什么是过程能力和过程能力指数?
- 格式:pptx
- 大小:709.99 KB
- 文档页数:16
过程能力和过程能力指数(CP 和CPK)相关知识一、什么是过程能力和过程能力指数(英文Process Capability Index)1、过程能力(或工序能力)C P,是指过程的加工质量满足技术标准的能力,它是衡量过程加工内在一致性的。
过程能力决定于质量因素,即人、机、料、法、环、测,而与规范无关。
2、C P值的大小即可定量计算出该工序的不合格品率,所以工序能力C P的大小可以反映过程加工质量满足产品技术要求的程度,也即企业产品的控制范围满足客户要求的程度。
3、C PK:Process Capability Index(K是偏移量),称为过程能力指数(指过程的固有过程能力指数),表示过程能力满足技术标准的程度。
二、Cp、Cpk的计算方法在品质特性值属于计量值数据的情况下,工序能力指数的计算方法如下:1、当给定双向公差,品质数据分布中心( X ) 与公差中心( M ) 相一致时,用符号C P 表示。
C P(工序能力指数)=T(质量特性规格界限)/6σ(工序能力)T=T U–T LT U为公差上限,T L为公差下限;2、当给定双向公差,品质数据分布中心( X ) 与公差中心( M ) 不一致时,即存在中心偏移量(ε)时,用符号C PK表示。
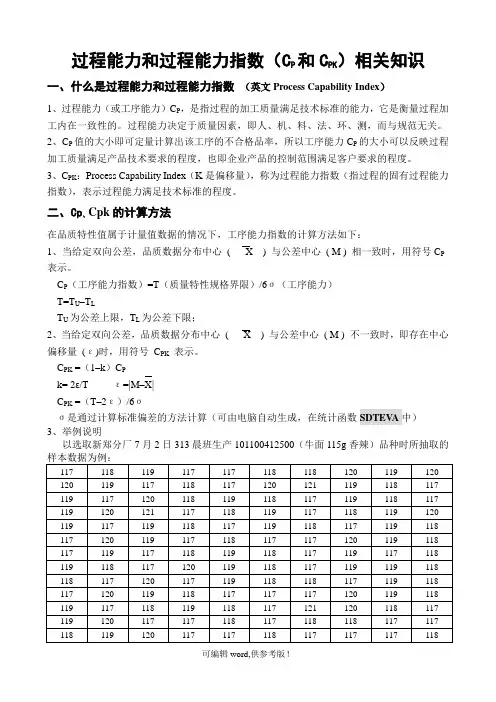
C PK =(1–k)C Pk= 2ε/Tε=|M–X|C PK =(T–2ε)/6σσ是通过计算标准偏差的方法计算(可由电脑自动生成,在统计函数SDTEV A中)3、举例说明以选取新郑分厂7月2日313晨班生产101100412500(牛面115g香辣)品种时所抽取的119120119117116117118117117118 117116117117119118119121120119 119117119117117119117118118118 119118117117118119118117119118 118117117117117118118120119118 117116117117118117120118118118 117117117121120118118118118117标准偏差σ1.1233平均值X118.08标准值M116.5最大值T U120.5最小值T L112.5T=T U–T L=120.5–112.5=8ε=|M–X|=|116.5–118.08|=1.58σ=1.1233 k=2ε / T=0.395C P =T/6σ=8/6*1.1233=1.187C PK=(T–2ε)/6σ=(8–2*1.58)/6*1.1233 = 0.718当过程中心值偏移时三、过程能力指数C P的评价参考C P≥1.67 属Ⅰ级,过程能力过高(视具体情况而定)。
「CPK」过程能力指数,附案例分析和改善措施过程能力指数(Process capability index,CP或CPK),也译为工序能力指数、工艺能力指数、制程能力指数一、什么是过程能力指数过程能力指数也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现。
对于任何生产过程,产品质量总是分散地存在着。
若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。
那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力:工序能力是表示生产过程客观存在着分散的一个参数。
但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。
因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。
这个参数就叫做工序能力指数。
它是技术要求和工序能力的比值,即当分布中心与公差中心重合时,工序能力指数记为Cp。
当分布中心与公差中心有偏离时,工序能力指数记为Cpk。
运用工序能力指数,可以帮助我们掌握生产过程的质量水平。
二、过程能力指数的意义制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越大表示品质越佳。
CPK=min((X-LSL/3s),(USL-X/3s))三、过程能力指数的计算公式CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]四、过程能力指数运算方法过程能力指数运算有5种计算方法:直方图(两种绘图方法);散布图(直线回归和曲线回归)(5种);计算剩余标准差;排列图(自动检索和排序);波动图(单边控制规范,也可以是双边控制规范)。

• 1.过程能力•概念:过程能力(process capability)是指处于稳定状态下的过程满足质量要求的能力。
•概念理解:•(1)过程满足质量要求的能力主要表现在以下两方面:①质量是否稳定,②质量精度是否足够。
•(2)所谓处于稳定生产状态下的过程应具备以下几个方面的条件:•①原材料或上一过程半成品按照标准要求供应;•②本过程按作业标准实施,并应在影响过程质量各主要因素无异常的条件下进行;•③过程完成后,产品检测按标准要求进行。
◼影响过程能力的因素1.设备方面如设备精度的稳定性,性能的可靠性,定位装置和传动装置的准确性,设备的冷却润滑的保护情况,动力供应的稳定程度等。
2.工艺方面如工艺流程的安排,过程之间的衔接,工艺方法、工艺装备、工艺参数、测量方法的选择,过程加工的指导文件,工艺卡、操作规范、作业指导书、过程质量分析表等。
3.材料方面如材料的成份,物理性能,化学性能处理方法,配套元器件的质量等。
4.操作者方面如操作人员的技术水平、熟练程度、质量意识、责任心等。
5.环境方面如生产现场的温度、湿度、噪音干扰、振动、照明、室内净化、现场污染程度等。
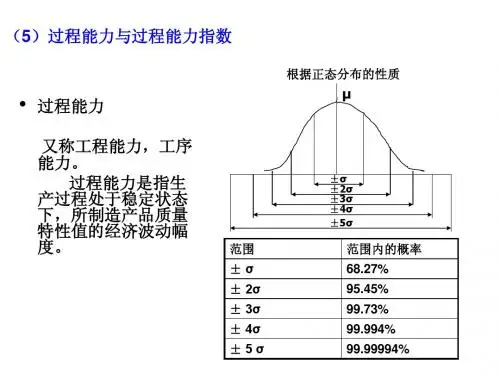
•过程能力的量化:•在只有偶然因素影响的稳定状态下,质量数据近似地服从正态分布N(μ,σ2)。
由概率理论可知,当分布范围取为μ±3σ时,产品质量合格的概率可达99.73%,废品率仅为0.27%•因此可用过程质量特性值的波动范围来衡量过程能力,通常用标准偏差σ表示过程能力的大小。
而且以±3σ,即6σ为标准来衡量过程的能力具有足够的精确度和良好的经济性。
若记过程能力为B,则过程能力B=6σ。
6σ过程能力 B =6σ6σ数值越小,过程能力越强;6σ数值越大,过程能力越弱。
过程能力B=6σ。
由于P (x∈μ±3σ)=99.73%, 故6σ近似于过程质量特性值的全部波动范围。
•2.过程能力指数:•概念:过程能力指数表示过程能力对过程质量标准的满足程度。
二)过程能力分析1、过程能力过程能力指产品生产得每个过程对产品质量得保证程度,反映得就是处于稳定生产状态下得过程得实际加工能力,记为B。
获取产品生产得过程能力,就是质量管理中收集样本得目得之一,以便了解过程得生产能力如何,即生产合格品得能力究竟如何。
如果生产能力过低,必需采取措施加以改进。
过程能力越高,稳定性越高,生产能力也强。
过程能力得高低可以用标准差σ得大小来衡量。
σ越小则过程越稳定,过程能力越强;σ越大过程越不稳定,过程能力越弱。
当生产过程稳定,且产品得技术标准为双侧时,B=6σ(见图11—10)。
过程能力包括长期过程能力与短期过程能力。
短期过程能力就是指仅由偶然因素所引起得部分变异,它实际上反映了短期变异情况。
长期过程能力就是指由偶然因素与异常因素所引起得总变异,它实际反映了长期变异情况。
过程能力只与标准差有关,而与产品得技术要求无关,只表示一个过程固有得最佳性能。
标准差决定于质量因素,即人、机、料、法、环,与规范无关。
为了反映与衡量过程能力满足技术要求得程度,引进一个新指标,即过程能力指数。
[例题6] 过程能力得高低可以用标准差σ得大小来衡量。
σ越小则()。
A、过程标准越高B、过程越稳定C、过程越不稳定D、过程能力越强E、过程能力越弱答案:BD2.过程能力指数过程能力指数反映过程加工中质量满足产品技术要求得程度,也即产品得控制范围满足顾客要求得程度。
过程能力指数=技术要求/过程能力(11—14)过程能力指数越大,说明过程能力越满足技术要求,产品质量越有保证。
对于产品特性值分布得平均值μ与规范中心M重合即无偏移时用Cp衡量,对于产品特性值分布得平均值μ与规范中心M不重合即有偏差时用Cpk衡量。
①无偏移双侧规范情况得短期过程能力对于双侧规范情况,无偏移短期过程能力指数Cp得计算公式如下:大得情况,即0≤K<1。
3.过程能力指数与产品不合格率得关系当生产过程处于稳定状态时,过程能力指数Cp与不合格品率P相对应。
过程能力与过程能力指数分析过程能力是指企业在生产或服务过程中对于资源、流程、环境等各方面进行有效管理、优化,并最终提升企业的质量和效率水平的能力。
而过程能力指数则是对企业过程掌控能力和过程管理水平的量化评价指标。
本文将介绍过程能力的概念及其指数分析方法,并探讨如何提高企业的过程能力。
过程能力的概念过程能力是指企业通过管理、优化各节点的资源、流程、环境等各方面,为生产或服务的过程提供保障并进行有效控制,从而提升产品质量、提高效率的能力。
企业通过持续改进和优化各个环节的管理流程,不断提高自身的过程能力,进而实现产品和服务的持续改进和提升。
过程能力的评价主要从三个维度来考虑:1.资源实力:包括供应商、设备、人员能力、工艺设备、系统工具等;2.流程规范:包括流程的规范制定、管理模式、执行效果等;3.环境控制:包括环保控制、效益监测、安全生产等。
综合上述三个方面,可以对企业的过程能力进行全方位的评测和评价,进而为企业的持续发展提供保障。
过程能力指数的分析过程能力指数是对一个企业在生产或服务过程中所表现出来的管理和协调能力的一种量化评价指标。
同时,过程能力指数也是一个企业质量管理体系的有效指标,用来衡量企业的生产或服务过程控制和管理水平的高低。
通常,过程能力指数包括以下几个维度:1.环境质量:包括工作环境、资源环境和指标环境等;2.流程管理:包括生产过程的执行、优化、起止控制和问题管理等;3.客户满意度:包括内部客户和外部客户的满意度;4.产品质量:包括产品质量一致性、稳定性、可靠性和效益性等。
对于维度之间没有耦合关系的过程能力指数,可以通过加权平均值的方式进行计算。
但对于存在一定耦合关系的维度,建议采用主成分分析、因子分析等统计分析方法进行计算。
基于过程能力指数的评价结果,同时结合过程产能、生产能力和制造成本等指标进行综合评价,可以有效的评估企业的综合竞争能力和成本效益。
如何提升过程能力过程能力的提升需要从多方面入手,主要可以从以下几个方面进行考虑:1.数据分析:通过收集并分析相应的过程数据,为制定和优化过程策略提供有力的数据支撑和保障;2.流程优化:优化和规范工作流程,并通过流程拆分、差异化管理等手段,在细节方面进行管理,从而提升产品质量和效率;3.经验沉淀:将企业过程管理中的优秀经验进行总结和归纳,并制定规范的技术文档和操作规程,以便更好的推广和复制;4.科技创新:通过引入先进的生产装备和技术,提高企业过程的自动化水平,进而提高生产效率并节省制造成本;5.培训提升:对于企业员工进行岗位培训,在保证操作技巧的同时,提高其对于过程质量的认识和要求。
过程能力与过程能力指数的区别
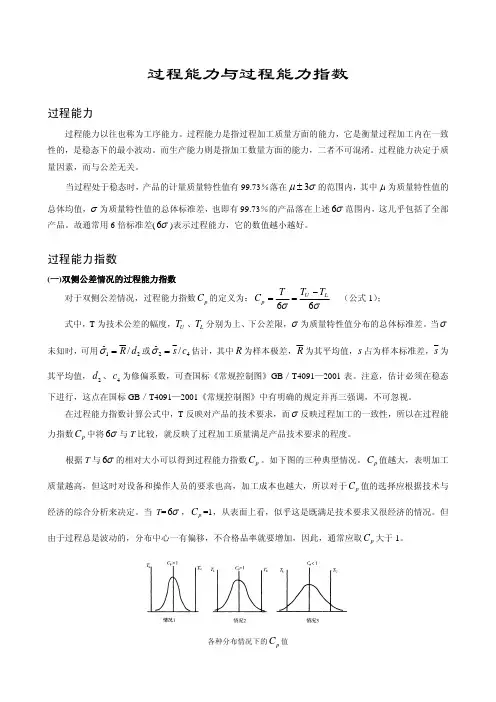
摘要:过程能力是指生产过程处于稳定状态下,所制造产品质量特性值的经济波动幅度。
过程能力指数是过程能力满足产品质量标准(规格、公差)的程度,用Cp来表示,两都是两个不同的概念.
过程能力
在制造过程中,过程能力是指处于稳定状态下的过程的实际加工能力。
过程处于稳定状态的条件:
①原材料或上一过程半成品按照标准要求供应;
②本过程按照作业标准实施,并应在影响过程质量各主要因素无异常的条件下进行;
③过程完成后,产品检测按标准要求进行。
当过程处于稳定状态时,一般用产品质量特性值的变异程度来表示过程能力。
●根据正态分布的性质,落在μ±3σ范围内的产品质量特性值占到全部产品
的99.73%。
●通常以±3σ,即6σ为标准来衡量过程能力。
记过程能力为B,则B= 6σ。
(经济的幅度)
过程能力指数
表示过程能力满足过程质量标准要求程度的量值。
过程质量要求与过程能力的比值,常用来CP表示:
CP=T/6σ
式中,T为产品的技术要求或质量标准。
过程能力与过程能力指数不同
●过程能力是过程自身实际达到的质量水平,是一个比较稳定的数值;
●过程能力指数是一个相对的概念,即使同一个过程,过程能力指数可能因为
质量标准要求的不同而不同。
●作为技术要求满足程度的指标,过程能力指数越大,说明过程能力越能满足
技术要求,甚至有一定的技术储备。
过程能力和过程能力指数(CP 和CPK)相关知识一、什么是过程能力和过程能力指数(英文Process Capability Index)1、过程能力(或工序能力)CP,是指过程的加工质量满足技术标准的能力,它是衡量过程加工内在一致性的。
过程能力决定于质量因素,即人、机、料、法、环、测,而与规范无关。
2、CP 值的大小即可定量计算出该工序的不合格品率,所以工序能力CP的大小可以反映过程加工质量满足产品技术要求的程度,也即企业产品的控制范围满足客户要求的程度。
3、CPK:Process Capability Index(K是偏移量),称为过程能力指数(指过程的固有过程能力指数),表示过程能力满足技术标准的程度。
二、Cp、Cpk的计算方法在品质特性值属于计量值数据的情况下,工序能力指数的计算方法如下:1、当给定双向公差,品质数据分布中心 ( X ) 与公差中心 ( M ) 相一致时,用符号CP 表示。
CP(工序能力指数)=T(质量特性规格界限)/6σ(工序能力)T=TU –TLT U 为公差上限,TL为公差下限;2、当给定双向公差,品质数据分布中心 ( X ) 与公差中心 ( M ) 不一致时,即存在中心偏移量 (ε)时,用符号 CPK表示。
C PK =(1–k)CPk= 2ε/Tε=|M–X|CPK=(T–2ε)/6σσ是通过计算标准偏差的方法计算(可由电脑自动生成,在统计函数SDTEVA中)3、举例说明以选取新郑分厂7月2日313晨班生产(牛面115g香辣)品种时所抽取的样本数据为例:118117120117119118118117119118 117120119118117117117120119118 119117118119118117121120118117 119120117117118117118118117117 118119120117117118117117117118 119120119117116117118117117118 117116117117119118119121120119 119117119117117119117118118118 119118117117118119118117119118 118117117117117118118120119118 117116117117118117120118118118 117117117121120118118118118117标准偏差σ平均值X标准值M最大值T U最小值T LT=TU –TL=–=8ε=|M–X|=|–|=σ=k=2ε / T=CP=T/6σ=8/6*=CPK=(T–2ε)/6σ=(8–2*)/6* = 当过程中心值偏移时三、过程能力指数C P的评价参考从上述新郑的事例可以看出新郑分厂7月2日313晨班生产(牛面115g香辣)的CP值为,在>CP ≥的范围之内,整体样本的中心向TU方向偏移,应加以适当的调整和控制。
什么是过程能力?(关于Cp、Cpk、Cpm、Cpmk、Pp、Ppk)2009-03-05 13:15:26| 分类:默认分类| 标签:无|字号大中小订阅过程能力是指加工方面满足加工质量的能力。
此种能力表现在过程稳定的程度,σ越小,过程能力越稳定,|M-μ|的值越小,表示过程能力的偏差越小,99.73%的质量特性散布区间在[μ-3σ,μ+3σ]。
过程能力指数Cp、CpkCp是表征过程固有的波动状态,即技术水平。
它是在过程的平均值μ与目标值M重合的情形,过程处于统计控制状态时(非分析状态),过程能力指数Cp可用下式表示:Cp=(USL-LSL)/6σ=T/6σCp与不良品率的关系Cp P1.0 0.27%1.33 0.007%1.5 6.8PPm2.0 2.0PPb实际过程中,平均值与目标志重合的情形非常少,因此引入了偏移度的概念,即过程平均值与目标值的偏离过程綜合製程能力指數Cpk:同時考慮偏移及一致程度。
Cpk=( 1 -k ) xCp 或MIN {CPU,CPL}Ppk= ( 1 -k ) xPp 或MIN {PPU,PPL}(X –μ)K= |Ca|=──────(T/2)PS.製程特性定義單邊規格(設計規格)因沒有規格上限或下限沒有規格下限Cp =CPU =Cpk沒有規格上限Cp =CPL =Cpk當Cpk值愈大,代表製程綜合能力愈好。
等級判定:依Cpk值大小可分為五級等級Cpk值處理原則A+ 1.67 ≦Cpk無缺點考慮降低成本B 1 ≦Cpk ≦ 1.33 有缺點發生C 0.67 ≦Cpk ≦1立即檢討改善D Cpk ≦0.67 採取緊急措施,進行品質K=2|M-μ|/TCp-Cpk=|M-μ|/3σCpk与不良品率的关系Cpk P(%)1.0 0.13~0.271.1 0.05~0.101.2 0.02~0.031.3 48.1~96.2PPM1.4 13.4~26.7PPM过程能力指数Cpm、Cpmk过程能力指数是根据田口玄一关于质量损失函数而设计出来的。
过程性能指数和过程能⼒指数的区别
过程性能指数和过程能⼒指数的区别
摘要:过程能⼒指数跟过程性能指数是量度过程的两个重要参数,本⽂主要介绍过程能⼒指数跟过程性能⼒指数两者间的区别.过程能⼒指数都是⽤短期数据来计算,并且要求过程稳定,称为短期过程能⼒指数。
短期过程能⼒指数主要⽤于:
●验证过程⽣产出来的产品是否能符合顾客要求;
●验证⼀个新的过程或经历修改的过程的实际性能是否符合⼯程参数。
●当⼀个过程已达到稳定,且能符合短期的要求,那么就应该进⾏长期过程能
⼒指数的研究。
长期过程能⼒指数称为过程性能指数,记为Pp、Ppk,反映了长期过程能⼒满⾜技术要求的程度。
过程性能指数系列有:
过程性能指数和过程能⼒指数的区别
1.过程性能指数和过程能⼒指数之间的主要区别在于总体标准差的估计⽅法
的不同。
2.过程性能指数反映是当前的过程能⼒是否满⾜技术要求的程度,并不要求过
程稳定,即不要求过程输出的质量特性值⼀定服从某个正态分布,因为长期的数据很难保证具有正态性
3.⼀般来说,对于同⼀个过程,过程性能指数使⽤的样本标准差S往往⼤于在
稳定状态下总体标准差σ的估计值,过程性能指数⼀般⼩于过程能⼒指数。