风批与电批校正作业指导书
- 格式:doc
- 大小:53.00 KB
- 文档页数:3
风批与电批校正作业指导书1.0目的:规范使用方法,延长风批与电动起子之使用寿命,保证产品品质,达成既定要求。
2.0适用范围:本厂新进、在用或修复OK之风批及电动起子均属之。
3.0定义:无4.0权责:4.1研发部:负责风批或电动起子在产线使用操作时的规格制定;4.2制造部:负责上线前风批或电动起子的校正;4.3品保部:负责产线风批或电动起子使用操作时的规格复检及确认。
5.0作业内容:5.1风批使用操作说明:5.1.1先将气管接入产线的气管接头上;5.1.2上线前用扭力计将风批的使用规格校正至SOP要求范围内(上午与下午及加班各一次,机种换线时需校正);5.1.3用指尖将风批帽往上推,将锁附螺帽之套筒接上或卸下;5.1.4将风批开关设在F位置,用手握紧风批并垂直对正螺帽将其锁紧;5.1.5如此重复操作,继续锁螺帽作业;5.1.6需松开螺帽时,将开关设在R位置,用手握紧风批并垂直对正螺帽即可完成。
5.2电动起子使用操作说明:5.2.1先将电动起子的电源插头插入流水线的插板上;5.2.2上线前用扭力计将电动起子的使用规格校正至SOP要求范围内(上午与下午及加班各一次,机种换线时需校正);5.2.3用指尖将起子帽往上推,将锁附螺丝之起子头接上或卸下;5.2.4将电动起子开关设在F位置,用手握紧电动起子并垂直对正螺丝将其锁紧;5.2.5如此重复操作,继续锁螺丝作业;5.2.6需松开螺丝时,将开关设在R位置,用手握紧电动起子并垂直对正螺丝即可完成。
6.0参考文件无7.0相关表单:7.1风批/电动起子每日校验记录表风批/电动起子日常校对记录。
电批使用作业指导书文件编号WI-J005页数2/2版本/修订码A/01审核拟制目的:规范电批使用方法,确保和提高产品质量、满足客户需求。
适用范围本规范适用于本公司生产部电批管理,各种产品螺纹连接装配的使用操作,以及作为制作工艺文件、现场工艺控制、生产螺纹连接工具配备的依据,同时,也可以作为检验产品连接可靠性实验的参考。
职 责:作业员负责,产线组长、生产线PE、IPQC及工艺人员监督。
三,使用方法:1 根据螺钉和螺纹连接材料的不同,应依照《作业指导书》或附表选取电批种类、批嘴型号、电批力矩。
2 检查所配用的电批电源的电源线是否损伤、烫伤、裸露芯线等,以免造成人员触电事故。
3 检查电批通断开关是否接触良好,如果接触不良需经过维修或更换后再使用。
4 使用电批紧固螺钉时,要采用正确的紧固方式;(1)螺钉与螺孔同轴,不允许螺钉歪斜放置在螺孔内即进行紧固操作。
(2)安装螺钉时,确认批头与螺钉十字槽相符,左右无晃动感。
(3)紧固螺钉时,批头与螺钉安装面垂直,如批头倾斜,螺钉十字槽很容易损坏。
(4)在批头旋转紧固时,就将电批压紧螺钉,即给螺钉适当的轴向力。
5 成组螺钉的紧固方法:安装成组螺钉的原则是否交叉、对称、逐步紧固是先将所有螺钉拧入三分之一(预装在螺孔内),然后,再紧固其余三分之二(逐步紧固是为了减少紧固件的变形、应力。
特别对散热元件、逐步紧固可使其底面充分与散热器接触,减少热阻)。
四,检验方法:1 螺纹紧固程度(力矩检验):螺钉采用弹垫时,螺钉紧固以弹垫切口被平为准。
弹垫下应有平垫,禁止螺钉下直接垫弹垫紧固。
2 螺钉紧固程度也可以通过检验螺纹连接松脱力矩、紧固或者其他方法进行检验。
3对于盘头、平头螺钉,螺母等,可以使用力矩可调手批,用松脱力矩或紧固力矩来检验连接的紧固程度是否满足要求。
4但对于自攻螺钉是否滑丝或是否已经紧固到底。
5对于SMA等射频插接头,同样不允许使用松脱力矩来检验紧固程度,可以通过指标测试来间接检验。
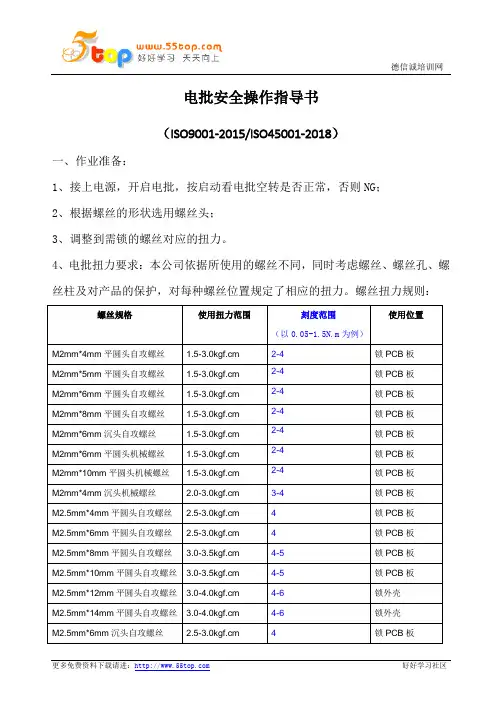
电批安全操作指导书(ISO9001-2015/ISO45001-2018)一、作业准备:1、接上电源,开启电批,按启动看电批空转是否正常,否则NG;2、根据螺丝的形状选用螺丝头;3、调整到需锁的螺丝对应的扭力。
4、电批扭力要求:本公司依据所使用的螺丝不同,同时考虑螺丝、螺丝孔、螺丝柱及对产品的保护,对每种螺丝位置规定了相应的扭力。
螺丝扭力规则:二、操作步操:1)接上或卸下起子下,以指尖将起子帽向上推;2)接上电源并开关设在‘F’位置,装上起子头,预先调整锁紧螺丝所需扭力段的位置;3)锁螺丝:手按开关压版式,按扣板机拉向自己的方向,起子头对准螺丝头,后螺丝对准螺丝孔稍下压,开始操作锁螺丝。
当螺丝锁到底时,起子头停止转动,作业完成。
4)退螺丝:调整退出螺丝所需扭力段的位置;开关设在‘F’位置,手按开关压版式,按扣板机拉向自己的方向,起子头对准螺丝头,后螺丝对准螺丝孔稍下压,便可退出螺丝。
备注:退出螺丝扭力与锁紧螺丝扭力是一样的。
三、注意事项:1、根据螺钉和螺纹连接材料的不同,选择电批和力矩,应首先依照《作业指导书》执行。
2、紧固操作时,操作人员必须使用正确的紧固方式进行作业,不允许私自拆卸、调节力矩、调换电批咀等,当发现故障时,报于组长,由组长送交维修人员维修。
3、在插电源插座前,应使电批电源适配器开关置于‘OFF’位置,且注意电源电压是否符合该电批使用,当电批不使用或是断电时应将电批插头拨出,切断电源。
4、更换电批起子头时,应将电批插头拨出,切断电源。
5、使用过程中电批不能丢或撞击。
四、维护保养:1、每天完成作业后要清洁起子头上的螺丝屑及脏污,延长电批寿命。
2、连续使用时间过长(半年/1000小时),应送维修部检测。
附件9中国国电集团公司风电场风力发电机组调试作业指导书1 目的本作业指导书是为规范风力发电机组的现场调试工作编制,主要包含了风力发电机组现场调试工作的项目、步骤和记录,为保证调试工作的标准化提供了参考依据。
2 范围本作业指导书适用于中国国电集团公司全资或控股建设的风力发电机组的现场调试工作,各项目公司应参照本指导书要求,结合风力发电机组型号,分别编制对应机型的调试作业指导书。
现场具体机型的调试作业指导书应包括但不限于本作业指导书中涉及到的技术内容。
3 引用标准和文件《风力发电机组安全要求》GB/T 1845.1.1-2001 《风力发电机组通用试验方法》GB/T 19960.2-2005《风力发电机组功率特性试验》GB/T 18451.2-2003 ,IEC61400-12:1998《风力发电机组控制器试验方法》GB/T 19070-2003 《风力发电机组齿轮箱》GB/T 19073-2003 《风力发电机组验收规范》GB/T20319-2006《电能质量公用电网谐波》GB/T 14549-93《风力发电机组异步发电机试验方法》JB/T 19071.2-2003《风力发电场安全规程》DL 796-2001《风力发电机组偏航系统第 2 部分试验方法》JB/T 10425.2-2004《风力发电机组制动系统第 2 部分试验方法》JB/T10426.2-2004《风力发电机组一般液压系统》JB/T 10427-2004《风力机术语》JB/T 7878-19954 术语和定义本作业指导书中的术语及定义均参照《风力机术语》使用。
根据风力发电机组不同机型具体调试内容的差异,本指导书所涉及的特定术语的指示或有不同,宜根据调试的具体机型编制适用的术语和定义。
5 调试前的准备调试前须确认风力发电机组、配电变压器等相关设备安装工作已通过验收,无遗留缺陷;检查基础接地报告检测数据合格;风力发电机组已具有紧急情况下能够使用的安全设备(安全带、安全绳、安全滑轨等)、灭火器、急救装置等。

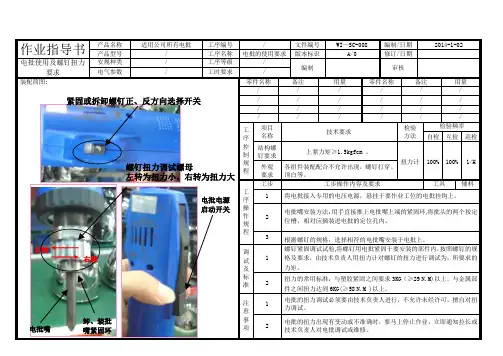
作业指导书产品名称适用公司所有电批工序编号/ 文件编号WI—SC-008 编制/日期2014-1-02 产品型号/ 工序名称电批的使用要求版本标识A/0 修订/日期电批使用及螺钉扭力要求安规种类/ 工序等级/编制审核电气参数/ 工时要求/装配简图:零件名称备注用量零件名称备注用量/ / / / / // / / / / // / / / / // / / / / /工序控制规程项目名称技术要求检验方法检验频率自检互检巡检结构螺钉要求上紧力矩≥1.5kgfcm 。
扭力计100% 100% 1/H 外观要求各组件装配配合不允许出现,螺钉打穿、顶白等。
工序操作规程工步工步操作内容及要求工具辅料1 将电批接入专用的电压电源,悬挂于要作业工位的电批挂钩上。
2电批嘴安装方法:用手直接推上电批嘴上端的紧固环,将批头的两个按定位槽,相对应插装进电批的定位孔内。
3 根据螺钉的规格,选择相符的电批嘴安装于电批上。
调试及标准1螺钉紧固调试试验,将螺钉用电批紧固于要安装的部件内,按照螺钉的规格及要求,由技术负责人用扭力计对螺钉的扭力进行调试为,所要求的力矩。
2扭力的常用标准,与塑胶紧固之间要求3KG(≥29N.M)以上。
与金属部件之间扭力达到6KG(≥58N.M )以上。
注意事项1电批的扭力调试必须要由技术负责人进行,不允许未经许可,擅自对扭力调试。
2电批的扭力出现有变动或不准确时,要马上停止作业,立即通知拉长或技术负责人对电批调试或维修。
紧固或拆卸螺钉正、反方向选择开关螺钉扭力调试螺母左转为扭力小,右转为扭力大左转右转电批嘴电批电源启动开关卸、装批嘴紧固环。
编写: 编号:EGWI00006 复核: 版本:0 批准: 页数:1 OF 2 日期:Aug/25/2001 MEC 工作指引 电批、风批操作指引1. 目的为了保证电批、风批操作者能够正确使用电批、风批,降低因操作不当而造成坏品比率,提高工作效率,确保产品质量。
2.适用范围 2.1生产部电批、风批使用人员。
2.2工程部技术员。
3.职责 3.1工程部:工程部技术员负责指导操作和监督落实操作指引。
3.2生产部:电批、风批操作人员负责按照操作指引进行操作。
4.内容 4.1风批、电批力度调节 ①电批力度调节先把电批力度调到最少试打螺丝,用手批调试螺丝是否到位,若螺丝松,证明电批力度需要调整(逆时针方向调节力度调节为,力度转为大,顺时针调节力度调节环,力度转为小)调整后再用电批打螺丝,再测其螺丝松紧度,直至合格即可。
②风批力度调节 同样先把风批力度调到最小,试打螺丝用手比调试螺丝是否到位,若不到位,证明电批力度需要调整(顺时针方向调节力度调节旋钮力度转增大,逆时针方向旋转力度调节环力度转为小)调整后,在测其螺丝松紧度,直至合格。
如果要打或折螺丝,可以通过进退旋钮选择(旋钮顺时针方向旋转为进,逆时针旋转为退)。
4.2电批使用 ① 将电批挂钩挂在工位上的挂钩位置。
编号:EGWI00006 版本:0 页数:2 OF 2 日期:Aug/25/2001MEC 工作指引 电批、风批操作指引② 选择电批上的进档退档。
③ 调好电批火牛上的快慢档项。
④ 调好电批力度。
⑤ 大拇指按住进退档,负责选档,中指与食指按住启动片,把电批垂直按在螺丝 (90°)并稍用力当螺丝与电批接触后发出“嗤嗤”的声音,即可马上停止。
编写: 编号:EGWI00006 复核: 版本:0 批准: 页数:1 OF 2 日期:Aug/25/2001 MEC 工作指引 电批、风批操作指引1. 目的为了保证电批、风批操作者能够正确使用电批、风批,降低因操作不当而造成坏品比率,提高工作效率,确保产品质量。
2.适用范围 2.1生产部电批、风批使用人员。
2.2工程部技术员。
3.职责 3.1工程部:工程部技术员负责指导操作和监督落实操作指引。
3.2生产部:电批、风批操作人员负责按照操作指引进行操作。
4.内容 4.1风批、电批力度调节 ①电批力度调节先把电批力度调到最少试打螺丝,用手批调试螺丝是否到位,若螺丝松,证明电批力度需要调整(逆时针方向调节力度调节为,力度转为大,顺时针调节力度调节环,力度转为小)调整后再用电批打螺丝,再测其螺丝松紧度,直至合格即可。
②风批力度调节 同样先把风批力度调到最小,试打螺丝用手比调试螺丝是否到位,若不到位,证明电批力度需要调整(顺时针方向调节力度调节旋钮力度转增大,逆时针方向旋转力度调节环力度转为小)调整后,在测其螺丝松紧度,直至合格。
如果要打或折螺丝,可以通过进退旋钮选择(旋钮顺时针方向旋转为进,逆时针旋转为退)。
4.2电批使用 ① 将电批挂钩挂在工位上的挂钩位置。
编号:EGWI00006 版本:0 页数:2 OF 2 日期:Aug/25/2001MEC 工作指引 电批、风批操作指引② 选择电批上的进档退档。
③ 调好电批火牛上的快慢档项。
④ 调好电批力度。
⑤ 大拇指按住进退档,负责选档,中指与食指按住启动片,把电批垂直按在螺丝 (90°)并稍用力当螺丝与电批接触后发出“嗤嗤”的声音,即可马上停止。
风电批调校作业指导书
1.当某风(电)批需要调校时,由所属生产线管理员通知ME调校员。
(注:有需要可指以下情况,但不限于)
1.生产线转拉时风(电)批设定的扭力不符WI的要求时;
2.风(电)批损坏时;
3.风(电)批使用时出现其他异常情况时;
2.调校员应先核对WI所规定的螺丝扭力要求,然后对风(电)批进行
调校;
3.校正完毕,试打螺丝,然后用扭力批测试该螺丝可否达到WI所规
定的最小扭力要求;
4.若不能达到扭力要求,则再将风(电)批扭力适当调大,直到可以达
到螺丝扭力要求为止;
5.检查用风(电)批打螺丝之后是否会出现下列情况:
a.螺丝滑牙;
b.螺丝断(必要时可松出螺丝检查);
c.螺丝扭头;
d.零件被打爆或变形;
6.若出现上述不良情况或有因扭力过大造成的其他异常情况,可将风
(电)批扭力适当调小,以可达到最小扭力要求为限;
7.校正完毕,确定螺丝扭力达到要求之后,将校正结果填写于记录卡
上,并签名及注明校正时间;
对于作业指导书上规定的螺丝扭力之上,下限,如:5~8kg.fcm,不再控制数字上限即改成5条所提及的文字描述作为控制上限,下限则
以作业指导书规定的下限为准,如5~8kg.fcm,下限即为5kg.fcm。
=====WORD 完整版----可编辑----专业资料分享=====
----完整版学习资料分享----
作业指导书
产品名称 适用公司所有电批
工序编号 / 文件编号
产品型号 / 工序名称 电批的使用要求 版本标识
电批使用及螺钉扭力
要求
安规种类 / 工序等级 /
编制
电气参数
/ 工时要求 / 装配简图:
零件名称
备注
/ / / / / / / /
工 序 控 制 规
程
项目 名称 结构螺钉要求 上紧力
外观 要求 各组件装配配顶白等。
工
序 操 作 规 程
工步 1
将电批接入专
2 电批嘴安装方位槽,相对应
3 根据螺钉的规调试及标准 1
螺钉紧固调试格及要求,由力矩。
2 扭力的常用标件之间扭力达
注意事项
1
电批的扭力调力调试。
2
电批的扭力出技术负责人对
紧固或拆卸螺钉正、反方向选择开关
螺钉扭力调试螺母
左转为扭力小,右转为扭力大
左转
右转
电批嘴
电批电源启动开关
卸、装批嘴紧固环。
如何正确使用电批风批打螺絲一、培訓目的:提高員工打螺絲的技巧與技术,減少損耗,提高產品質量.二、培訓對象:裝配部負責打螺絲的員工及相關組長.三、培訓內容:(3.1)公司的使用的風批、電批的種類及外部結構.(3.2)風批的使用方法和維護.(3.3)電批的使用方法和維護.螺絲培訓講議第一章工具的種類和外結構一、工具的種類:1.風批(日本制、台灣制):風批轉動是由一個五個風翼的風動轉子帶動,經一組行星齒牙帶動批嘴轉動,以達到扭動螺絲的目的. 2.電批:電批轉動是由電機轉動,帶動批嘴轉動以達到扭動螺絲的目的.二、日本制風批的外部結構:1.日本制:( NIPDON PNEUMATIC MFG CO LTD )SD-42.台灣制風批的外部結構:(3.4)打螺絲的技巧和不良狀況改善對策.三、電批的結構:一、公司常和螺絲和起子頭:1、螺絲:D2.6×8L:樓梯、架駛室、車底、PCB、車廂、尾頂、煙窗、工具箱D2.6×6L:牙箱後蓋#351、PCB、水壺、280LD3.0×8L:連接片、爐底蓋、屋子、信箱D3.0×10L:前輪#351、開關定位板介子螺絲:d3.0×10L(PWB8.5mm):連杆d3.0×8L(PWB10mm):連接片大介子螺絲:d2.6×8L(PWB D5.6-D5.8):車廂、導電板螺絲:d2.6×10L:牙箱2、用的起子頭為:十字槽頭,直徑為﹩4mm.第一章風批的使用方法和維護一、風批使用前的準備工作:1.將風批氣管嘴接於氣管插須上:接裝方法:將風批氣管末端的氣管嘴插入氣管插須上,將插須的套管向上推,用力插入氣管嘴,松開套管,氣管嘴牢固地套於套管上.拆卸方法:將氣須套管向上推,拔出氣這嘴,松開套管就可以了.2.將風批懸挂于平衡器或鉤上.注意:風批高度要合適,不宜過高或過低,彈筋力度要合適,不宜過松或過緊,要使作業員作業時方便、有力、舒適.3.根據螺絲頭的大小和鎖緊的長度,選擇合適的批頭:(1)如果鎖緊的長度深,選擇較長的批頭,否則選擇短的批頭.(2)批頭的正确安裝方法:一手固定風批,另一手拿住嘴頭部,對準風批孔位,插入批嘴就可以. (3)批頭的拆卸方法:當需要拆下批嘴時,必須先固定批嘴,然且用鉗鉗住嘴,突然用力一拉,將批嘴拉出就可以了.(4)注意:突然用力一拉,將批嘴拉出就可以了.4.準備好螺絲,螺絲盒和相應的打螺絲的固定工具,并將它位置擺放好.5.試打螺絲,調整風批扭力,將扭力大小調至合適力矩量,不宜過大或過小.6.開始正式打螺絲作業.注意: (1)批頭要檢查是否有磁性,如果沒有磁性,要在磁鐵上磨.(2)有缺陷的批頭(如崩牙,磨損)不能再使用.二、日本風批的使用方法和調較方法:1.使用方法: 將批頭十字頭套住螺絲十槽後向下壓,風批就會正方向(順時針)反螺絲擰緊.如果要擰松螺絲,就要把批頭套住螺絲按住反向制,再向下壓,風批會反方向(逆時針)轉動,從而松出了螺絲.2.風批扭力(力矩)的調較方法:(1) 要調較日本批的扭力,首先要把風批中間的一截可轉動的金屬套扭轉到露出兩截扭力調節螺絲,如果要將扭力調大,就將外調節螺絲扭緊,相反,如果要將風批扭力調小,就將外高節螺絲擰松.具體方法一:用兩只光軸,用其中一只固定下面的螺絲,用另一只光軸逆時針方向旋轉,則調節螺絲向下移動,彈弓距离h變小,則調節後風大,力矩弈大,反之,順時針調節,則風小,力矩弈小.方法二:用一只光軸,將光軸頂住上部調節螺絲向下點動壓下風批,則調節螺絲向下移動,彈弓距离h變小,則調節後風變大,力矩變大,反之則按住麼向到,點動壓下風批,則風變小,力矩弈變小.(2) 在調節螺絲與離合器結構之間有一條彈弓,由于彈弓的剛性度越大,離合力也變大,在扭緊螺絲時風批的扭力也就變大,相反,如果彈弓的鋼性度越小,則風批的扭力輸出也就越小.三、台灣制的風批使用方法和調較方法:1.其基本原理與日本風批相同.但台灣風批在風批的入氣口處有一個氣量控制伐,由此伐控制氣批的扭力大小,順時針方向則風量調大,扭力變大,逆時針方向則風量調,扭力變小.2.台彎制風批使用時,必須按開關制,并要先將轉動方向調到正确的方向,R為旋緊,L為旋松反方向.四、風批的維護與保養:1.嚴禁摔打風批,以免產生雜音和起子頭晃動現象.2.嚴禁用膠紙或布纏住風批的出風孔處,以免影響風批的扭力.3.操作時姿勢要使風批從軸與螺絲從軸同在一條直線上.4.避免用力過猛,時間過長,以免打滑,打花螺絲.5.風批有任何异常應及時知會管理人員以專人維修,一般异常駐現象包括:a.尾部漏風b.聲音改變c.使用時有間斷(INT)現象d.順時針轉動正常,逆時針時不能轉動或力矩過小.e.逆時針轉動正常,順時針不能轉動或轉矩小.f.完全不能轉動g.通風不使用時,風批內部有轉動h.風批嘴轉動,擺動較大6.進風膠管不能打摺.7.批嘴與螺絲頭要匹配,力度要與生產樣板相符.8.注意壓縮空氣供應管道是否積水(由于氣管中難免有水蒸汽,在長時間不用風批時(如放年假),一定要把風批從氣管插須中拔掉,以免風批積水,使風批損壞.第二章電批的使用方法和維護一、电批的使用前準備工作:1.將電批接入配套的電源電箱中,再插上電源打開電源箱開關.2.將電批懸挂于平衡器或吊鉤上.3.安裝合適的批頭.4.安裝批頭方法:推上電批頭端的套筒,將批頭順著導溝插入主軸內.然後松開套筒,將批頭牢牢套住.5.拆卸方法:推上電批頭端的套筒,將起子頭順著導致溝拔出,松開套筒,這樣可以取出批頭.6.準備好螺絲,螺絲盒和相應的打螺絲固定工具.7.切換方向控制開關,將電批調至正确的方向上.8.方向控制開關:FOR為順時針轉,正方向擰緊螺絲.9.REV為逆時針旋轉,反方向擰緊螺絲.10.試打螺絲,并將扭力調節至適合當力矩處.11.扭力的調節方法:將扭力微調環向上旋,則刻度值越大,扭力弈越大.反之,將扭力微調壞向下旋,則刻度值越小力弈越小.12.注意:用電批打螺絲時,必須要按開關制,其正确的姿勢為用食指勾壓開關制,不可用多指按壓.二、电批的保養和維護:1.電批上有吊壞扣的必須將平衡器或吊鉤懸挂于正确位置.2.嚴禁摔打電批(謹防碰撞或掉落現象,否則會產生馬達噪音及起子晃動現象).3.拔電批與配套電箱的連接插頭,應以插頭基部為力點,不應有用力拉扯電線,以免損壞接觸插頭.4.電批工作時搖晃大的必須停止使用,以免更深度地損壞電批,并知會管理人員按排維修.5.當電批力矩過小,不能滿足使用時,應停止使用,及時知會管理人員安排更換大力矩的電批.6.按下起動制時,電批因力矩過小不能轉動時,應注意此狀應控制在10秒內,以免損壞電批內馬達.7.電批出現有异常問題時,及時知人管理員送于維修人員修理,一般异常現象為:a.起子不轉動b.起子轉速不順c.起子頭容易脫落或有晃動現象d.起子不會自停第一章打螺絲的技巧和不良狀況一、螺絲的技巧1.使用正确的起子頭作業(一般選擇$4的批頭)(1)“十”字型螺絲則選擇符合螺絲規格的“十”字型起子頭作業.(2)操作時將起子拿直,起子頭緊貼螺絲頭缺口操作.2.操作時姿勢要使用批從軸與螺絲從軸在一條直線上,并且垂直于鎖螺絲面,螺絲鎖下是垂直的,不能有歪斜,晃動,否則螺絲會鎖不緊、滑絲、打爆、螺絲頭花等不良現象.3.鎖螺絲的力矩條合適,一般為1.0~9.5kgf.cm4.電批鎖緊時間不宜過長,應小于10秒.5.注意:不能使用已損壞的電批壞,這樣批頭易造成螺絲頭部磨花.二、不良狀況其改善對策:1.螺絲歪斜:螺絲未水平產生原因:a.電批落下時不垂直b.批頭晃動,造成螺絲歪斜c.被鎖緊面不水平改善方法:a.風批,螺絲人軸垂直于被鎖緊物體面b.被鎖緊面放水平(增加水平固定工具)c.批頭晃動,修理風批。
XX有限公司
电批/风批使用作业规范
文件编号:
版本版次:
制定部门:
制定日期:
总页次:
会签:
1目的:
规范欧普制造中心生产部电批使用,确保电/风批扭力大小按照标准要求执行并提高产品质量、满足客户需求。
2适用范围:
适用于欧普照明制造中心生产部
3 定义:
在生产制造过程中在使用电批/风批紧固零件时候,需调整合适的扭力大小,以保证产品品质。
3.1 力矩国际单位为“牛顿.米”(N.M),工程单位为“千克力.米”(kgf.cm),换算
关系:98N.m=10kgf.cm(我公司生产中一般以kgf.cm为单位)
3.2 电批:常用和称谓有电批、电动起子、电动螺钉旋具等。
3.3 电批批头:安装于电批上,常用称谓有起子头、电批咀等。
4 职责&流程:
4.1 生产部:
4.1.1生产部正确使用电/风批及按各课《电/风批扭力标准对照表》要求调整电批扭力
大小。
4.1.2 每次在使用扭力测试仪进行检校时候按照要求填写《扭力校验记录表》
4.2 制造品质部:
4.2.1IPQC对生产部电批/风扭力执行状况进行监督及抽查记录表填写。
4.3 制造工程部:
4.3.1 对电批扭力制定及对电批/风批进行指定。
5.内容:
5.1生产部:
5.1.1 对于新采购的电/风批应及时通知工程部进行编号,然后统一交由生产部备用
库进行管理。
德信诚培训网
更多免费资料下载请进: 好好学习社区 风批与电批校正作业指导书
1.0目的:
规范使用方法,延长风批与电动起子之使用寿命,保证产品品质,达成既定要求。
2.0适用范围:
本厂新进、在用或修复OK 之风批及电动起子均属之。
3.0定义:
无
4.0权责:
4.1研发部:负责风批或电动起子在产线使用操作时的规格制定;
4.2制造部:负责上线前风批或电动起子的校正;
4.3品保部:负责产线风批或电动起子使用操作时的规格复检及确认。
5.0作业内容:
5.1风批使用操作说明:
5.1.1先将气管接入产线的气管接头上;
5.1.2上线前用扭力计将风批的使用规格校正至SOP 要求范围内(上午与下午及加班各一次,机种换线时需校正);
5.1.3用指尖将风批帽往上推,将锁附螺帽之套筒接上或卸下;。