机械加工工艺过程培训课程(PPT共 50张)
- 格式:ppt
- 大小:1.52 MB
- 文档页数:51



机械加工工艺基础培训课件1. 介绍机械加工是制造业中的重要工艺环节之一,其目的是通过对原材料的切削、粉碎、成形等方式,使之达到所需尺寸和精度要求的加工方法。
本课程将介绍机械加工工艺的基础知识,包括主要的加工方法、加工设备和加工工件等内容。
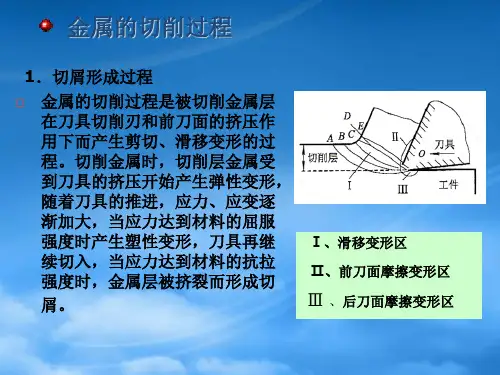
2. 加工方法2.1 切削加工切削加工是通过切削工具对工件进行材料去除的一种加工方法。
常见的切削加工方法包括车削、铣削、钻削、镗削等。
每种切削加工方法都有其特定的工具和工艺参数。
2.1.1 车削车削是一种通过旋转刀具和工件之间的相对运动,将工件上多余的材料切除的加工方法。
常见的车削方式包括内径车削、外径车削、面车削等。
铣削是一种通过铣刀对工件进行切削的加工方法。
铣削可以实现各种形状的加工,如平面、曲面、齿轮等。
2.1.3 钻削钻削是一种通过钻头对工件进行切削的加工方法。
钻削可以用于加工圆孔、斜孔和倒角等。
镗削是一种通过镗刀对工件进行切削的加工方法。
镗削主要用于加工内径尺寸和表面粗糙度要求较高的零件。
2.2 成形加工成形加工是通过对材料的塑性变形来实现加工目的的方法。
常见的成形加工方法包括锻造、压铸、冲压、拉伸等。
2.2.1 锻造锻造是一种通过对材料施加压力和热能来改变其形状和组织结构的加工方法。
锻造通常用于加工金属材料,可以得到高强度和高韧性的零件。
2.2.2 压铸压铸是一种通过将熔化的金属注入模具中,通过压力使其冷却固化的加工方法。
压铸可以用于制造各种形状复杂的零件,常用于汽车等工业领域。
2.2.3 冲压冲压是一种通过模具对金属板材进行冲击、拉伸和折弯等变形的加工方法。
冲压可以实现批量生产,并可以加工出形状复杂的零件。
2.2.4 拉伸拉伸是一种通过施加力使金属材料发生塑性变形的加工方法。
拉伸常用于制造金属丝、金属管等细长零件。
3. 加工设备3.1 机床机床是机械加工的核心设备,用于完成各种切削和成形加工。
常见的机床有车床、铣床、钻床、磨床等。
3.1.1 车床车床是一种用于进行车削加工的机床。