接插件-来料检验规范
- 格式:doc
- 大小:49.50 KB
- 文档页数:1
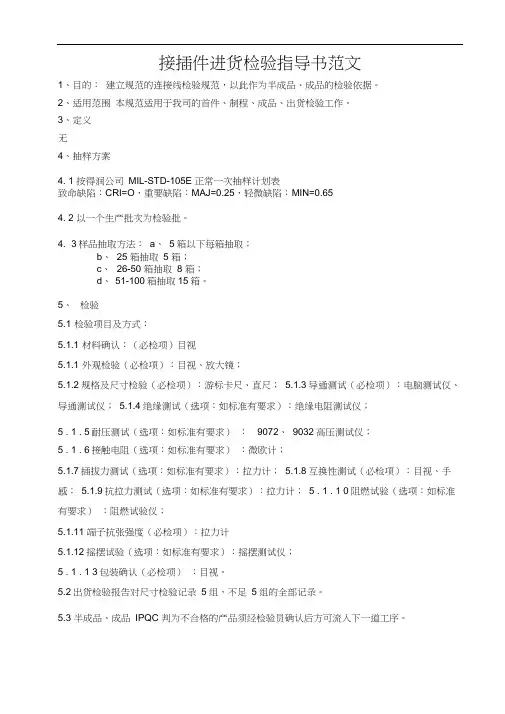
接插件进货检验指导书范文1、目的:建立规范的连接线检验规范,以此作为半成品、成品的检验依据。
2、适用范围本规范适用于我司的首件、制程、成品、出货检验工作。
3、定义无4、抽样方案4. 1 按得润公司MIL-STD-105E 正常一次抽样计划表致命缺陷:CRI=O,重要缺陷:MAJ=0.25,轻微缺陷:MIN=0.654. 2 以一个生产批次为检验批。
4. 3样品抽取方法:a、5箱以下每箱抽取;b、25 箱抽取5 箱;c、26-50 箱抽取8 箱;d、51-100箱抽取15箱。
5、检验5.1 检验项目及方式:5.1.1 材料确认:(必检项)目视5.1.1 外观检验(必检项):目视、放大镜;5.1.2规格及尺寸检验(必检项):游标卡尺、直尺;5.1.3导通测试(必检项):电脑测试仪、导通测试仪;5.1.4绝缘测试(选项:如标准有要求):绝缘电阻测试仪;5 . 1 . 5耐压测试(选项:如标准有要求):9072、9032高压测试仪;5 . 1 . 6接触电阻(选项:如标准有要求):微欧计;5.1.7插拔力测试(选项:如标准有要求):拉力计;5.1.8互换性测试(必检项):目视、手感;5.1.9抗拉力测试(选项:如标准有要求):拉力计; 5 . 1 . 1 0阻燃试验(选项:如标准有要求):阻燃试验仪;5.1.11 端子抗张强度(必检项):拉力计5.1.12摇摆试验(选项:如标准有要求):摇摆测试仪;5 . 1 . 1 3包装确认(必检项):目视。
5.2出货检验报告对尺寸检验记录5组,不足5组的全部记录。
5.3 半成品、成品IPQC 判为不合格的产品须经检验员确认后方可流入下一道工序。
5.4重工产品OQC按加严检查一次抽样方案进行检验6不合格内容判定标准:观。
波导随州分公司目的:确定电子元器件及结构件的检验项目、标准要求页码:1/23 旧版本号:无1 范围本规范等同采用QB/BIRD JS 030001B-2004《波导来料检验规范》,适用于波导公司所有原材料的检验。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 2408-1996 塑料燃烧性能试验方法水平法和垂直法GB/T 2423.1-2001 电工电子产品环境试验第2部分试验方法试验A:低温GB/T 2423.2-2001 电工电子产品环境试验第2部分试验方法试验B:高温GB/T 2423.9-2001 电工电子产品环境试验第2部分试验方法试验Cb:设备用恒定湿热GB/T 2423.10-1995 电工电子产品环境试验第2部分试验方法试验Fc和导则:振动(正弦)GB/T 2828.1-2003/ISO2859-1 1999 《逐批检查计数抽样程序及抽样表》GB/T 3873-1983 通信设备产品包装通用技术条件GB 4943-2001 信息技术设备的安全YD/T 998.2-1999 移动通信手持机用锂离子电源及适配器适配器YD/T 1268-2003 移动通信手持机锂电池及充电器的安全要求和试验方法3 来料器件的检测方式和抽样规则3.1 来料器件的检测方式3.1.1 检测方式:检验和试验。
3.1.2 常规检验方式全检、抽检、验证(免检)。
波导随州分公司目的:确定电子元器件及结构件的检验项目、标准要求页码:2/23 旧版本号:无检验方式和适用范围检验方式适用范围检验全检1.新供应商第一次小批量供货器件。
2.新产品第一次小批量供货器件。
3.新产品供货不稳定但生产急用情况。
连接器进料检验规范咱今儿就好好聊聊这连接器进料检验的事儿。
我之前在一家电子厂工作的时候,就碰到过这么一档子事儿。
那回新到了一批连接器,大家都没太在意,想着按照往常的流程检验一下应该没啥问题。
结果呢,这批连接器在后续的生产线上出了大乱子!产品组装的时候,怎么都接不上,工人们急得满头大汗。
这一查才发现,原来是这批连接器的尺寸有偏差。
从那以后,厂里对连接器进料检验可重视得不得了。
那到底怎么检验连接器进料才规范呢?首先,咱得看看这连接器的外观。
就像挑水果一样,得瞅瞅有没有破损、划痕、变形这些明显的“伤疤”。
比如说,有一回我检验的时候,拿着连接器对着灯光一照,嘿,发现上面有一道细微的划痕,不仔细看还真发现不了。
这要是没检查出来,后面可就麻烦啦。
然后呢,要量量尺寸。
长度、宽度、高度,还有引脚的间距等等,都得和规定的标准对得上。
有一次,我用卡尺量一个连接器的引脚间距,就差了那么一点点,可别小瞧这一点点,到了生产线上可就装不进去啦。
再就是检查连接器的材质。
是塑料的还是金属的,材质得符合要求,不能以次充好。
我记得有一次,送来的一批连接器,说是金属材质的,可拿在手里感觉轻飘飘的,仔细一检查,发现这金属的纯度不够,这能行?还有啊,得测试一下连接器的插拔力。
太松太紧都不行。
松了容易接触不良,紧了又不好插拔。
有一回我测试的时候,插拔得手都酸了,就为了确保这个力度合适。
对于连接器的电气性能也不能马虎。
电阻、电容、电感这些参数都得达标。
不然的话,产品的性能可就没法保证啦。
最后,别忘了看看包装和标识。
包装得完好无损,标识得清晰准确,这样才能方便管理和追溯。
总之,连接器进料检验可不能马虎,每一个环节都得认真仔细,就像给病人做体检一样,一个小细节都不能放过。
只有这样,才能保证后续生产的顺利进行,生产出高质量的产品。
希望大家都能重视这连接器进料检验的规范,别再像我之前遇到的那样,因为一时疏忽,造成大麻烦。

卡弗照明企业管理标准文件编码CF—QC—AM—022/10版次A/0主题《接线端子》来料检验标准指导书制定日期2018-09-18页码第1页共1页1目的完善公司质量作业标准,规范物料的进料检验方式,确保进料质量满足公司及客户质量要求。
2适用范围凡供货商交货进厂之物料需执行检验的工作均适用。
3检验内容及方法序号检验项目检验工具检验要求致命严重轻微检验记录1 标识目测部件上应有制造厂商标,产品型号,额定电压,端子的连接容量值(如:1.5-2.5□)以及认证符号等标识.★2 外观目测1.表面应无明显污渍,批锋,缩水,缺料,气孔,毛刺,条纹等不良现象,相同型号产品每批次不提有明显色差,批次之间不可有太大色差。
2.标识内容应清晰并不易被擦除。
3.螺柱及导电部件应色泽光亮新鲜,无氧化,镀层不良的现象。
★3 一致性和有效性目测1.应核对供方提供的资料和实物相符,特别是认证证书,其资料显示的证书号,商标,型号等应与实物完全相符。
2.应从网上或相关的途径确认该部件的证书,商标,厂商等是佥有效的。
3.应核对该部件的供方,认证类型,证书编号是否与订单相符。
★4 规格尺寸游标卡尺1.尺寸应符合图纸/订单要求。
2.与对应该的产品试装无不良现象。
★5 防触电保护目测1.接线柱正确安装度按标称连接容量试装最小和最大尺寸的导线后,带电部件应不可触及。
★:6 导线的连接1 目测2 扭力计1.端子应能使导线正确接入。
2.端子应能连接标称连接容量值的每种规格的导线,按标称连接容量试半夜最小和最大尺寸的导线,应牢固不松脱。
3.螺纹夹紧型端子应能夹紧导线而不过度损伤导线,施加0.5Nm拉力,试验期间,单芯导线或绞合导线的线丝不应胶出端子或在端子处断开。
(★7 机械强度手测目测1.部件不能太脆,太软或易损伤,模拟正常使用,部件应能承受安装及使用过程中产生的应力,徒手施加一定压力。
2.样品从50cm高处落到3mm厚,平滑坚硬的钢板表面,钢板下面用约10mm厚的硬木衬垫,样品跌落50次不损坏,3.螺钉及导电连接件不可用软的或易于里蠕变的金属制成,如锌,铝,锡等。
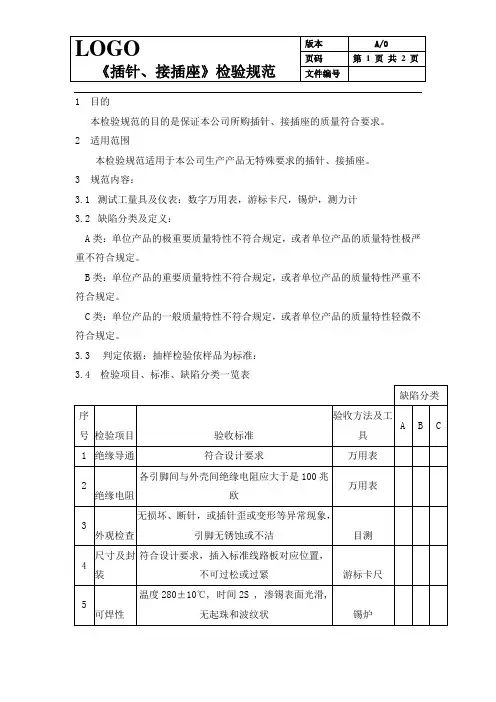
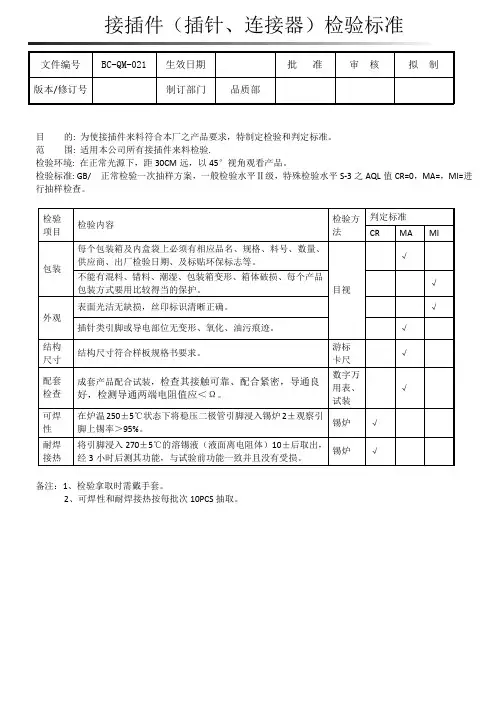
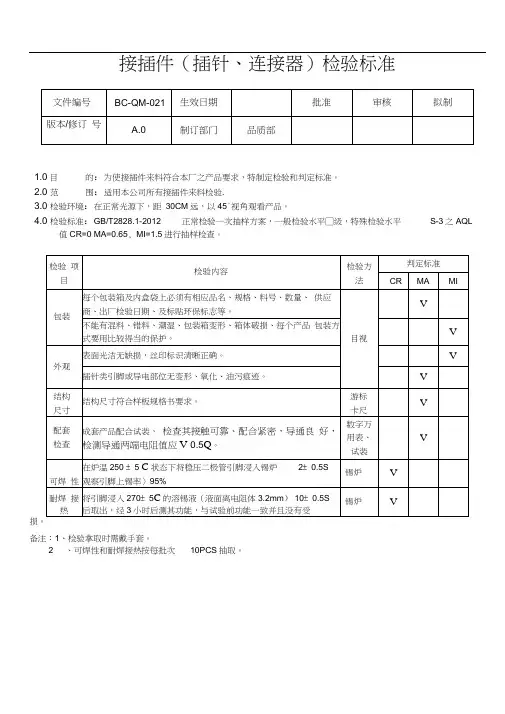
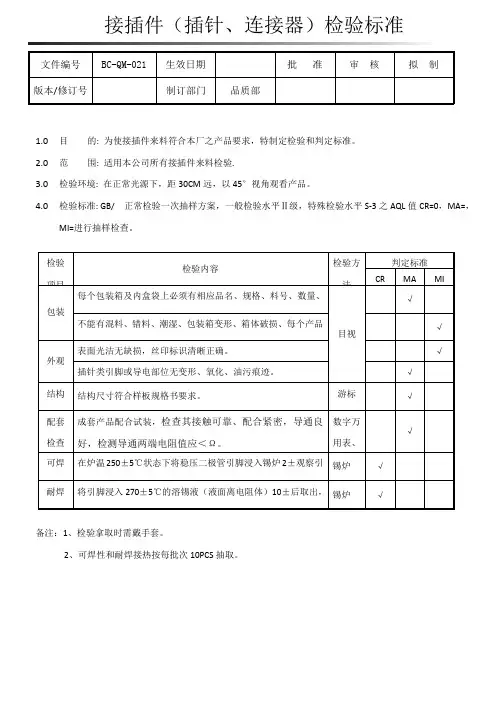
1 目的
本检验规范的目的是保证本公司所购插针、接插座的质量符合要求。
2 适用范围
本检验规范适用于本公司生产产品无特殊要求的插针、接插座。
3 规范内容:
3.1测试工量具及仪表:数字万用表,游标卡尺,锡炉,测力计
3.2缺陷分类及定义:
A类:单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定。
B类:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定。
C类:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定。
3.3判定依据:抽样检验依样品为标准:
3.4 检验项目、标准、缺陷分类一览表。
线束压接端子来料检验标准
1. 外观检查,检查线束压接端子的外观质量,包括端子表面是
否有氧化、变色、划痕、变形等情况,是否有明显的焊接缺陷或者
损坏。
2. 尺寸检查,检查线束压接端子的尺寸是否符合要求,包括端
子的长度、宽度、厚度等尺寸参数是否在允许范围内。
3. 材料检查,检查线束压接端子所使用的材料是否符合要求,
包括端子材料的成分、硬度、导电性能等是否符合标准要求。
4. 功能性能检查,检查线束压接端子的连接性能和导电性能,
包括端子与线束的连接是否牢固可靠,导电性能是否符合要求。
5. 环保检查,检查线束压接端子所使用的材料是否符合环保要求,是否含有有害物质,是否符合相关的环保标准。
以上是线束压接端子来料检验的一般标准,具体的标准要求可
能会根据不同的行业、产品和标准进行调整和补充。
在实际操作中,还需要根据具体的产品要求和标准文件进行详细的检验标准制定和
操作规程的编制。
同时,在检验过程中,需要使用合适的检测设备和工具,确保检验结果的准确性和可靠性。
来料检验规范来料检验是为确保产品质量,检验生产用物料是否符合工程技术要求,严格控制不合格品流程。
来料检验方法包括外观检测、尺寸检测、结构检测和特性检测。
来料检验方式的选择包括全检和抽检。
来料检验的程序包括品质工程师制定检验和试验规范、采购部通知库房和品质部准备来验收和检验工作、检验员按规范进行检验并填写记录、对合格的来料贴上合格标识并办理入库手续、不合格品移入不合格品库隔离等。
来料检验的结果是检验合格,来料检验员应在检验合格证上签名并通知采购与库房收货。
在部装过程中,要对部件的装配质量进行检查,确保装配质量符合要求。
具体的检查内容包括以下几个方面:1)装配顺序和方法要正确,要按照工艺文件的要求进行装配。
2)零件的配合间隙要符合要求,不得有过紧或过松的现象。
3)螺纹连接件要按照规定的扭矩进行拧紧,确保连接牢固。
4)液压、气动管路的连接要检查是否密封,防止漏油、漏气。
5)电气连接要检查是否接触良好,防止出现接触不良的情况。
6)装配后要进行功能测试,确保产品的各项功能正常。
7)装配过程中要注意防止划伤、碰撞等情况的发生,保证零件表面的完整性。
8)装配完成后要进行清洗、除尘等工作,保持产品的清洁度。
二、总装的检验将部装好的组(部)件按工艺规程装配成完整的产品的过程称为总装。
总装检验的依据:标准、图纸、工艺文件(作业指导书)。
总装检验的内容包括以下几个方面:1)总装过程中要注意各部件之间的配合,确保装配质量符合要求。
2)总装完成后要进行功能测试,确保产品的各项功能正常。
3)总装后要进行清洗、除尘等工作,保持产品的清洁度。
4)总装完成后要进行外观检查,确保产品的外观质量符合要求。
5)总装完成后要进行质量记录,包括检验记录、处理记录等。
检验人员应按照规范要求,使用巡回方法对每个装配工位进行监督检查,确保工人遵守装配工艺规程,检查是否存在错装和漏装的零件。
装配完毕后,应按规定对产品进行全面检查,并做完整的记录备查。
接插件类检验及接收标准文件编号:WI-QC-5-W09064-A0
检验检测方法项目
及工具CR MA MI
目视O 卡尺O
目视/卡尺O 目视/卡尺O 目视O 目视O 目视O 目视O 性能
盐水
O
环保检测X荧光光谱测
试仪
O
目视O PCB
O
重点检测项目
1.对于符合ROHS的物料需抽测1-2PCS进行ROHS符合性检测,ROHS检测参考<<ROHS标准>>进行5.引脚不可氧化、变形、歪斜、压痕、赃物,导致影响插装或上锡不良
6.引脚不可氧化、变形、赃物导致上锡不良影响插装3.塑胶可视面不能有划伤,2mm以上
4.连接处不能有缝隙,小于0.2MM
8.颜色/结构与样品一致
7.弹针无变形,敲起,缺少等不良现象。
试装 1.插座插入PCB板,不能有松动,过紧现象.将电话线网线反复插入插座10次,插座弹片外观/弹性良好.2.不得偏移PCB的丝印位.
1.做盐水腐蚀试验,用浓度为5%盐水做盐水腐蚀试验12H,五金电镀件表面不允许
有生锈或电镀层脱落。
审 核:核准:
拟 制:检验条件:光照强度800-1200Lux;检视距离250mm-300mm;检视角度45-55℃依 GB/T2828.1 AQL:CR=0, MAJ=0.25,MIN=1.5
等级划分检 验 内 容
尺寸及外
观 2.尺寸与规格书图纸相符
1.塑胶本体有赃污。
8.1.5 颜色检查,整体颜色需与样品一致。
判定依据,参考样品。
―――允收水准(MI )。
8.1.6披锋,在不影响外观,装配,功能的情况下,表面可接收范围≤0.2mm ,判定依据,目视或卡尺。
―――允收水准(MI )。
8.1.7插针及弹片不能有弯曲,变形,松动,污渍,生锈,发黑,氧化等不良。
判定依据,目视。
―――允收水准(MA )。
8.1.8 检查胶壳的材质需符合图纸标准。
判定依据,工程承认书。
―――允收水准(MA )。
8.1.9如下图示:8.2 结构功能检测:允收水准(MA )。
8.2.1 检查插件的尺寸,间距需符合图纸标准。
8.2.2 用相应的插头或插座试装时需松紧适宜,不能有插不进或松动,脱落等不良。
8.2.3取5PCS 插件,每个以平行的方向匀速插拨20次,检查接插件不能松动,然后用万用表检测不能出现接触不良等现象(如下图示)。
环保标签贴纸插针胶壳平行匀速插拨平行匀速插拨8.2.4检查插件允许的最大电压与电流需符合图纸标准,具体参数参考工程承认书。
8.3可焊性检测:允收水准(MA)。
取插件物料5PCS,将插脚蘸上适量的松香水,然后浸入到235±5℃的锡炉内,时间为5S,取出后用放大镜检查浸锡面无针孔,起泡,浸锡面积能覆盖95%以上即为合格。
8.4耐焊接热检测:允收水准(MA)。
取插件物料5PCS,浸入到260±5℃的锡炉内,时间为10S,然后取出检查不能有变形,损坏等不良。
注:对于所有试验物料,需放置在温度(18-28℃),湿度(25%-85%),大气压(86kPa-106kPa),时间(24小时)后方可试验。
8.5以上全部检查合格的则为良品,如有一项不合格则为不良品,不良品上需做好标识,良品与不良品需分开放置,并按供方的包装方式包好后放到包装箱内。
8.6检查完成后,需贴好IQC标识贴纸,并做好详细的来料检验报告,合格品需立即贴上合格标签,并与货仓交接,对于不合格品需盖上相应的不合格印章,等报告审批后再贴上对应的标识贴纸,并知会仓库。
迈瑞接插件产品检验通用规范一﹑圆线—脱外皮……………………………………………………………1.1—理线……………………………………………………………1.2—剥芯线………………………………………………………1.3—穿套管…………………………………………………………1.4—吹套管………………………………………………………1.5—镀锡………………………………………………………1.6—焊锡………………………………………………………1.7—目视焊点…………………………………………………1.8—电测一…………………………………………………………1.9—成型内模…………………………………………………………1.10 —电测二…………………………………………………………1.11 —包铜箔……………………………………………………1.12—修剪编织…………………………………………………………1.13—环焊铜箔………………………………………………………1.14—清洗铜箔………………………………………………………1.15—成型外模………………………………………………………1.16—外观目视………………………………………………………1.17—组装……………………………………………………1.18 —铆压……………………………………………………1.19—装配……………………………………………………1.20—成品电测…………………………………………………………1.21—贴标签………………………………………………………1.22—全检………………………………………………………1.23—包装……………………………………………………… 1.24刮伤编织超过5%刮伤绝缘层露芯线1.1脱外皮 合格―― 脱掉的线材外皮要放入指定地点,不能任意丢弃.公脱外皮时切口处要平整,不可刮伤芯线的绝 缘层。
――同轴电缆或带有屏蔽的线缆脱外皮时,不得 刮伤编织超过5%。