制程检验报告
- 格式:xlsx
- 大小:26.88 KB
- 文档页数:2
制程检验管理制度一、制定目的制程检验管理制度的制定目的在于规范组织内部的质量管理工作,确保产品制造过程的质量控制,提高产品的质量稳定性和一致性。
通过建立科学合理的制度,规范制程检验工作,有效地防范和纠正制程中的缺陷和问题,最大程度地降低质量风险,提高产品的竞争力和满足客户需求。
二、适用范围三、内容要点1.制程检验工作责任制度:明确各个岗位和责任人的职责和权限,制定制程检验的工作流程和工作细节要求,确保每个环节的质量控制。
2.制程检验方法和标准:明确制程检验的方法和标准,包括检验设备的选择、校准,检验指标的制定,以及缺陷分级和判定标准等,确保检验结果的准确性和一致性。
3.制程检验记录和报告:规定制程检验记录和报告的要求和格式,包括检验结果、异常情况、原因分析和改进措施等内容,便于制程质量的追溯和问题的处理,为质量持续改进提供有效的依据。
4.制程异常处理和改进措施:规定制程异常的处理流程和措施,包括问题的报告、分析和解决方案的制定和实施,以及相关人员的培训和协作要求,确保制程异常及时得到解决和改进,避免类似问题的再次发生。
5.制程检验数据分析和监控:建立制程检验数据的分析和监控机制,利用统计方法和工具对制程检验数据进行分析和监测,及时发现变化和异常,进行有效的管理决策和质量改进措施。
四、实施流程1.制订制程检验管理制度的初步草案,并征求相关部门和人员的意见和建议。
2.修改和完善初稿,形成正式的制程检验管理制度文件。
3.组织内部培训,培训相关人员掌握制度的内容和要求,提高制程检验管理水平。
4.制定制度执行计划,明确制度实施的时间、地点和相关注意事项。
5.定期评估和审查制度的实施效果,根据实际情况进行必要的修订和改进。
五、注意事项1.制程检验管理制度的制定需要充分考虑企业实际情况和需求,确保制度的可操作性和有效性。
2.制程检验管理制度需要与其他质量管理制度相互配合,形成整体的质量管理体系。
3.制程检验管理制度要求明确,简明扼要,避免冗余和模糊,便于执行和理解。
来料/制程/成品抽样检验规范1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好.2.范围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.内容:4。
1.来料检验1)抽样标准:按MIL-STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0。
65;MINOR:2。
5②结构料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4。
2.制程检验1)抽样标准:按MIL—STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2。
5②外观不良MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量.6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定.4。
3.成品出货检验1)抽样标准:按MIL—STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘:CR:0。
4,MAJOR:0。
65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。
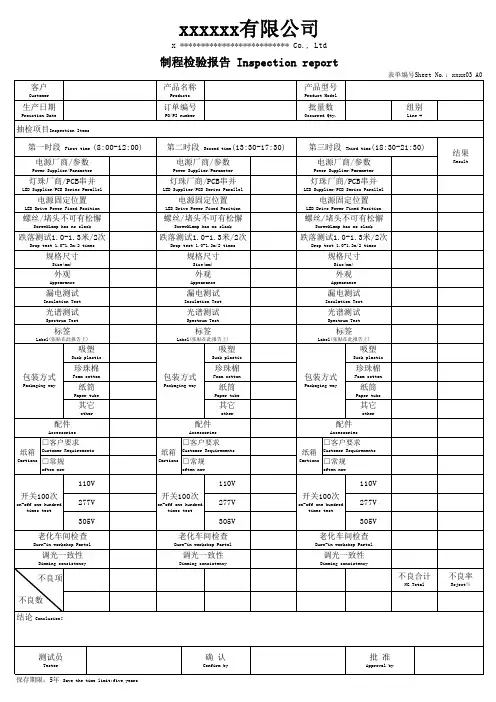
制程检验报告制程检验报告是一种重要的文书资料,用于记录制造过程中的各项检验结果,以及对相应检验结果的分析和评估,从而全面反映制造过程的质量状况,并为后续产出提供参考和指导。
本次制程检验报告的检验对象是我公司生产的一批电子产品,以下是具体报告内容。
1. 报告时间和地点本次制程检验报告是于2021年5月25日在我公司检验室进行的。
2. 检验对象本次检验的对象是我公司生产的一批电子产品,总数为1000件。
3. 检验结果通过本次制程检验,我们对这批电子产品进行了多项检验,得出以下结果。
(1)外观检验:全部样品的外观符合技术规范要求。
(2)电气性能检验:1000件样品均按照规定检测方法进行了测试,检验结果均符合技术规范要求。
(3)尺寸检验:1000件样品按照规定的标准进行了测量,尺寸精度均符合技术规范要求。
(4)功能性试验:1000件样品均按照技术要求进行了测试,无故障样品出现。
(5)环境适应性测试:样品分别进行高温、低温、干燥、潮湿等试验,均符合技术规范要求。
4. 检验结论通过本次制程检验,我们认为这批电子产品整体质量符合技术规范要求,并达到了设计要求。
5. 检验意见(1)在后续生产过程中,应该继续保持良好的检验质量和监控机制,以确保产品的质量稳定性。
(2)检验过程中发现的任何问题,应及时改进,并对产生的问题进行分析,从而使得生产工艺不断得到改善和提升。
(3)生产中应加强对设备的维护和保养,以保证生产设施的稳定性和可靠性,从而支撑产品的高质量。
6. 签字意见本次制程检验报告经过检验室主管签字认证,具有较高的权威性和参考价值。
以上是本次制程检验报告的全部内容,希望对后续生产提供参考和借鉴。
目的:通过制程检验,验证在制产品是否符合产品规格。
范围:1、过程检测控制工作范围:1)适用生产过程产品(下称:在制品)的检验,包括物料由原料仓之后到制作为成品进行QA检验之前的各生产环节之检验;2)由客户退回需返工/或修理之产品,经过各检验点时均受本程序控制;3)交付客户前之产品检验状态的识别。
2、IPQC检查工作范围:1)对新产品的复核(包括物料由出原料仓之后到制作成为成品入仓前的复核;2)对车间的6S复核;3)对仓库的防护措施及6S的复核;4)对各部门提供之持续性措施,各部门的程序文件、工作指南执行情况复核。
责任:1、品管部负责制定外观检验标准,专案工程部负责制定性能检验标准;2、产品检测科负责产品负观及性能的检测工作;3、某产品有BGA元件,且客户要求功能测试,量产数量5000套,ME在制作〈生产流程图〉时应设置ICT检验点(见注),由SMT执行检验工作;注一:视乎客户要求或产品试产评估确定需作ICT测试,再确定是否设置ICT测试点;注二:能预计有5000或虽不能预计但总数已达5000,前者在首次制作产标即加入,后者在施工单累计达5000后加入;4、IPQC科负责对各工序正确使用文件的复核,对产品、6S、防静电及强电控制,制程中产品质量的监控;5、由产品检测科主任维护及施行。
定义:检验:是通过观察和判断,适当时结合测量、试验所进行的符合性评价。
流程:检测点设置——〉检验合格——〉合格标识——〉品质记录〈——修理或返工〈——检验不合格作业内容:1、制程检验运作:1)除非在〈产品制造标准书〉或〈施工单〉上有特别注明,各检测点的检测员均应参照〈生产流程图〉索引检验标准进行检验,并填写〈制程检测报告〉2)各检测点检验样板的制作和方法,参照〈样板制作控制指南〉3)检测合格的产品,检测员根据该产品的〈产品制造标准书〉之〈检测合格认识图〉的规定作合格标记;4)每批产品经过焊锡过程工序时由该检测点的QC对首件产品进行检验,首件合格将结果填写于对头号检测点的〈制程检测报告〉上,同时必须要等首件检验合格方可批量生产,首件发现不合格时,需填写〈首件检验不符合报告〉跟进,并交科主管审核后,由开出单位负责人复核相关的措施完成情况并将结果填到首检报告上,再由产品检测科安排统一作归档;5)IPQC按〈IPQC工作指南〉进行检验,并填写〈IPQC检查报告〉,巡检发现的不良品按〈不合格品控制程序〉执行。
产品(半成品、成品).3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:指对生产过程中影响产品品质的因素进行随机抽样检验、确认。
4.职责4.1品管部4。
1.1 负责制程中产品外观、检验流程、检验标准、检验规范、检验站的编制和设置.4.1。
2 IPQC:负责对产品、物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常之追踪与确认;主导不合格品或异常品管问题的提出、跟进、落实、效果确认.4。
1.3 FQC:负责制程中产品外观、产品指定项目的全检。
4.1.4 测试员:负责制程中产品接地、耐压、点亮的全检4。
2工程部4.2.1 参与新产品、试产、设计变更首件的确认,负责制程中产品电气、结构、功能、测试标准,品质异常、不合格品原因的分析及改善对策的提出。
4.2.2 负责制程中产品SOP的制定,工装夹具制作,工艺跟进改善,产能效率的提升,结构性能异常的跟进与落实。
4。
2。
3 负责制程中仪器、设备测试规范的制定;机器、设备、仪器、仪表、治夹具、工具运行状况的监控,设备的正常运转的巡视及日常保养工作监管。
4。
3 业务部:参与新客户第一次生产及客户要求变更后首次生产时首件的确认.4.4 生产部4。
4.1 负责首件的制作与送样确认,自验互检。
4.4.2 制程中5M1E 的落实及制造过程的监控,配合IPQC与PIE的工作;品质异常的受理与改善,改善对策的具体实施。
5.作业内容5.1生产、检验前作业准备5.1.1生产部门5。
1.1.1生产部门在开拉生产前进行自我核查,发现不合格品及异常,采取措施立即纠正,再行生产。
5.1.1。
2 生产部门开拉生产前需查核领用物料是否与制令工单相符,是否有相应的BOM、或样品,工作环境是否符合产品生产需求,各作业工站是否悬挂相应的SOP,人员对作业方法、产品品质是否清楚了解。
【首件确认报告】、【耐压/极性测试记录表】5。
1.1.3 机器、设备、作业工具是否处于正常状态,风批、电批扭力设置是否正确符合作业需求.5。
1、目的:为确保公司内部加工零件质量符合公司品质要求,避免因加工过程中的不合格零件流入下道工序而影响模具的制作周期与品质。
2、适用范围适用公司内部各工序加工的零件与装配中的模具。
3、定义:无4、职责:4.1 各工序操作员对本工序的加工零件自检并填写《工件尺寸检测记录表》以及报检,加工组长复查后并签名。
4.2 钳工组长负责加工后以及装配过程中工件的复检。
4.3 品质部制程检验员负责零件加工完成的检验制程巡检和关键零件终检, 监督纠正预防措施的实施。
4.4品质部文员负责将《异常处理单》及时交相关人员签批并将签批完成后的《异常处理单》复印给相关部门。
4.5品质工程师负责《异常处理单》的审核以及每月制程异常数据的统计与分析。
5.程序内容:5.1 操作员报检、制程检验员巡检5.1.1 各工序操作员在该工序加工完成后,严格按照加工要求以及零件图对外观、重点尺寸进行自检并填写好《工件尺寸检测记录表》,自检确认合格将《工件尺寸检测记录表》交加工组长审核后放置于指定位置报检。
5.1.2 制程检验员不停对机台巡检,收到机台操作员的报检信息或发现待检验区有已加工完成的零件根据加工要求和零件图,结合电脑3D图对其外观、尺寸进行详细的检测。
5.1.3如零件较复杂需要超过一小时的检测时间,需提前与制模组长沟通,以防止模具因非加工、装配停留的时间过长而延误交期;检验完成后,《工件尺寸检测记录表》由品质部制程检验组保存。
5.2 检验标准与测量方法5.2.1车床、钻床、铣床检验标准与测量5.2.2 CNC与数控车加工检验标准与测量方法5.2.3 EDM加工检验标准与测量方法5.2.4 线割加工检验标准与测量方法5.3品质判定5.3.1经过检验若零件外观、尺寸、性能等均符合加工要求则判定该零件此加工工序的品质状态为合格。
5.3.2经过检验若零件外观、尺寸、性能等有一项或多项不符合加工要求则判定该零件此加工工序的品质状态为不合格。
5.4 品质标识检验完成后,根据其零件的品质状态在物料上做好相应的品质状态标识(物料质量合格贴绿色“QC.PASS”标签,不合格贴红色“QC.REJ”标签),必要时在物料上用油性笔标识好模号、零件号等信息。
来料/制程/成品抽样检验规1.目的:规来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好。
2.围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.容:4.1.来料检验1)抽样标准:按MIL-STD-105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0.65;MINOR:2.5②结构料 MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4.2.制程检验1)抽样标准:按MIL-STD-105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2.5②外观不良 MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量。
6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定。
4.3.成品出货检验1)抽样标准:按MIL-STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘: CR:0.4, MAJOR:0.65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。
制程QI抽检规范(ISO9001:2015)1.目的对过程产品进行再检验,确保产品在交付时达到顾客要求.2.范围适合品检部3. 职责3.1: 品管部责任3.2.1: 每两小时对每条生产线进行抽样检验工作,并填写有关检验记录及返工要求.3.2.2: 监控生产部标识每小时生产的成品及数量,包装好的成品填写<<每小时成品状态表>>,未包装的成品填写<<标识卡>>.3.2.3: 功能坏机提供给PE部进行分析.3.2.4: 对返工品进行再检查确认.4. 定义: 无.5. 程序5.1: QI抽机检查5.1.1: QI每两小时从拉尾抽取13PCS产品(如不足13PCS则全检),依据PO、BOM、 QC /QA规格及QI检查标准对产品外观及功能等进行检查(针对特别项目的检查为1PC)允收标准如下表.5.1.2: QI在检查过程中,如果发现不良品超出允收标准时,须通知QI组长或QI主管进行确认.5.1.3: 经QI主管确认不合格后,QI填写<<线架/制程QI检验报告>>及<<翻工通知单>>通知QC主管及生产部主管对不合格产品进行确认,QC及生产部确认完毕在报告和翻工单上签名.5.1.4: 经判定为不合格,QI在生产部卡板上摆放好的成品货注明不合格;经注明不合格的货品,生产将对整卡板产品进行返工; 经判定为合格则在产品上注明合格并签名,生产部根据合格标识将货品入仓.5.1.5: QI将不良品或功能坏机提供给PE部进行分析,PE部需将分析结果通知生产部或品管部,如有必要提出返工方案给生产部及品管部.5.1.6: 当QI抽检过程中,同一张生产单相同的问题出现两次或以上,QI主管即要发出纠正预防措施给相关部门. 5.1.7: 品管部IPQC监控生产部返工,合格后在翻工通知单上确认签名,注明已返工并重检合格;再由QI重新抽检确认.5.1.8: 如果生产的产品用胶盘装未包装的,则由生产部填写本厂的<<标识卡>>贴纸,填上生产时间段及每小时生产数量,在每箱贴上<<标识卡>>,QI检验完后,须在<<标识卡>>上注明检验状态,合格或不合格.5.2: 跌落测试要求(只适用于成品抽检)5.2.1: 当生产单数量在5000pcs以内时,QI开拉时需抽取5pcs进行成品跌落测试,如果生产单数量在5000pcs以上时,则每5000pcs抽取5pcs,进行跌落测试.(备注: QI做完摔箱测试后的产品处理如下:1. 彩盒/卡通箱直接报废;2. 产品须下拉重新检测后方可重新包装.)5.3: 内机检查QI抽检,每个小时对该拉线成品抽取3pcs进行拆机检查其内机.5.4转速测试要求5.4.1: 风筒开机时最高档的转速及开机后1分钟时的转速都应在相应转速范围的±2%.5.5: QI送板入寿命房及QE房(只适用于成品抽检)。
制程检验作业指导书
1.目的
为了更好的控制生产的产品品质,并符合客户的要求。
2.范围
适用于本公司五金冲压件制造流程中的检测。
3.职责
生产部:负责各相关制程的自检、不良品的收集。
品质部:负责制程巡检、检验结果的记录、判定与标识。
4.工作内容
4.1 QC依据图纸、样品及相关检验标准每隔一小时对生产线上的正生产的产品进行检查。
拿取机台上正在生产的产品2PCS,对照
图纸及样品检查尺寸及外观,检查合格后将相关数据记录在《制程检验记录表》上。
4.2 检查到有产品不合格时,需通知操作员停机,并通知技术员调机,调机后的产品需品检确认合格后方可开机生产。
不合格品需
用不合格票标识并用黄色箱子隔离,同时需对上个时间段的产品进行检查,看有无同样的不良,如有需继续往上一个时间段追溯,直到无不良为止。
4.3 不能返修的不良品报废处理;可以返修的不良品通知相关责任部门及时处理,处理完后需品检确认OK后方可流入下工序。
对不良比例超过1%的产品需对责任部门开出《品质异常对策报告》。
5.1《制程检验记录表》5.2《品质异常对策报告》。
设备制程检验管理规范1. 引言本文档旨在规范设备制程检验管理,在制程检验过程中提高检验效率和准确性,确保产品质量符合标准要求。
本规范适用于所有设备制程检验人员。
2. 质量管理流程2.1 设备制程检验流程概述设备制程检验是指在设备制程过程中对关键产品参数进行检验的过程。
检验工作包括收集样本、测量和评估样本数据、比较样本数据与标准要求,以及记录和报告检验结果的过程。
2.2 设备制程检验管理流程设备制程检验的管理流程需要严格遵循以下步骤:1.收集样本:根据设备制程流程和工艺要求,收集合适的样本进行检验。
2.测量和评估样本数据:使用合适的检测设备和方法,对样本进行测量和评估。
3.比较样本数据与标准要求:将样本数据与标准要求进行对比,判断样本是否合格。
4.记录和报告检验结果:将检验结果记录在检验记录表中,并及时报告给相关部门和人员。
5.处理不合格样本:对于不合格的样本,需要及时采取措施进行处理,如返工、调整设备参数等。
2.3 设备制程检验文件管理为了保证设备制程检验的可追溯性和一致性,需要建立完善的文件管理系统。
文件管理包括以下内容:•设备制程检验计划:对设备制程检验进行计划,包括检验内容、样本数量和检验方法等。
•设备制程检验记录表:记录每次设备制程检验的结果,包括样本数据、对比结果和处理措施等。
•设备制程检验报告:定期汇总设备制程检验结果,进行分析和评估,并向相关部门和人员报告。
3. 设备制程检验要求3.1 设备制程检验标准设备制程检验的标准是指对设备制程中关键参数的要求。
标准应满足国家或行业相关标准,并结合实际生产情况进行调整。
3.2 设备制程检验频次设备制程检验的频次根据实际生产情况和设备稳定性进行确定。
通常情况下,设备制程检验应定期进行,并在出现异常情况时进行特殊检验。
3.3 设备制程检验设备和方法设备制程检验需要使用合适的检测设备和方法。
对于不同的检测参数,应选择合适的设备和方法进行检测。
同时,应对检测设备和方法进行定期校准和验证。
ipqc月总结报告范文一、前言。
嗨,领导和小伙伴们!这个月在IPQC(制程质量控制)的岗位上,那可是经历了不少事儿,就像一场充满惊喜(惊吓)的冒险。
现在就来给大家唠唠这个月的工作情况。
二、工作内容概述。
# (一)日常巡检。
1. 生产线巡查频率。
这个月就像个勤劳的小蜜蜂,我每天在生产线上来来回回地穿梭,按照规定,每[X]小时就进行一次全面巡检。
总共完成了[具体次数]次的巡检任务,那脚步都快赶上竞走运动员了。
2. 重点检查项目。
重点关注的就像宝贝一样,比如产品的尺寸、外观、性能参数啥的。
每次检查就像在给产品做一次全身“体检”。
检查尺寸的时候,那卡尺拿在手里,感觉自己像个专业的工匠,一丝一毫都不放过;看外观的时候,眼睛瞪得像铜铃,就怕有个小划痕或者瑕疵偷偷藏起来。
# (二)首件检验。
1. 首件检验的重要性。
首件检验可是个大事儿,就像一场战斗的先锋官。
它要是出了岔子,后面的产品可能就像多米诺骨牌一样,哗啦啦全倒了。
所以每次新产品上线或者生产工艺有调整的时候,我都严阵以待。
2. 首件检验过程中的挑战。
不过这个过程也不是一帆风顺的。
有时候工程部门给的标准文档像是加密文件一样,得费好大劲儿才能完全理解透。
还有些时候,生产部门着急着要开始大批量生产,就像热锅上的蚂蚁,一直在旁边催催催,但是咱可不能乱了阵脚,该检查的项目一个都不能少。
# (三)异常处理。
1. 异常情况统计。
这个月就像捅了异常的“马蜂窝”,总共发现了[X]起异常情况。
这些异常就像调皮的小怪兽,时不时地冒出来捣乱。
2. 典型异常案例分析。
其中有个比较典型的案例,是产品的某个性能参数一直不达标。
我当时就像个侦探一样,沿着生产流程一路追查。
从原材料的检验记录开始看起,到生产设备的参数设置,最后发现原来是某个设备的小零件有点磨损了,就像人牙疼一样,虽然是个小问题,但是影响可不小。
赶紧通知设备部门换了零件之后,产品就像吃了灵丹妙药一样,参数立马就合格了。
三、工作成果。
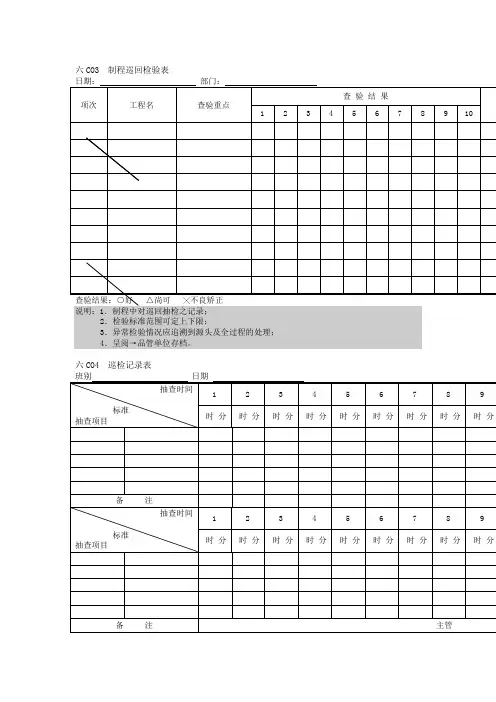
制程检验规范1目的本文件规定了制程检验的作业规定,指导制程品管人员(IPQC)有效执行制程检验,以防止不良品批量产生及本工序不良品流入下工序,以提早发现并解决质量问题。
2范围适用于本公司内部生产的半成品、加工品、成品的过程质量控制。
3定义3.1首件检验:是在生产开始时(上班或换班)或工序调整后(换人、换料、换产品、换工装、调整设备等)对生产出来的第1件(大件产品)或前3件(非大件)产品进行的检验。
3.2自主检验:是指在生产过程中,由作业员对其所生产的产品之外观、性能等所进行的部分或全部检验的过程。
3.3巡回检验:是指IPQC检验员在生产现场周期性地对各工序的产品和生产条件进行监督检验。
3.4转序检验:转序检验是指本工序完成后,转入到下一道工序前,由IPQC检验员对其进行的抽样检验。
4职责4.1制造部负责产品的首件制作负责生产进程中每工序产品的自主检验负责参与不及格品的评审和处理4.2品管部负责首件检验和记录负责制程巡检和转序检验负责参与不及格品的评审和监督处理情形5作业内容5.1检验前准备:检验员于物料上线前依据周生产计划表、派工单,相识当日生产之产品,需事先掌握下列状况:A.订单要求B.客户特殊要求C.紧急上线,未经进料检验之物料D.是否有特采物料E.是否有新进员工F.是否为新产品G.是否有设计变更H.是否发生客诉之产品I.是否有上次生产呈现过质量异常之产品5.2首件生产及检验5.2.1首件确认时机A.每日刚入手下手生产时;B.换人、换机、换料、换产品生产时;C.修机、异常处理后重新生产时5.2.2生产部门遵照《生产管理程序》在正式生产前先做首件加工。
5.2.3操纵员在加工好第一个产品时,首先按图纸或工艺文件的要求举行自主检查,自检及格后交品管检验员,检验员依样品、图纸、工艺文件举行重要尺寸、外观等检验,及格由检验员在首件产品上作“首件及格“标示,放置于生产线旁做封样参照,并做好《首件检查记录表》。
浙江勝祥機械有限公司制程品質異常報告編號:(保存時間:) 注:1、當品質問題嚴重或不良品批量大或需要停產時需由廠長級或以上領導批示。
2、發送部門:口品保部口製造部口生管口倉庫口業務部口其他________品质管理制度公司为了保证产品的品质制定,品质管理制度的推行,能提前发现异常、迅速处理改善,借以确保及提高产品品质符合管理及市场需要。
目录展开编辑本段1、总则第一条:目的为保证本公司品质管理制度的推行,并能提前发现异常、迅速处理改善,借以确保及提高产品品质符合管理及市场需要,特制定本细则。
第二条:范围本细则包括:(一)组织机能与工作职责;(二)各项品质标准及检验规范;(三)仪器管理;(四)品质检验的执行;(五)品质异常反应及处理;(六)客诉处理;(七)样品确认;(八)品质检查与改善。
第三条:组织机能与工作职责本公司品质管理组织机能与工作职责。
各项品质标准及检验规范的设订第四条:品质标准及检验规范的范围规范包括:(一)原物料品质标准及检验规范;(二)在制品品质标准及检验规范;(三)成品品质标准及检验规范的设订;第五条:品质标准及检验规范的设订(一)各项品质标准总经理室生产管理组会同品质管理部、制造部、营业部、研发部及有关人员依据"操作规范",并参考①国家标准②同业水准③国外水准④客户需求⑤本身制造能力⑥ 原物料供应商水准,分原物料、在制品、成品填制"品质标准及检验规范设(修)订表"一式二份,呈总经理批准后品质管理部一份,并交有关单位凭此执行。
(二)品质检验规范总经理室生产管理组召集品质管理部、制造部、营业部、研发部及有关人员分原物料、在制品、成品将①检查项目②料号(规格)③品质标准④检验频率(取样规定)⑤检验方法及使用仪器设备⑥允收规定等填注于"品质标准及检验规范设(修)订表"内,交有关部门主管核签且经总经理核准后分发有关部门凭此执行。
第六条:品质标准及检验规范的修订(一)各项品质标准、检验规范若因①机械设备更新②技术改进③制程改善④市场需要⑤加工条件变更等因素变化,可以予以修订。