐高温耐侵蚀,故选用优质硅砖750×400×300。
大碹大碹要在高温碱蒸汽下使用,但为了使被侵蚀部分不受影响,选用优质硅砖。
这样熔融后流下不致使玻璃出现明显缺陷。
流液洞流液洞通道侧壁与玻璃液接触,并且要接受液流的冲刷,使用环境在1300~1450℃的条件下,故选用F-AZS无缩孔砖(40#)。
规格1000×400×300。
流液洞盖板与玻璃液接触并且有气液相上砖孔侵蚀,在1300~1450℃的条件下选用F-AZS无缩孔砖(40#)。
窑坎窑坎与玻璃液接触有强制冲刷。
同样选用F-AZS无缩孔砖。
加料口拐角砖与玻璃液接触并有温度变化,粉料堆积较大,并有机械冲刷,选用F-AZS 无缩孔砖。
其余熔化部耐火材料默认使用F-AZS 电熔铸锆刚玉砖工作池拱顶及拱脚砖,胸墙工作池因温度变化比较低,所以硅材要求可放宽,使用普通硅砖就行。
其他池壁和铺面材料与熔化池基本相同。
小炉小炉各部位中喷火口及底板前段以及喷火口用41#F-AZS砖,小炉侧墙斜拱采用优质硅砖。
蓄热室蓄热室侧墙上部采用铬镁砖,下部采用粘土砖。
中间隔墙上部采用镁铬砖,下部采用粘土砖。
4.1.2保温池底保温池底采用粘土大砖300mm和轻质粘土砖200mm,外加石棉。
池壁保温池壁保温采用115mm厚的轻质高铝砖和115mm厚的硅酸钙板。
胸墙保温胸墙保温用115mm厚的轻质粘土砖和115mm厚的硅酸铝板砖。
第二章结构设计2.1熔化部设计2.1.1熔化率K值确定瓶罐玻璃池窑设计K值在2.2—2.6t/m2.d为宜。
熔化率取的过小,窑炉不节能,取得过大,熔化操作困难,或是达不到设计容量,本次取2.5t/(m2·d)。
理由如下:目前国外燃油瓶罐玻璃窑炉熔化率均在2.2以上,而我国却在2.0左右,偏低的原因:(1)整个池窑缺少有助于强化熔融的配套设计。
(2)操作管理,设备,材料等使得窑后期生产条件恶化。
由于这些影响熔化能力的因素,现在瓶罐玻璃K值偏小。
在全面改进窑炉结构和有关附属设备后,根据国内耐火材料配套情况和玻璃原料量与制备情况。
采取了K=2.5 t/(m2·d)。
2.1.2熔化池设计(1)确定来了熔化率K值:熔化部面积 100/2.5=40m2。
(2)熔化池的长、宽、深:L×B×H=8000mm×5000mm×1200mm本设计取长宽比值为1.6。
长宽比确定后,在具体确定窑池长度时,要保证玻璃液充分熔化和澄清,并考虑到砖窑材料的质量以及燃烧火焰的情况,一般要求火焰转向点在窑长的2/3处。
窑长应≥4m 。
在确定窑池宽度时,应考虑到火焰的扩展范围,此范围取决于小炉宽度、中墙宽度(两个小炉的间距,小炉的间距,既要便于热修,又不要降低火焰的覆盖面积,一般小炉之间的通道宽度取0.9~1.2 m )。
窑池宽度约为2~7m。
长宽选定后,当然具体尺寸还要按照池底排砖情况(最好是直缝排砖)作出适量调整,池底一般厚为200~300m。
具体的池底排列会在后面设计的选材方面进行说明。
这里先不做细讲。
综上,本次选用L=8m ,B=5m。
窑池深度一般根据经验确定。
池深一般在900—1200mm为宜。
池深不仅影响到玻璃液流和池底温度,而且影响玻璃液的物理化学均匀性以及窑炉的熔化率。
一般池底温度在1200—1360℃之间较为合适。
池底温度的提高可使熔化率提高。
但池底温度高于1380℃时,需要提高池底耐火材料的质量及品种,否则则会加速池底的侵蚀并降低炉龄,且会增加玻璃球的结石含量,这对后道拉丝生产是不利的,影响池底温度的决定性因素是玻璃的铁含量和玻璃气氛。
燃煤气马蹄焰玻璃窑炉小炉和喷火口的设计及工艺操作控制朱柏杨马蹄焰玻璃窑炉的小炉是窑炉的关键部位,它承担组织燃料产生火焰的任务,是窑炉火焰的初始燃烧部位;它还是连接熔化池和回收高温废气热回收的通道。
小炉和喷火口的设计尺寸大小、角度和火焰喷出的速度对燃料燃烧和火焰形状有重要的影响,小炉、喷火口的不合理设计会使燃料燃烧不合理,会使火焰冲击胸墙和大碹,并造成燃料不完全燃烧和废气中氮氧化合物升高,对玻璃窑炉的节能环保运行不利。
因此,如何设计好小炉和喷火口,或者对已经定型运行的马蹄焰窑炉如何合理组织小炉火焰的燃烧工艺,下面作如下几个方面的分析和探讨:一、马蹄焰玻璃窑炉小炉和喷火口的设计:燃料在玻璃窑炉大璇内的燃烧属于扩散式燃烧,助燃空气从舌拱上部和燃气在舌拱下部喷入小炉的速度、厚度及与喷出的交角、燃气与空气的温度、燃气与空气在小炉的合理配比程度等等;首先取决于小炉和喷火口的原始工艺计算和设计布置,而后续的工艺操作控制管理水平决定了出小炉和喷火口火焰形状、燃料在大璇内的燃烧状况,进而影响到火焰对玻璃熔池的热辐射和玻璃配合料的熔制。
目前小炉和喷火口的设计仍以实践经验设计为主,设计和使用管理人员应能用燃烧理论、火焰传热理论去分析、应用和总结实践经验,下面是一些经验设计数据:1、燃煤气小炉下倾角一般在18°—25°范围内选用,燃油小炉一般选用22°—25°,燃烧焦炉煤气、碳氢化合物含量较高的混合煤气和天然气的小炉下倾角可以大些。
在实际生产行中使用重油和石油焦粉的喷火口处的烧嘴砖喷火口枪有5°左右的上仰角,在采用天然气和焦炉煤气时的仰角还要更大些,其目的是让火焰与玻璃液面平行,烧嘴砖一般安装在距喷火口砖0~600mm的位置。
2、小炉喷火焰出口速度(或喷火口面积),小炉喷出口速度一般参照小炉喷出口处相应温度的空气速度来进行计算比较合适。
同时,小炉内煤气火焰的初期着火燃烧点应控制在小炉长度的1/2~2/3,火焰在喷火口的速度控制在8~10m/s之间,对于碳氢化合物含量较高的混合煤气,小炉的设计宽度以取较大值为好。
燃煤气马蹄焰玻璃窑炉小炉和喷火口的设计及工艺操作控制朱柏杨马蹄焰玻璃窑炉的小炉是窑炉的关键部位,它承担组织燃料产生火焰的任务,是窑炉火焰的初始燃烧部位;它还是连接熔化池和回收高温废气热回收的通道。
小炉和喷火口的设计尺寸大小、角度和火焰喷出的速度对燃料燃烧和火焰形状有重要的影响,小炉、喷火口的不合理设计会使燃料燃烧不合理,会使火焰冲击胸墙和大碹,并造成燃料不完全燃烧和废气中氮氧化合物升高,对玻璃窑炉的节能环保运行不利。
因此,如何设计好小炉和喷火口,或者对已经定型运行的马蹄焰窑炉如何合理组织小炉火焰的燃烧工艺,下面作如下几个方面的分析和探讨:一、马蹄焰玻璃窑炉小炉和喷火口的设计:燃料在玻璃窑炉大璇内的燃烧属于扩散式燃烧,助燃空气从舌拱上部和燃气在舌拱下部喷入小炉的速度、厚度及与喷出的交角、燃气与空气的温度、燃气与空气在小炉的合理配比程度等等;首先取决于小炉和喷火口的原始工艺计算和设计布置,而后续的工艺操作控制管理水平决定了出小炉和喷火口火焰形状、燃料在大璇内的燃烧状况,进而影响到火焰对玻璃熔池的热辐射和玻璃配合料的熔制。
目前小炉和喷火口的设计仍以实践经验设计为主,设计和使用管理人员应能用燃烧理论、火焰传热理论去分析、应用和总结实践经验,下面是一些经验设计数据:1、燃煤气小炉下倾角一般在18°—25°范围内选用,燃油小炉一般选用22°—25°,燃烧焦炉煤气、碳氢化合物含量较高的混合煤气和天然气的小炉下倾角可以大些。
在实际生产行中使用重油和石油焦粉的喷火口处的烧嘴砖喷火口枪有5°左右的上仰角,在采用天然气和焦炉煤气时的仰角还要更大些,其目的是让火焰与玻璃液面平行,烧嘴砖一般安装在距喷火口砖0~600mm的位置。
2、小炉喷火焰出口速度(或喷火口面积),小炉喷出口速度一般参照小炉喷出口处相应温度的空气速度来进行计算比较合适。
同时,小炉内煤气火焰的初期着火燃烧点应控制在小炉长度的1/2~2/3,火焰在喷火口的速度控制在8~10m/s之间,对于碳氢化合物含量较高的混合煤气,小炉的设计宽度以取较大值为好。
