第5章 翻边模设计讲解
- 格式:ppt
- 大小:727.00 KB
- 文档页数:21



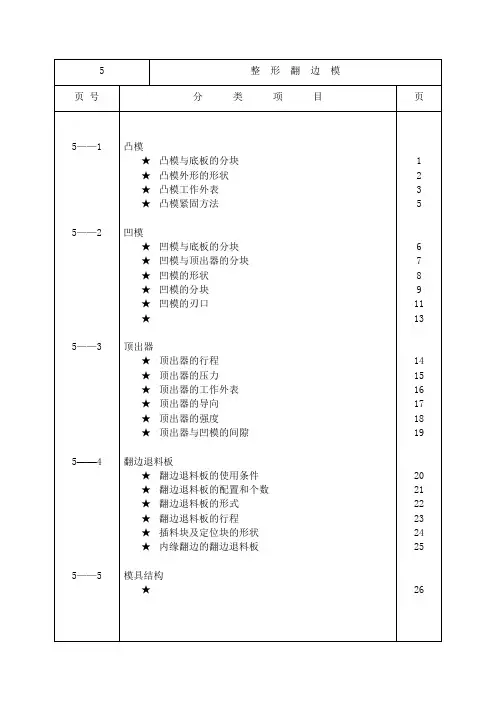
5——1 凸模凸模与底板的分块〔1〕根本上取一体方式,但材质不同时,只在加工困难的局部采取局部镶块方式。
铸件形式堆焊形式镶块形式5——1 凸模凸模边缘的形状〔1〕1.边缘尺寸1)铸件2)镶块2.镶块局部台阶的分法镶块凸模的分块与凹模的分块线必须错开。
5——1 凸模凸模工作外表〔1〕1.一般情况2.不得让开凸模外表时1)用细状物按压面积少的物件外轮罩内轮罩门下梁支柱类5——1 凸模凸模工作外表〔2〕1)整形工序的退料板(内板时)2)主要包括整形(凸点等)的加工,给冲压件施以很大的力时。
3)顶出器也不能让开时。
5——1 凸模凸模固定方法〔1〕一般情况内侧紧固面积不够时,也可在凸模外缘固定。
凸模外缘处的紧固面积不够时,有时用反方向固定。
但是,这样制造时很难, 故应尽防止。
5——2 凹模凹模与底板的分块〔1〕从本钱上考虑希望采取整体方式,但当凹模与底板的材质不同、或考虑试制时的调整时,采取分块方式。
1〕一体时2) 分块时5——2 凹模凹模与顶出器的分块〔1〕1.变薄拉深时2.压弯时1)以零件料外线分块2)R大的情况在R切点处分块。
(左图)一般考虑R≥5t的局部(但是,对于板厚薄的零件,因为离开凹模时有可能变形,故多数情况下不采用压弯的方法。
3)翻边直线局部少于2倍以上的料厚时,在R切点处分块。
如左图所示,以板弯曲点分块。
5——2 凹模凹模的形状〔1〕1.座式2.实心式3.座+镶块式〔安装座、固定座〕5——2 凹模凹模的分块〔1〕1.重量与长度的关系1)变薄翻边时原那么上为小分块,重量为15~20kg2)压弯翻边时为大分块2.分块的方法·为使制造容易,转弯R都在直线局部分块。
a与R特别小的情况,在R的R切点附近分块。
·翻边线弯曲时,尽可能在刃口切线方向分块。
最小允许60°。
·断面形状中a<60°时,为防止尖角,如左图所示的分块。
10 5——2 凹模凹模的分块〔2〕凹模的端点为尖角时,因为以下理由要加一富裕量。
目录第1章概论 (2)1.1冲压模地位及冲模技术。
.....。
....。
.。
.。
.。
..。
..。
.21。
2。
1冲压模相关介绍.。
..。
.。
........。
...。
..。
. (2)1。
2。
2冲模在现代生产中的地位.。
....。
...。
.....。
.。
.。
.3第2章冲压件的工艺分析 (3)2。
1 冲裁工艺性 (3)2。
2 翻边工艺性 (4)2。
3 工艺方案的确定.........................................................。
.4 2。
3.1 初步确定加工方案.. (4)2.3.1 冲压方案的制定 (5)第3章冲压设备的确定 (7)3.1 冲裁力的计算 (7)3.2 计算压力中心 (7)3.3 冲压设备的确定 (8)第4章模具主要工作部分尺寸的确定 (8)4.2冲孔刃口尺寸 (8)4.3 翻边刃口尺寸 (9)第5章模具结构和主要零部件设计 (10)5.1 模架的选择 (10)5。
2冲孔凸模的设计 (10)5。
3 凹凸模的设计 (11)5。
4 翻边凹模的设计 (11)5。
5 其他部件的设计 (12)第六章装配图装配 (12)6.1 装配图 (13)参考文献 (14)总结.........................................................................................................................第一章概论1.1引言日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系.模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。
因为各种产品的材质、外观、规格及用途的不同,模具分为了铸造模、锻造模、压铸模、冲压模等非塑胶模具,以及塑胶模具。