IMS-GL系列伺服控制器在连铸机调宽中的应用
- 格式:pdf
- 大小:118.18 KB
- 文档页数:2

《伺服电机驱动的连铸结晶器振动位移系统模糊控制研究》篇一一、引言随着现代工业技术的飞速发展,伺服电机驱动技术广泛应用于各类机械设备中,尤其在连铸工艺中,其重要性不言而喻。
连铸结晶器振动位移系统是连铸过程中的关键部分,它直接影响着铸坯的质量和产量。
传统的控制系统往往难以应对复杂多变的工艺条件,因此,对连铸结晶器振动位移系统进行模糊控制研究具有重要意义。
本文旨在探讨伺服电机驱动的连铸结晶器振动位移系统的模糊控制策略,以提高其控制精度和稳定性。
二、系统概述连铸结晶器振动位移系统主要由伺服电机、减速器、振动机构等组成。
其中,伺服电机是驱动系统的核心,通过精确控制电机的转速和转向,实现结晶器的振动位移。
该系统在连铸过程中,需根据铸坯的特性和工艺要求,进行实时调整,以保证铸坯的质量和产量。
三、模糊控制理论模糊控制是一种基于模糊集合理论的控制方法,它能够处理不确定、非线性的复杂系统。
在连铸结晶器振动位移系统中,由于工艺条件的复杂性和多变性,传统控制方法往往难以达到理想的控制效果。
而模糊控制通过将人类的经验和知识转化为模糊规则,实现对系统的智能控制。
四、模糊控制策略针对连铸结晶器振动位移系统的特点,本文提出了一种基于伺服电机的模糊控制策略。
首先,根据系统的实际需求和工艺条件,建立模糊控制器。
该控制器以电机的转速和转向为输入,以振动位移为输出,通过模糊规则对系统进行实时调整。
其次,根据实际运行情况,不断优化模糊规则,以提高系统的控制精度和稳定性。
最后,通过仿真和实验验证了该策略的有效性。
五、实验与分析为了验证所提出的模糊控制策略的有效性,我们进行了大量的实验。
实验结果表明,采用模糊控制的连铸结晶器振动位移系统,在各种工艺条件下均能实现较高的控制精度和稳定性。
与传统的控制系统相比,模糊控制系统能够更好地适应复杂多变的工艺条件,提高铸坯的质量和产量。
此外,我们还对系统的响应速度、抗干扰能力等性能进行了分析,结果表明,模糊控制系统在这些方面也具有明显的优势。

连铸机电气自动化控制系统的应用连铸是通过浇铸、冷凝以及切害等工艺将钢水铸成钢坯。
提升连铸的自动化控制对节约能源,减轻了劳动强度、提高成材率、改善环境具有重要影响。
本文综述连铸自动化系统的构成,以某钢铁企业连铸集散自动化控制系统为例分析连铸自动化控制过程,为钢铁企业提高连铸机自动化控制系统水平提供参考。
标签:连铸机;自动化;控制级;PLC研究连铸机电气自动化控制系统对对企业结构和产品结构的简化和优化、提升经济效益具有重要意义。
一、连铸自动化系统的构成连铸机电气控制系统主要包括现场各种电气元件、智能仪表秘交流传动装置,按功能化分可分为平台控制区域、铸流控制区域、后区控制区域、仪表控制区域四大部分。
1.连铸机平台控制区域自动化控制。
连铸机平台控制区域自动化控制主要是对钢水罐回转台、中间包及中间包车、结晶器吸收风机、二冷水排烟风机以及附属设备电气系统进行控制。
平台控制区域的功能是承接钢水罐,移动中间包与结晶器、排放扇形段二冷区域烟气。
(1)钢水罐回转台在设计上采用变频器传动控制方式,并且在变频器的容量选择上加大了一级。
同时利用变频器的S曲线加减速功能,通过调整S曲线保证加减速曲线的平滑快速,减少对减速机的冲击,然后再通过PLC程序判断变速限位、停止限位等实现旋转过程中高低速的自动切换和到位停车。
(2)中间包的作用是减压、稳流、去杂质、贮存钢水、分流和中间包冶金,为保证中间包车可靠稳定运行,中间包车的走行应该采用变频传动控制方式。
(3)结晶器烟气吸收风机的电气系统的作用是将冷却水与高温的钢水接触产生大的烟气及时排出,结晶器烟气吸收风机的电气系统可用不可逆电机实现。
为使二冷排蒸汽风机不过载,控制的微动开关要设计4个位置检测,即开过转矩、开到位、关到位、关过转矩。
2.连铸机铸流区域的电气控制系统。
铸流区域的电气控制系统是连铸机核心控制部分,主要控制坯连铸机运转方式的选择,结晶器在线调宽,结晶器的振动装置,扇形段压下及压力,扇形段的驱动以及引锭杆和板坯的跟踪等。
过程监控自动化控制系统在连铸机的应用摘要:主要介绍了济钢第三炼钢厂连铸机过程监控自动化控制系统的构成特点及应用,实现了生产过程的控制实时数据采集和处理等。
关键词:连铸机监控总线0前言济钢三炼钢板坯连铸机工程是济钢“十五”发展的重点工程项目,其自动化控制技术已达世界先引水平。
济钢三炼钢板坯连铸机工程基础自动化控制系统配置,采用德国SIEMENS公司的S7系列产品组成仪控合一的基础自动化控制级,用于主PLC与从PLC之间相互通讯使之现场设备正常运行的媒介摘要:主要介绍了济钢第三炼钢厂连铸机过程监控自动化控制系统的构成特点及应用,实现了生产过程的控制实时数据采集和处理等。
关键词:连铸机监控总线0 前言济钢三炼钢板坯连铸机工程是济钢“十五”发展的重点工程项目,其自动化控制技术已达世界先引水平。
济钢三炼钢板坯连铸机工程基础自动化控制系统配置,采用德国SIEMENS公司的S7系列产品组成仪控合一的基础自动化控制级,用于主PLC与从PLC之间相互通讯使之现场设备正常运行的媒介——PROFIBUS总线。
1 概述第三炼钢厂铸机系统由澳钢联设计,软硬件均采用德国SIEMENS产品,自动化程度处世界领先水平。
该系统在自动化控制方面分为L1(基础控制),L2(过程控制)两级控制,在网络结构上利用各种专用PLC通信处理器构成不同应用不同层次PLC网络,采用PROFIBUS现场总线控制构成PLC网络,可以实现在线监控和在线编程PLC主要采用S7-300、S7-400及C7系列作为主站,远程I/O、变频器等智能单元作为从站,主站与从站采用现场总线PROFIBUS_DP与从站进行通讯。
同时,为了满足各主PLC、各单体设备之间数据的传输,一级系统的通讯网络采用Siemens工业以太网,TCP/IP开放协议,光缆介质,通信速率10Mb/s,采用环形拓扑结构,进行信息的交换。
2 系统组成2.1 硬件配置济钢三炼钢连铸机的电气设备采用德国SIEMENS公司产品,包括PLC、数字传动装置等。
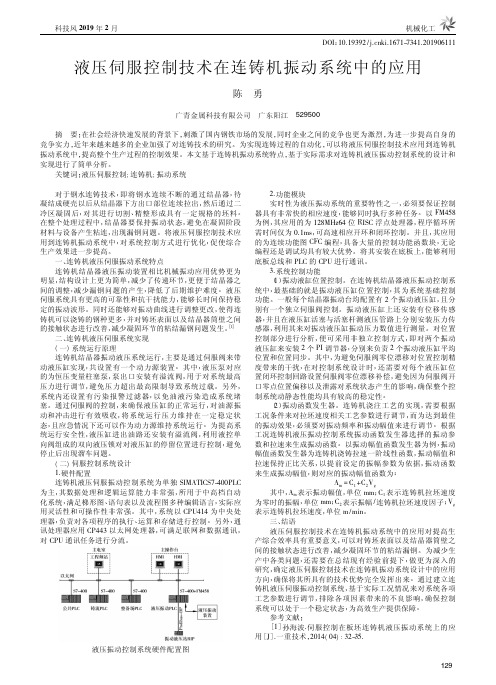
DOI :10.19392/j.cnki.1671-7341.201906111液压伺服控制技术在连铸机振动系统中的应用陈勇广青金属科技有限公司广东阳江529500摘要:在社会经济快速发展的背景下,刺激了国内钢铁市场的发展,同时企业之间的竞争也更为激烈,为进一步提高自身的竞争实力,近年来越来越多的企业加强了对连铸技术的研究。
为实现连铸过程的自动化,可以将液压伺服控制技术应用到连铸机振动系统中,提高整个生产过程的控制效果。
本文基于连铸机振动系统特点,基于实际需求对连铸机液压振动控制系统的设计和实现进行了简单分析。
关键词:液压伺服控制;连铸机;振动系统对于钢水连铸技术,即将钢水连续不断的通过结晶器,待凝结成硬壳以后从结晶器下方出口部位连续拉出,然后通过二冷区凝固后,对其进行切割、精整形成具有一定规格的坯料。
在整个处理过程中,结晶器要保持振动状态,避免在凝固阶段材料与设备产生粘连,出现漏钢问题。
将液压伺服控制技术应用到连铸机振动系统中,对系统控制方式进行优化,促使综合生产效果进一步提高。
一、连铸机液压伺服振动系统特点连铸机结晶器液压振动装置相比机械振动应用优势更为明显,结构设计上更为简单,减少了传递环节,更便于结晶器之间的调整,减少漏钢问题的产生,降低了后期维护难度。
液压伺服系统具有更高的可靠性和抗干扰能力,能够长时间保持稳定的振动波形。
同时还能够对振动曲线进行调整更改,使得连铸机可以浇铸的钢种更多,并对铸坯表面以及结晶器筒壁之间的接触状态进行改善,减少凝固环节的粘结漏钢问题发生。
[1]二、连铸机液压伺服系统实现(一)系统运行原理连铸机结晶器振动液压系统运行,主要是通过伺服阀来带动液压缸实现,共设置有一个动力源装置。
其中,液压泵对应的为恒压变量柱塞泵,泵出口安装有溢流阀,用于对系统最高压力进行调节,避免压力超出最高限制导致系统过载。
另外,系统内还设置有污染报警过滤器,以免油液污染造成系统堵塞。
通过伺服阀的控制,来确保液压缸的正常运行,对油源振动和冲击进行有效吸收,将系统运行压力维持在一定稳定状态,且应急情况下还可以作为动力源维持系统运行。

液压伺服控制技术在连铸机振动系统中的应用
液压伺服控制技术是一种通过液压系统来实现精确控制的技术,广泛应用于各种机械
设备中。
在连铸机振动系统中,液压伺服控制技术也有着重要的应用。
连铸机是一种大型的冶金设备,用于将熔化的金属连续地浇铸成板材或方坯。
在连铸
过程中,振动是一个常见的问题,会影响到板材或方坯的质量。
为了解决振动问题,提高
连铸机的工作效率和产品质量,液压伺服控制技术被引入到连铸机振动系统中。
1. 振动抑制:通过控制液压系统的输出,减小振动系统的振幅,达到抑制振动的效果。
在连铸机的振动系统中,通过调节伺服阀的开度和响应速度,可以实现精确的振动控制,使连铸机的振动减小到最低限度。
2. 振动模式选择:液压伺服控制技术可以实现振动模式的选择,根据不同的板材或
方坯要求选择合适的振动模式。
通过控制伺服阀和执行器的工作状态,可以改变振动系统
的振动模式,从而满足不同产品的振动要求。
5. 自适应控制:液压伺服控制技术可以实现自适应控制,根据实际振动系统的工作
状态进行智能调节。
通过传感器监测振动系统的振动情况,将反馈信息输入到液压伺服控
制系统中,根据实时的振动情况进行参数调节,实现自适应控制。
液压伺服控制技术在连铸机振动系统中的应用可以提高连铸机的工作效率和产品质量,减小振动对产品质量的影响。
随着液压伺服控制技术的不断发展,将会有更多的创新应用
出现在连铸机振动系统中,进一步提升连铸机的整体性能。

液压伺服控制技术在连铸机振动系统中的应用
液压伺服控制技术是一种以液压为动力的伺服系统控制技术。
它利用液压传动的优势,通过加强控制器的计算,准确控制液压伺服系统的工作状态,从而实现对被控对象的高精度、高速度、高灵敏度等精密控制。
在连铸机振动系统中,液压伺服控制技术的应用日益广泛。
传统的连铸机振动控制技
术主要采用机械振动控制和电磁振动控制两种方式,但由于其控制精度难以满足现代高速
连铸机的要求,液压伺服控制技术逐渐成为其替代技术。
液压伺服控制技术可以利用液体传递压力的特点,提高振动控制的精度。
具体地说,
通过液压马达将油液转化为机械动力,再将机械动力传递给振动器,实现对振动力的高灵
敏度控制。
液压伺服控制技术可以进行闭环控制,能够根据被控对象的反馈信号实时调整
振动力的大小和方向,从而使连铸机振动系统具有更高的机械稳定性和控制稳定性。
1. 控制范围广:液压伺服控制技术可以控制各种振动系统并满足不同的控制要求。
2. 可靠性高:液压伺服控制技术采用液压元件,具有耐用性好、稳定性高的特点。
3. 控制精度高:液压伺服控制技术的计算控制器可以快速地对反馈信号进行准确的
计算,从而实现对振动力的高精度控制。
5. 能适应恶劣环境:液压伺服控制技术适用于高温、高压和高湿度等恶劣工作环境,能够保证系统的稳定运行和长期服务寿命。
总之,液压伺服控制技术具有优秀的控制稳定性和控制精度,使其成为高速连铸机振
动系统中的重要技术手段。
随着液压伺服控制技术不断地发展和完善,相信它将在不久的
将来成为连铸机振动控制的首选技术。
上引连铸机组中伺服驱动系统的应用摘要:从上引连铸机组控制系统出发,简述上引连铸机组中伺服驱动系统的选择和伺服系统的控制原理。
关键词:上引连铸伺服电机伺服驱动器位置控制0 引言连铸机组是将液态金属连续转化为金属铸坯的关键设备,上引连铸铜杆是间歇向上牵引实现的,间歇牵引每次动作的升程的节距、间歇牵引的运行停止时间、牵引的速度都会影响连铸铜杆的质量。
伺服电机牵引系统,不仅满足了高频率的间歇牵引,节距可根据不同连铸铜杆直径任意调节,而且不会打滑,运行稳定。
随着驱动控制技术的发展,数字化技术在驱动产品上的应用,数字式的伺服驱动器可以具有位置闭环功能,即可以接受外部上位机(如PLC)发出的脉冲信号,脉冲信号的频率对应电机的运行速度,脉冲的个数对应电机运转的角度。
而且随着电力电子技术的发展,数字式伺服驱动系统产品的价格大幅下降且可靠性也得到了极大提高。
因此采用PLC位置控制方式也成为了可能。
1 连铸机组简介及伺服驱动系统的选择1.1 硬件模块实际选型兼顾整个系统的成本控制,进行了实物实验,并进行了方案论证,成功地研制开发了直接上引法Φ8mm铜杆生产线,采用了抗干扰能力强、性价比较高的日本富士电机公司的UG221系列触摸屏POD,SPB系列可编程控制器PLC,松下MINAS A系列交流伺服系统,VFO超小型变频器等产品组成了整个项目的电气控制系统。
很好地解决了能耗、材料消耗及辅助消耗方面的问题,直接从液态铜液连续铸造成Φ8mm的软态无氧铜杆,具有结构简单、技术先进、性能可靠、操作简单、设备利用率高、生产工序简化、投资低、见效快等特点。
1.2 伺服驱动系统的选择1.2.1 产品功能和性能指标的比较比较不同品牌的伺服驱动器的特点,从而选择合适的产品。
①富士交流伺服系统中的伺服驱动器ES系列,具有电压、位置、转矩控制模式;马达内置编码器,开环控制。
②三菱交流伺服系统中的伺服驱动器MR-E系列,具有位置、速度、力矩控制模式;采用脉冲序列能实现各种高精度定位;能轻易实现增益设置;但其匹配的中功率、中惯性HC-SFE系列伺服电机的额定功率最大为2KW,不能满足负载要求。
液压伺服控制技术在连铸机振动系统中的应用随着工业化进程的不断发展,制造业的自动化技术也在不断推陈出新。
在金属冶炼行业中,连铸机是一种常见的生产设备,它主要用于将熔融的金属浇铸成连续的铸坯。
在这一过程中,振动控制技术起着至关重要的作用,而液压伺服控制技术正是连铸机振动系统中的关键技术之一。
本文将从液压伺服控制技术的基本原理和应用特点入手,介绍其在连铸机振动系统中的应用及优势。
一、液压伺服控制技术基本原理1. 原理介绍液压伺服控制技术是一种利用液压作为工作介质,通过控制液压阀的开关状态和流量来实现对执行元件运动轨迹、速度和力的精确控制的技术。
其基本原理是利用伺服阀调节液压缸的工作行程、速度和力,可以实现对机械系统的闭环控制,具有响应速度快、精度高、动态性能好等优点。
2. 工作过程在液压伺服控制系统中,通过传感器检测执行元件的实际运动状态,并将反馈信号传输给控制系统。
控制系统根据设定值和实际值之间的差异调节伺服阀的开合状态和流量,从而控制液压缸的运动状态,使其达到期望的位置、速度和力。
整个工作过程是一个闭环反馈控制系统,可以实现高精度的动态控制。
2. 应用优势液压伺服控制技术在连铸机振动系统中的应用具有以下几点优势:(1)高精度控制:液压伺服系统可以实现对液压缸的位置、速度和力的高精度控制,可以准确地抑制振动的产生和传播。
(2)响应速度快:伺服阀的响应速度非常快,可以及时调整流量和阀的开合状态,实现对振动的及时响应。
(3)动态性能好:液压伺服控制系统的动态性能好,可以适应连铸机工作过程中的动态负载变化,保证振动控制的稳定性和可靠性。
(4)可靠性高:液压伺服控制系统结构简单、可靠性高,可以适应连铸机长时间连续工作的要求。
三、结语液压伺服控制技术在连铸机振动系统中的应用具有广阔的发展前景和应用价值。
随着金属冶炼行业的自动化水平不断提高,振动控制技术将对连铸机的稳定运行和产品质量起到越来越重要的作用。
金属冶炼企业和制造业技术人员应密切关注液压伺服控制技术在振动控制领域的最新应用进展,积极引进先进的技术,不断改进和优化连铸机的振动控制系统,提高设备的性能和生产效率。
连铸机铸流控制系统升级及功能优化的方法苏钢1#连铸机铸流PLC控制系统采用德国西门子公司生产的S5系列产品,经过十几年的运行,设备趋于老化。
随着S5系统逐渐被淘汰,大多CPU和信号模块已经不再生产,不可避免地遇到了备件价格昂贵、供货时间长、维修成本高等问题,为此公司决定于2015年5月对该连铸机铸流PLC系统进行升级改造。
标签:S7控制系统;电动调节阀;变频器1 概述1#连铸机铸流控制系统中,主站原采用双机架结构:主机架由S5 CPU 928、CP143通讯模块、WF706计数模块、4块AI 466模拟量输入模块、3块AO 470模拟量输出模块、7块DI 430数字量输入模块、以及EG300扩展模块构成;扩展机架由4块DO 451数字量输出模块、3块DO 454数字量输出模块、以及ZG-AS 312扩展模块构成。
升级改造后的新硬件系统,主机架由S7 CPU 416、CP443通讯模块、FM450计数模块、4块A0 431模拟量输出模块、7块DI 421数字量输入模块、以及IM460扩展模块构成;扩展机架由4块DO 422数字量输出模块、2块AI 432模拟量输入模块、以及IM461扩展模块构成。
现上位机采用Wincc 监控软件,上位机与PLC之间通过以太网进行通讯。
2 系统中一些主要的功能优化2.1 二次冷却水控制调节阀优化连铸热坯采用气水雾化冷却,这种冷却方式,需要对冷却水的流量进行精确调节。
原S5系统采用萨姆森电液调节阀结合ABB电磁流量计实现闭环控制。
基本工作原理是:ABB电磁流量计测量实际水流量,S5程序中将实际流量与目标流量进行比较,若在死区范围外,则根据实际流量是大于或是小于目标值,输出关闭或是打开的脉冲信号给中间继电器,从而再控制调节阀的动作,直至实际流量值进入死区范围内。
但是使用经验证明,此套调节系统存在以下这些问题:控制设备都是进口产品,且连铸二冷区共有45套,维护更换成本高;控制存在死区,精度不高;存在中间继电器,线路较多,增多了故障点;缺少现场手动功能,紧急情况只能通过程序中手动模式控制动作。