手工平敷焊
- 格式:ppt
- 大小:961.50 KB
- 文档页数:28
焊条电弧焊基本技能任务二平敷焊【学习目标】1、掌握电弧基本知识;。
2. 掌握酸性和碱性焊条等基本知识。
3、会正确选择焊条,焊平敷焊的焊接参数。
4、能认识区分熔池和熔渣,掌握控制熔池温度、大小和形状的技能。
5、能按焊接安全、清洁和环境要求,严格按焊接工艺完成焊接操作,制作出合格的平敷焊焊接工件。
6、能对平敷焊焊接工件进行质量检测。
7、能写出工作总结并进行作品展示。
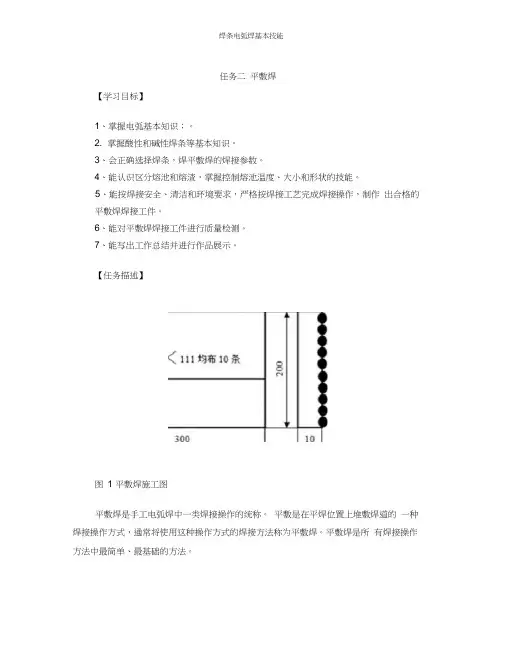
【任务描述】图1 平敷焊施工图平敷焊是手工电弧焊中一类焊接操作的统称。
平敷是在平焊位置上堆敷焊道的一种焊接操作方式,通常将使用这种操作方式的焊接方法称为平敷焊。
平敷焊是所有焊接操作方法中最简单、最基础的方法。
【工作流程与活动】1.接受工作任务,明确任务要求(40 分钟)。
2.制定焊接工艺方案(50 分钟)。
3.制定实施计划并实施(6 学时)。
4.检查(40 分钟)。
5. 工作总结、成果展示、经验交流(50 分钟)。
学习活动一接受工作任务,明确任务要求【学习目标】• 能正确抄画平敷焊施工图。
• 能分析施工图及技术要求。
• 能分析焊接安全防护及环境要求。
• 能独立查找相关资料。
【学习准备】敷焊施工图、绘图工具、图纸、教材。
【学习过程】1、抄画平对接单面焊双面成形施工图,分析施工图及技术要求。
2、下表中列出来图纸中常用的不同类型符号,请抄画,并认真观察记录它们特征与使用场合:3、查阅资料写出下列各种符号的含义评价与分析】【学习目标】• 能拟定平敷焊划线方案。
• 能确定平敷焊焊接参数。
【学习准备】平敷焊施工图、视频、图纸、教材。
【学习过程】1、检查毛坯材料是否与图样要求一致,分析该毛坯件的特点,查阅资料并讨论划线方法:答:________________________________________________________________________2、查阅资料,小组讨论写出平敷焊焊接方案3、小组讨论制定质量控制及质量检测方案。
答:________________________________________________________________________评价与分析】【学习目标】• 能制定焊接件实作实施方案(人员、场地、组织)。

一、实训背景随着我国工业的快速发展,焊接技术作为一项重要的工艺手段,在制造、维修、建设等领域发挥着至关重要的作用。
为了提高学生的焊接技能和实际操作能力,本次实训选择了手工焊平敷焊作为实训项目。
平敷焊是一种常见的焊接方法,适用于板件对接、角焊等焊接作业。
二、实训目的1. 熟悉平敷焊的基本原理和操作方法。
2. 掌握平敷焊的焊接参数选择和调整技巧。
3. 提高焊接质量,培养良好的焊接习惯。
4. 增强安全意识,确保焊接作业安全。
三、实训内容1. 理论部分(1)平敷焊的定义、特点及适用范围。
(2)平敷焊的焊接原理和焊接过程。
(3)平敷焊的焊接参数选择和调整。
(4)平敷焊的焊接缺陷及防治措施。
2. 实践部分(1)焊接材料的选择:选用合适的焊条、焊剂和电源。
(2)焊接前的准备工作:检查设备、清理焊件表面、确定焊接顺序。
(3)焊接过程:焊接引弧、运条、焊接速度、焊接角度等。
(4)焊接后的检查:检查焊缝外观、焊缝内部质量。
四、实训步骤1. 准备工作(1)穿戴好个人防护用品,如防护眼镜、手套、工作服等。
(2)检查焊接设备,确保其正常工作。
(3)清理焊件表面,去除油污、锈蚀等杂质。
2. 焊接过程(1)焊接引弧:使用接触法引弧,注意控制焊接电流和电弧长度。
(2)运条:根据焊缝形状和焊接速度,合理调整焊条角度和运条方式。
(3)焊接速度:根据焊条熔化速度和焊接电流,控制焊接速度。
(4)焊接角度:保持焊条与焊件垂直,确保焊缝成型良好。
3. 焊接后的检查(1)外观检查:观察焊缝外观,检查焊缝成形、焊缝宽度、焊缝高度等。
(2)无损检测:使用超声波、射线等无损检测手段,检查焊缝内部质量。
五、实训结果通过本次实训,我们掌握了平敷焊的基本原理和操作方法,提高了焊接技能。
在实训过程中,我们学会了如何选择合适的焊接参数,确保焊接质量。
同时,我们还增强了安全意识,确保焊接作业安全。
六、实训体会1. 平敷焊是一项重要的焊接技术,掌握其操作方法对于提高焊接质量至关重要。
平敷焊操作方法简平敷焊是一种常见的电弧焊方法,也称为手工焊。
它是通过电弧熔化焊条和焊接件来实现焊接的。
平敷焊是一种灵活性很强的焊接方法,因为焊工可以根据需要自由调整焊接参数和焊接顺序。
下面我将详细介绍平敷焊的操作方法。
1. 准备工作:在开始平敷焊之前,需要进行一些准备工作。
首先,要确保焊工配备好必要的个人防护设备,如焊接面罩、焊接手套和工作服。
其次,要对焊接设备进行检查,确保其正常工作和安全可靠。
最后,要对焊接材料进行准备,包括选取合适焊条和熔化剂,并清理焊件表面。
2. 调整焊机:在进行平敷焊之前,需要根据焊接材料和焊条的要求,调整焊机的参数。
这些参数包括焊接电流、焊接电压和焊接速度。
根据焊接实践和经验,选择合适的参数。
需要注意的是,焊接电流和焊接速度是相互关联的,一般来说,焊接速度越快,焊接电流就应该越大,以保证焊接质量。
3. 焊接准备:在进行平敷焊之前,需要进行焊接准备。
首先,清理焊接件的表面,以去除油污、锈蚀和其他杂质。
可以使用钢丝刷、砂纸或喷砂机等工具进行清理。
然后,要根据需要,对焊件进行加热或退火处理,以消除金属内部的应力和改善焊接效果。
最后,在焊接位置周围设置焊接屏蔽气体,以防止空气氧化焊接区域。
4. 开始焊接:调整好焊机参数后,就可以开始平敷焊了。
首先,要将焊条插入手持焊枪的电极夹内。
然后,点燃焊条上的火机,以点燃电弧。
在点燃电弧之后,将焊条与焊接件接触,并逐渐后退,以保持适当的电弧长度。
焊接时,要保持合适的焊接速度和电弧长度,并通过连续移动焊条,以均匀地熔化焊条和焊接件。
在焊接过程中,要注意电弧的稳定性和焊条的熔化情况,必要时调整焊机参数。
5. 控制焊接质量:焊接完成后,要对焊接质量进行控制和检查。
首先,要检查焊缝的外观和形态,确保其均匀、平整和完整。
然后,可以进行焊缝的检测,如渗透检测和超声波检测,以确保焊缝没有缺陷。
最后,可以使用金属硬度计等工具,测试焊接部位的硬度,以评估焊接质量。
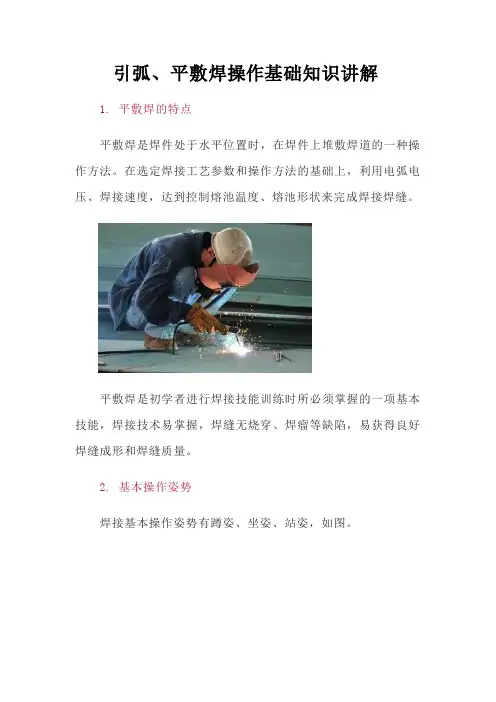
引弧、平敷焊操作基础知识讲解1. 平敷焊的特点平敷焊是焊件处于水平位置时,在焊件上堆敷焊道的一种操作方法。
在选定焊接工艺参数和操作方法的基础上,利用电弧电压、焊接速度,达到控制熔池温度、熔池形状来完成焊接焊缝。
平敷焊是初学者进行焊接技能训练时所必须掌握的一项基本技能,焊接技术易掌握,焊缝无烧穿、焊瘤等缺陷,易获得良好焊缝成形和焊缝质量。
2. 基本操作姿势焊接基本操作姿势有蹲姿、坐姿、站姿,如图。
焊接基本操作姿势焊钳与焊条的夹角如图。
焊钳与焊条的夹角焊钳的握法如图。
焊钳的握法面罩的握法为左手握面罩,自然上提至内护目镜框与眼平行,向脸部靠近,面罩与鼻尖距离10~20mm即可。
基本操作方法(1)引弧焊条电弧焊施焊时,使焊条引燃焊接电弧的过程,称为引弧。
常用的引弧方法有划擦法、直击法两种。
①划擦法优点:易掌握,不受焊条端部清洁情况(有无熔渣)限制。
缺点:操作不熟练时,易损伤焊件。
操作要领:类似划火柴。
先将焊条端部对准焊缝,然后将手腕扭转,使焊条在焊件表面上轻轻划擦,划的长度以20~30mm 为佳,以减少对工件表面的损伤,然后将手腕扭平后迅速将焊条提起,使弧长约为所用焊条外径1.5倍,作“预热”动作(即停留片刻),其弧长不变,预热后将电弧压短至与所用焊条直径相符。
在始焊点作适量横向摆动,且在起焊处稳弧(即稍停片刻)以形成熔池后进行正常焊接,如图所示。
引弧方法②直击法优点:直击法是一种理想的引弧方法。
适用于各种位置引弧,不易碰伤工件。
缺点:受焊条端部清洁情况限制,用力过猛时药皮易大块脱落,造成暂时性偏吹,操作不熟练时易粘于工件表面。
操作要领:焊条垂直于焊件,使焊条末端对准焊缝,然后将手腕下弯,使焊条轻碰焊件,引燃后,手腕放平,迅速将焊条提起,使弧长约为焊条外径1.5倍,稍作“预热”后,压低电弧,使弧长与焊条内径相等,且焊条横向摆动,待形成熔池后向前移动,如图(b)所示。
影响电弧顺利引燃的因素有:工件清洁度、焊接电流、焊条质量、焊条酸碱性、操作方法等。
一、实训目的1. 掌握手工电弧平敷焊的基本原理和操作方法。
2. 培养学生的实际操作技能,提高焊接质量。
3. 了解焊接过程中的安全知识,确保操作安全。
二、实训时间2023年X月X日三、实训地点XX学院焊接实训室四、实训设备1. 手工电弧焊机2. 焊条3. 焊接电源4. 焊接防护用品(如面罩、手套、防护服等)5. 焊接平台五、实训内容1. 手工电弧平敷焊的基本原理2. 焊接前的准备工作3. 焊接过程中的操作技巧4. 焊接质量的检验与评定5. 焊接过程中的安全注意事项六、实训过程1. 理论学习(1)手工电弧平敷焊的基本原理:手工电弧平敷焊是利用手工操作电弧焊机,将焊条与工件之间的电弧产生的热量,使焊条和工件熔化,从而实现焊接的一种方法。
(2)焊接前的准备工作:主要包括焊接设备的检查、焊条的选择、焊接参数的确定等。
(3)焊接过程中的操作技巧:包括焊接姿势、焊接速度、焊接电流等。
(4)焊接质量的检验与评定:主要包括焊缝外观、焊缝尺寸、焊缝内部质量等。
(5)焊接过程中的安全注意事项:主要包括穿戴防护用品、防止触电、防止烫伤等。
2. 实际操作(1)焊接前的准备工作:首先,检查焊接设备是否正常,确保焊接电源、焊机、焊条等设备完好。
然后,根据工件材料和厚度选择合适的焊条,并确定焊接参数。
(2)焊接过程:按照正确的焊接姿势,以适当的焊接速度进行焊接。
在焊接过程中,注意观察焊缝外观,确保焊缝成型良好。
(3)焊接质量检验:焊接完成后,对焊缝进行外观检查,观察焊缝是否有气孔、夹渣、裂纹等缺陷。
如有缺陷,及时进行返修。
3. 总结与反思通过本次实训,掌握了手工电弧平敷焊的基本原理和操作方法,提高了焊接质量。
同时,也了解了焊接过程中的安全知识,为今后的焊接工作奠定了基础。
七、实训成果1. 焊接技能:掌握了手工电弧平敷焊的基本原理和操作方法,能够独立完成焊接工作。
2. 焊接质量:焊接过程中,焊缝成型良好,无气孔、夹渣、裂纹等缺陷。
一、项目: 平敷焊
二、工作任务:1:能够正确调整、使用焊接设备及工具
2:掌握焊接工艺参数的选择原则
3:掌握焊条电弧焊的引弧和运条的基本方法
4:能够进行焊接的起头、收尾、接头
5:能够在钢板上进行平敷焊,焊缝的高度和宽
度能符合要求,焊缝表面均匀,无缺陷。
6:使用焊缝检测尺测量焊缝尺寸
三、相关知识归类:1、焊接电弧主要有阴极区、阳极区、弧柱
区三部分构成。
2、选择焊接设备BX1-300交流电焊机
3、根据母材选择相应的焊接材料。
电焊条
J422,¢3.2.
4、劳动安全保护,必须穿阻燃工作服、绝
缘劳保鞋、带电焊手套。
5、1)焊前准备:对焊接位置进行清理
2)焊接工艺参数:包括焊接电流、焊条角
度和焊条直径等
3)操作要点及注意事项:操作姿势、焊条
角度、安全事项、引弧、运条、接头、收
尾的注意事项
4)操作过程:引弧、运条、接头、收尾
5)焊接质量要求
焊条角度:
四、引导问题:1、焊接之前应该需要哪些准备?
2、焊接的工艺参数应该怎样去选择?
3、焊接的操作要点是什么?在焊接过程中应
该注意哪些事项?
4、整个平敷焊过程的具体操作是什么?
5、焊接质量应该达到什么样的工艺要求?
五、整合信息资料:《焊工工艺与技能训练》《焊工工艺学》
《手工电弧焊》网络搜索等六、任务计划及自检材料
焊接位置图:
评估表:
自检材料:。
平焊焊接技术方法平焊焊接是一种常见的金属焊接方法,通过将两块金属材料在接合处加热至熔化状态并加压,使其相互融合以形成一个连续的焊缝。
平焊焊接技术因其简单易行、成本低廉、焊接效果良好而被广泛应用于工业生产中。
一、焊接前准备工作在进行平焊焊接之前,需要做好一些准备工作以确保焊接过程的顺利进行。
首先,需要对待焊接的金属材料进行清洁处理,以去除表面的氧化物、油脂、尘土等杂质,保证焊接接头的表面洁净。
其次,需要检查焊接设备的状况,包括焊机、电极、电缆等,以确保其正常工作。
最后,根据所需焊接材料的种类和规格选择合适的焊接参数,如焊接电流、电压、焊接速度等。
二、焊接方法1. 手工平焊焊接手工平焊焊接是最常见的焊接方法之一。
其操作简单,只需将焊条或焊丝握在手中,并逐渐在接头上焊接。
焊接工艺中的焊接速度、电流和电压控制由焊工手动操作。
手工平焊焊接适用于金属板材、管道、角钢等薄肉焊接。
2. 机器平焊焊接机器平焊焊接是通过使用自动焊接设备来实现的。
该设备使用焊接工艺参数的预设值进行焊接,可提高生产效率和焊接质量的稳定性。
机器平焊焊接适用于焊接薄肉金属板材、石油化工管道等。
3. 半自动平焊焊接半自动平焊焊接是手工平焊焊接和机器平焊焊接的结合体。
焊工使用半自动焊枪进行操作,焊接过程中焊工需要手动控制焊枪移动,同时焊接设备会自动提供所需的焊接电流和电压。
半自动平焊焊接适用于焊接较厚金属板材、结构件、发电设备等。
4. 其他焊接方法除了上述常见的焊接方法外,还有一些特殊的平焊焊接方法。
例如激光焊接、电子束焊接、摩擦焊接等。
这些方法都具有各自特点和适用范围,在特定的焊接任务中得到了广泛应用。
三、焊接质量控制在进行平焊焊接时,需要对焊接质量进行有效地控制,以确保焊接接头的强度和密封性。
首先,焊接过程中需要控制焊接温度和焊接速度,避免过高温度导致焊缝气孔、裂纹等缺陷的产生。
其次,需要合理选择焊接电流和电压,并确保电弧稳定,以获得良好的焊接质量。