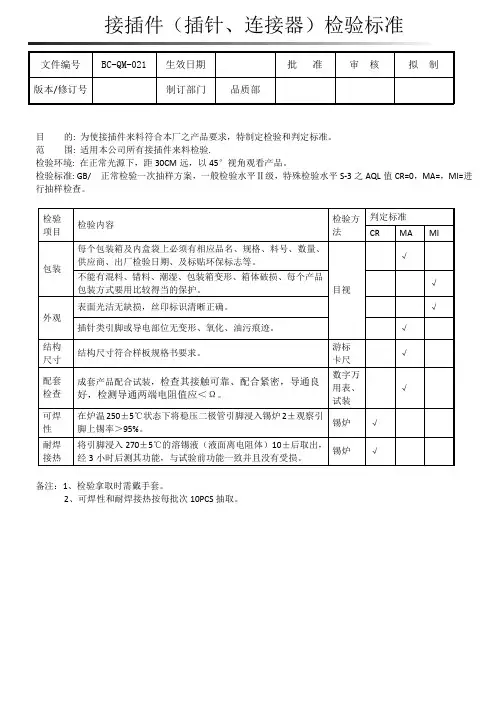
接插件检验标准
- 格式:docx
- 大小:20.91 KB
- 文档页数:3
矩形元件 异形元件 元件引脚长度—双面有元件插件元件引脚弯度焊锡量—单面板焊锡量—双面板电路板对应丝印识别:电路板焊接一、焊接流程1、焊接开始前,整理好桌面及周边环境,为电路焊接工作准备一个有条理、整洁的环境。
2、仓库领料,并依据元件明细表核对物料,确保物料正确无误,遇到生疏元件及时向相关负责人询问。
3、依据元件明细表进行电路板焊接。
4、电路板焊接完成后,依据元件明细表核对元件,以保证无错焊、虚焊、漏焊、假焊、桥接。
特别是确认多引脚元件和有极性元件焊接正确。
同样重要的是检查和优化焊点,一块合格的电路板是焊点光滑、过渡均匀、无毛刺、元件排列整齐美观。
二、对焊接点的基本要求1、焊点要有足够的机械强度,保证被焊件在受振动或冲击时不致脱落、松动。
不能用过多焊料堆积,这样容易造成虚焊、焊点与焊点的短路。
2、焊接可靠,具有良好导电性,必须防止虚焊。
虚焊是指焊料与被焊件表面没有形成合金结构。
只是简单地依附在被焊金属表面上。
3、焊点表面要光滑、清洁, 焊点表面应有良好光泽,不应有毛刺、空隙,无污垢,尤其是焊剂的有害残留物质,要选择合适的焊料与焊剂。
三、焊接技术1、手工焊接的基本操作方法①焊前准备,准备好电烙铁以及镊子、剪刀、斜口钳、尖嘴钳、焊料、焊剂(我们这里是指焊锡丝,以下通指焊锡丝)等工具,将电烙铁及焊件搪锡,左手握焊料,右手握电烙铁,保持随时可焊状态。
②用烙铁加热备焊件。
③送入焊料,熔化适量焊料。
④移开焊料,当焊料流动覆盖焊接点,迅速移开电烙铁。
2、电子元器件焊接的顺序是由小到大,由低到高3、元器件焊接注意事项:1)批量将同侧的一端焊盘镀上适量焊锡(仅适用于贴装元器件)。
2)依据文件规定的元器件方向,正确焊接在镀锡焊盘上。
3)批量焊接元件另一端。
4)修复优化焊点,并做清理工作。
5)上述元器件,单个引脚焊接时间在保证焊接质量的前提下,一般1.5-4秒,以避免烫坏焊盘和元器件(对于比较大的元器件如:保险铜件、片形插头等焊接时间4-6秒)。
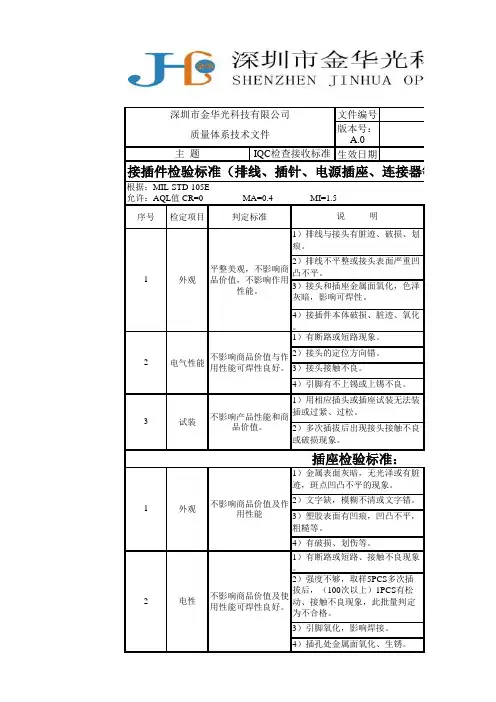
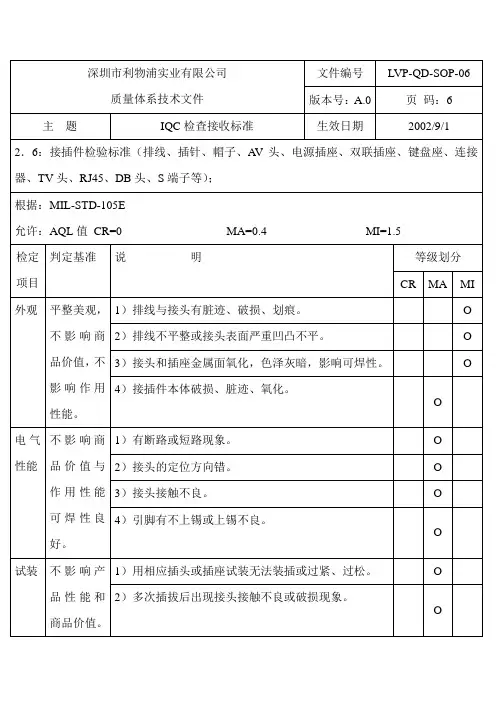
接插插件外观检验规范ConnectorVisualSpecification1.0目的:1.1:建立外观检验标准.使外观检验与判定更加标准化.规范化.更好满足品质控制与客户的需要.2.0范围:2.1:本公司所有来料接插插件.此标准适用IQC&QA&IPQC相关单位。
2.2:所有接插插件的供货商出货外观质量要求以及接受客户质量期。
2.3:其它:以该标准及其它特殊相关标准规范。
3.0职责:3.1:QA部对本程序进行制定,修改和解释,并对相关人员进行本程序内容的培训与指导。
3.2QC督导此标准的要求在生产线或其它需依据本标准作业处的实施。
3.3OQC及IQC应根据本标准及AQL抽样水准进行产品出货检验和来料收货检验。
3.4生产部门依据本标准进行产品生产,产品检验或产品返工。
3.5当依本标准不能作出准确判定或对本标准存异议时,由QC人员提交至QA工程师级以上决定。
4.0条件:4.1除特别规定外,目检时应用正常视力,在自然的光线下对产品或所抽取的样品进行检验。
4.2对于长度的测量应采用精度达0.02mm以上的测量工具,如游标卡尺,千分卡尺,显微镜等。
5.0外观检验项目及定义:5.1开口:因尺寸不良开口导致成型刮伤或无法与模腔兼容。
5.2氧化:因电镀不良或储存方式和环境不符合规范而接件金属表面附着氧化物。
5.3刮伤,碰伤。
刮花:是由操作失误或搬运引起外表面不良。
5.4高低Pin:pin的高度与规格pin高度之间产生差异。
5.5歪Pin与缺Pin:Pin偏离垂直位置,比规格所要缺少Pin。
5.6污秽:接插件表面不洁净,在运转过程中受外界环境作用产生。
5.7:镶印不良:是生产不当使产品表面所镶印的标志不清楚或不完整或深度不够。
5.8:杂色,杂质:因供货商在制程中调配不当而出不同之颜色或其它的颗粒。
5.9:缺料:塑料件未完全显出来,而导致塑料不完整。
6.0合格限度描述:6.1:开口:6.1.1接插铁壳铆压开口范围不可超过0.1mm,可以允收。
电气接插件标准是对电气接插件在生产、使用及检验等方面的设计规范、技术参数等进行的标准化管理。
电气接插件作为电气传输领域中重要的配件,为保证其质量和安全性,需要进行标准化管理。
以下是一些常见的电气接插件标准:
1.DIN VDE 0627:2015-10标准,适用于分离插头和插座之间的插拔式接触零件的安全规
定。
2.IEC 60320标准,适用于家用电器和办公用具的电源插头和插座标准。
3.UL 498标准,适用于美国市场的插头和插座的安全与可靠性规范。
4.Nema WD6标准,适用于非住宅用插头和插座标准。
此外,在接插件的使用过程中,还需要注意一些规定,例如:接线面每个元件的附近有标牌,标注应与图纸相符;端子的标识应完整、清晰、牢固,标号粘贴位置应明确、醒目;安装于面板、门板上的元件、其标号应粘贴于面板及门板背面元件下方,如下方无位置时可贴于左方,但粘贴位置尽可能一致;保护接地连续性利用有效接线来保证。
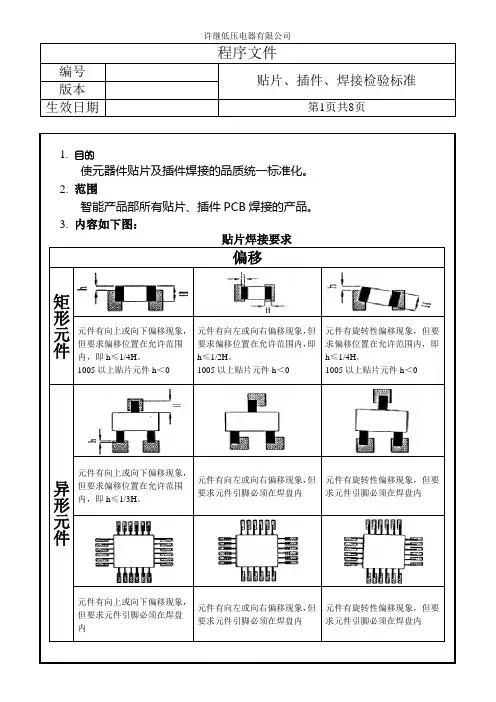
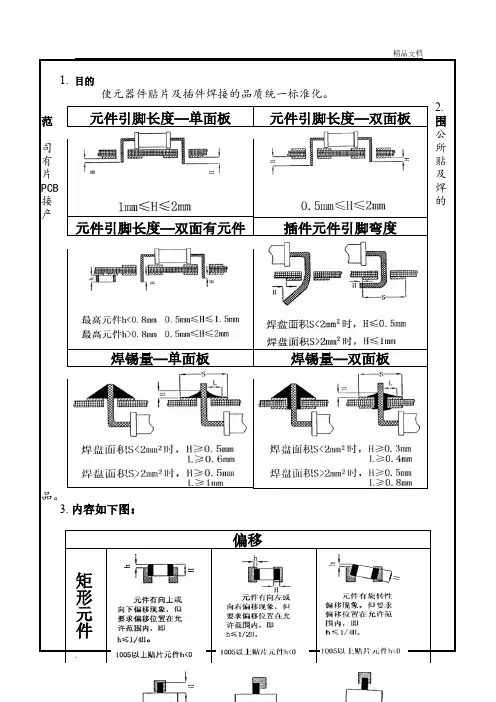
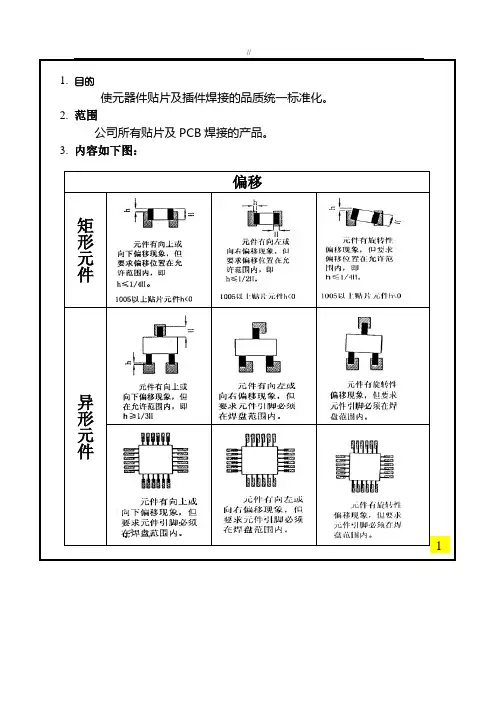
贴片、插件、焊接检验标准版本生效日期第1页共8页1.目的使元器件贴片及插件焊接的品质统一标准化。
2. 范围智能产品部所有贴片、插件PCB焊接的产品。
3. 内容如下图:贴片焊接要求偏移矩形元件元件有向上或向下偏移现象,但要求偏移位置在允许范围内,即h≤1/4H。
1005以上贴片元件h<0元件有向左或向右偏移现象,但要求偏移位置在允许范围内,即h≤1/2H。
1005以上贴片元件h<0元件有旋转性偏移现象,但要求偏移位置在允许范围内,即h≤1/4H。
1005以上贴片元件h<0异形元件元件有向上或向下偏移现象,但要求偏移位置在允许范围内,即h≤1/3H。
元件有向左或向右偏移现象,但要求元件引脚必须在焊盘内元件有旋转性偏移现象,但要求元件引脚必须在焊盘内元件有向上或向下偏移现象,但要求元件引脚必须在焊盘内元件有向左或向右偏移现象,但要求元件引脚必须在焊盘内元件有旋转性偏移现象,但要求元件引脚必须在焊盘内贴片、插件、焊接检验标准版本生效日期第2页共8页翘起立起矩形元件元件焊端有一边翘起现象,但要求翘起高度在允许范围内,即h≤0.4mm不允许有立起现象异形元件元件引脚有一端翘起现象,但要求翘起高度在允许范围内,即h≤0.4mm元件焊端有一边翘起现象,但要求翘起高度在允许范围内,即h≤0.4mm不允许有立起现象8脚以下元件有一边翘起现象,但要求翘起的高度在允许范围内,且焊接可靠。
h≤0.4mm9脚以上元件有一边翘起现象,但要求翘起的高度在允许范围内,且焊接可靠。
h≤0.2mm备注:1.异性元件管脚宽度与焊盘宽度相同时,管脚可超出焊盘的限度为1/4管脚宽度内。
2.焊盘不规范或不标准时,视具体情况,另行规定检验相关标准。
图例:元件引脚或焊端焊盘元件体贴片、插件、焊接检验标准版本生效日期第3页共8页图例:焊锡焊盘基板焊端或引脚元件体贴片焊接不允许有以下现象贴片焊接焊锡珠短路虚焊漏焊多锡板面有焊锡珠焊锡量偏多,元件焊接端与另一元件焊端接在一起。
2 1贴片焊接包焊拉尖沾胶焊锡量明显太多,超出焊盘范围,且高出元件焊端。
焊接有拉尖现象。
焊盘有沾胶现象,但必须在规定范围内:h1≤0.2mm h ≤1/4H焊锡量明显太多,超出焊盘范围,且高出元件焊端。
焊接有拉尖现象。
少锡0805以下贴片矩形元件h<1/3H 判定为少锡. 1005贴片矩形元件h <1/4H 判定为少锡.H >2mm 以上贴片矩形元件 .h <0.5mm 判定为少锡.45678 电路板对应丝印识别:电路板焊接一、焊接流程1、焊接开始前,整理好桌面及周边环境,为电路焊接工作准备一个有条理、整洁的环境。
2、仓库领料,并依据元件明细表核对物料,确保物料正确无误,遇到生疏元件及时向相关负责人询问。
3、依据元件明细表进行电路板焊接。
4、电路板焊接完成后,依据元件明细表核对元件,以保证无错焊、虚焊、漏焊、假焊、桥接。
特别是确认多引脚元件和有极性元件焊接正确。
同样重要的是检查和优化焊点,一块合格的电路板是焊点光滑、过渡均匀、无毛刺、元件排列整齐美观。
二、对焊接点的基本要求1、焊点要有足够的机械强度,保证被焊件在受振动或冲击时不致脱落、松动。
不能用过多焊料堆积,这样容易造成虚焊、焊点与焊点的短路。
2、焊接可靠,具有良好导电性,必须防止虚焊。
虚焊是指焊料与被焊件表面没有形成合金结构。
只是简单地依附在被焊金属表面上。
3、焊点表面要光滑、清洁,焊点表面应有良好光泽,不应有毛刺、空隙,无污垢,尤其是焊剂的有害残留物质,要选择合适的焊料与焊剂。
三、焊接技术1、手工焊接的基本操作方法①焊前准备,准备好电烙铁以及镊子、剪刀、斜口钳、尖嘴钳、焊料、焊剂(我们这里是指焊锡丝,以下通指焊锡丝)等工具,将电烙铁及焊件搪锡,左手握焊料,右手握电烙铁,保持随时可焊状态。
②用烙铁加热备焊件。
③送入焊料,熔化适量焊料。
④移开焊料,当焊料流动覆盖焊接点,迅速移开电烙铁。
2、电子元器件焊接的顺序是由小到大,由低到高3、元器件焊接注意事项:1)批量将同侧的一端焊盘镀上适量焊锡(仅适用于贴装元器件)。
接插件检验指导书接插件检验指导书日期:[日期]版本:[版本号]⒈检验目的本指导书旨在规范接插件检验的流程和要求,以确保产品质量和安全性。
⒉适用范围本指导书适用于所有需要进行接插件检验的产品,无论其用途或规模。
⒊定义⑴接插件:用于连接电气电子设备和电缆的组件,包括插座、插头、连接器等。
⑵检验:对接插件进行逐项检查和测试,以确保其符合相关标准和规定。
⒋检验前准备⑴确定检验标准:根据产品类型和国家标准,确定适用的检验标准。
⑵准备检验设备:准备必要的检验设备和工具,包括万用表、试验线等。
⑶准备检验样品:根据产品批次和数量,准备相应的检验样品。
⒌检验流程⑴外观检查:对接插件外观进行检查,包括外壳、接口、标识等。
⑵尺寸测量:使用合适的测量工具对接插件的尺寸进行测量,包括长度、宽度、高度等。
⑶绝缘电阻测试:使用万用表测试接插件的绝缘电阻,确保其达到标准要求。
⑷电气性能测试:对接插件的电气性能进行测试,包括电流、电压、接触电阻等。
⑸耐久性测试:对接插件进行长时间的插拔测试,以检验其耐久性能。
⑹结构强度测试:对接插件的结构进行强度测试,以评估其承载能力和抗震性能。
⑺安全性能测试:对接插件的安全性能进行测试,包括防火、防爆等。
⑻环境适应性测试:对接插件在不同环境条件下的适应性进行测试,包括温度、湿度等。
⒍检验记录⑴检验人员应在检验过程中详细记录每一项检验的结果。
⑵检验记录应包括检验日期、检验员姓名、检验结果等信息。
⑶检验记录应保存至少三年,以备日后参考和审查。
⒎附录本指导书涉及的附件如下:附件1:接插件检验记录表附件2:接插件检验标准⒏法律名词及注释⑴法律名词1:关于法律名词1的解释和注释。
⑵法律名词2:关于法律名词2的解释和注释。