pcb板预埋紧固件设计指南分解
- 格式:doc
- 大小:4.10 MB
- 文档页数:8
预埋件的固定方法与流程When it comes to fixing pre-embedded parts, there are several methods and processes that can be used depending on the specific requirements of the project. One common method is using anchoring adhesives, which are specially formulated to bond pre-embedded parts to the surrounding structure. These adhesives are typically applied using a special applicator gun, which ensures a precise and even application.谈到预埋部件的固定,根据项目的特定要求,可以采用几种不同的方法和流程。
一个常见的方法是使用锚固胶,这是专门设计用于将预埋部件粘结到周围结构的胶水。
这些胶水通常使用专用的应用枪来施加,确保精确均匀的涂布。
Another method for fixing pre-embedded parts is using mechanical fasteners, such as screws or bolts. These fasteners are usually installed by drilling holes in the pre-embedded parts and then securing them in place with the fasteners. This method is often used when a more secure and permanent fixing solution is needed, especially in high-stress applications.固定预埋部件的另一种方法是使用机械紧固件,如螺钉或螺栓。
紧固件与连接件设计手册紧固件与连接件设计手册一、概述紧固件和连接件是机械设计中不可缺少的部分,它们的作用是将两个或多个部件连接在一起,使整个机器能够正常运行。
本手册旨在介绍紧固件和连接件的种类、选型、安装和维护等方面的知识,帮助读者更好地理解和应用这些零部件。
二、紧固件1. 紧固件的种类常见的紧固件有螺栓、螺母、垫圈、销钉等。
其中,螺栓是最常用的紧固件之一,它通常由头部、螺纹杆和螺纹尾组成。
螺母则是与螺栓配合使用的零部件,它通常由六角形或圆形头部和内侧有螺纹孔的柱体组成。
垫圈则是为了增加接触面积而加入到紧固过程中的零部件。
销钉则通常用于轴承或其他需要定位功能的场合。
2. 紧固件的选型在选择紧固件时,需要考虑以下因素:(1) 承载能力:即紧固件能承受的最大载荷,这取决于材料、直径、螺距等因素。
(2) 螺纹类型:常见的螺纹类型有UNC、UNF、Metric等,需要根据实际情况进行选择。
(3) 紧固件长度:需要根据连接部件的厚度和紧固件的承载能力来确定。
(4) 紧固件材料:常见的材料有碳钢、不锈钢、黄铜等,需要根据使用环境和承载能力来选择。
3. 紧固件的安装在安装紧固件时,需要注意以下事项:(1) 保持清洁:在安装前应将连接面清洁干净,以确保紧固件与部件之间没有杂物。
(2) 使用适当的工具:使用正确的扳手或扭力扳手可以确保紧固力达到要求,并避免过度或不足的拧紧。
(3) 交替拧紧:对于多个螺栓或螺母连接的部位,应交替拧紧以确保各个连接点均匀受力。
三、连接件1. 连接件的种类常见的连接件有销轴、轴套、联轴器、弹性联轴器等。
其中,销轴和轴套通常用于连接两个轴,联轴器和弹性联轴器则用于连接两个不同的机械部件。
2. 连接件的选型在选择连接件时,需要考虑以下因素:(1) 承载能力:即连接件能承受的最大载荷,这取决于材料、直径、长度等因素。
(2) 连接方式:常见的连接方式有键槽连接、锥形套口连接、螺纹连接等,需要根据实际情况进行选择。
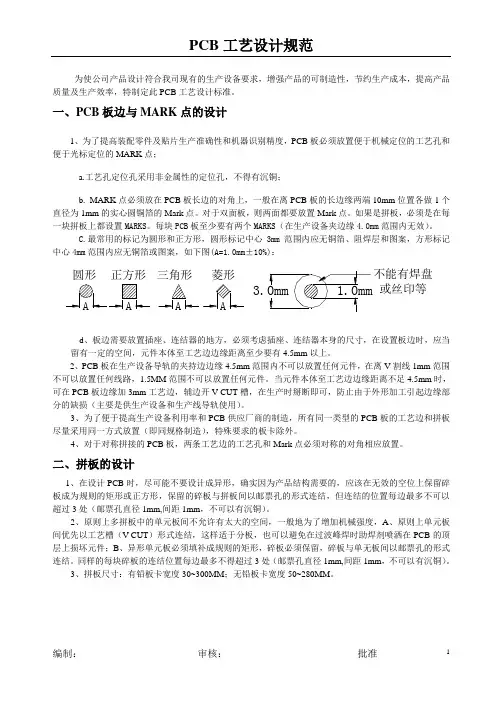
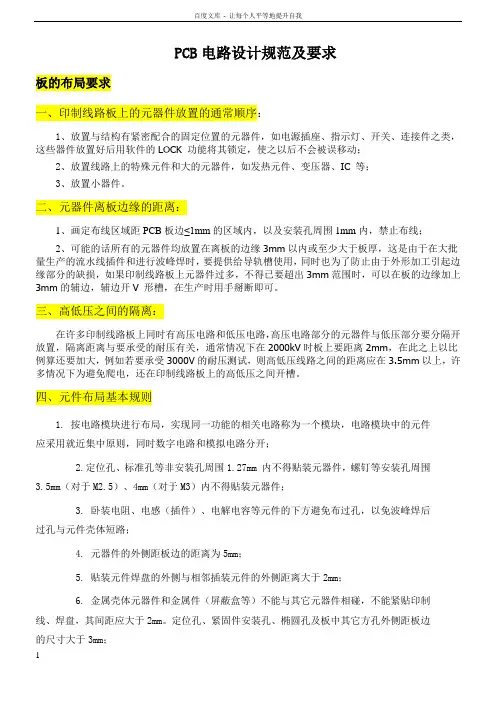
为使公司产品设计符合我司现有的生产设备要求,增强产品的可制造性,节约生产成本,提高产品质量及生产效率,特制定此PCB工艺设计标准。
一、PCB板边与MARK点的设计1、为了提高装配零件及贴片生产准确性和机器识别精度,PCB板必须放置便于机械定位的工艺孔和便于光标定位的MARK点;a.工艺孔定位孔采用非金属性的定位孔,不得有沉铜;b.MARK点必须放在PCB板长边的对角上,一般在离PCB板的长边缘两端10mm位置各做1个直径为1mm的实心圆铜箔的Mark点。
对于双面板,则两面都要放置Mark点。
如果是拼板,必须是在每一块拼板上都设置MARKS。
每块PCB板至少要有两个MARKS(在生产设备夹边缘4.0mm范围内无效)。
C.最常用的标记为圆形和正方形,圆形标记中心3mm范围内应无铜箔、阻焊层和图案,方形标记中心4mm范围内应无铜箔或图案,如下图(A=1.0mm±10%):d、板边需要放置插座、连结器的地方,必须考虑插座、连结器本身的尺寸,在设置板边时,应当留有一定的空间,元件本体至工艺边边缘距离至少要有4.5mm以上。
2、PCB板在生产设备导轨的夹持边边缘4.5mm范围内不可以放置任何元件,在离V割线1mm范围不可以放置任何线路,1.5MM范围不可以放置任何元件。
当元件本体至工艺边边缘距离不足4.5mm时,可在PCB板边缘加3mm工艺边,辅边开V-CUT槽,在生产时掰断即可,防止由于外形加工引起边缘部分的缺损(主要是供生产设备和生产线导轨使用)。
3、为了便于提高生产设备利用率和PCB供应厂商的制造,所有同一类型的PCB板的工艺边和拼板尽量采用同一方式放置(即同规格制造),特殊要求的板卡除外。
4、对于对称拼接的PCB板,两条工艺边的工艺孔和Mark点必须对称的对角相应放置。
二、拼板的设计1、在设计PCB时,尽可能不要设计成异形,确实因为产品结构需要的,应该在无效的空位上保留碎板成为规则的矩形或正方形,保留的碎板与拼板间以邮票孔的形式连结,但连结的位置每边最多不可以超过3处(邮票孔直径1mm,间距1mm,不可以有沉铜)。
目录PCB板预埋紧固件设计指南 (3)1. 目的 (3)2. 适用范围 (3)3. PCB板预埋紧固件的固定方式 (3)4. PCB板预埋紧固件的种类 (5)5. PCB板预埋紧固件的设计规格 (5)6. 翻边压铆预埋螺柱的加工方式 (7)7. 结束语 (8)PCB板预埋紧固件设计指南1.目的为了实现PCB板与板对插后的固定和PCB板与其它结构件的固定,公司现有的设计方法是采用螺钉螺柱,或通过板金件来过渡,结构复杂,零件数量多,通过采用PCB板预埋紧固件的设计,可以大大简化结构,减少零件数量。
2.适用范围该文件主要供结构设计工程师进行PCB板预埋紧固件设计时参考,也可供PCBA加工厂进行PCB板预埋紧固件加工时参考,和供工艺工程师编写PCB板预埋紧固件加工工艺和检验要求时参考。
3.PCB板预埋紧固件的固定方式方式一:翻边涨铆翻边涨铆PCB板预埋紧固件的材料为铝,表面镀锡,镀镍,钝化或白色导电氧化处理。
预埋紧固件首先套在PCB板上,通过工装将其与PCB板翻边涨铆在一起。
该种方式加工简单,联接牢固,不易松动和脱落,对PCB板的损伤小,其能承受的扭矩和拉力远能满足使用要求,推荐使用,缺点是涨铆后反面会形成0.5mm左右高,0.5mm左右宽的凸台,不方便从反面打螺钉。
该种加工方式是在完成PCB板元器件的锡焊后单独用工装来进行加工的。
该种固定方式如下图所示:正面反面方式二:锡焊锡焊PCB板预埋紧固件的材料为中炭钢,表面镀锡。
预埋紧固件首先套在PCB板上,预埋紧固件的反面比PCB板低0.3mm左右,预埋紧固件通过波峰焊与PCB板固定在一起,预埋紧固件和PCB板在孔周边和孔的上边缘,下边缘通过锡焊连接。
该种固定方式连接牢固,外观美观,方便从反面打螺钉,对PCB板没有损伤,缺点是加工难控制,容易形成虚焊和孔的上边缘焊锡不饱满,影响固定强度和外观,容易产生脱落,可以考虑在加工工艺成熟时使用。
该种加工方式是在PCBA厂进行PCB板元器件的锡焊时同时进行加工的。
预埋件设计手册预埋件设计手册引言:预埋件是在建筑、土木工程和结构工程中广泛使用的一种重要构件。
它们通过预先安装在混凝土结构中,为后续施工提供支撑、固定和连接功能。
预埋件的设计质量直接影响着工程的稳定性和安全性。
本手册旨在介绍预埋件的设计原则和方法,以及常见的预埋件类型和应用场景。
一、设计原则和方法:1.1 强度计算:预埋件的设计应满足强度要求,包括抗拉、抗剪和抗压能力等。
根据工程需求和材料特性,进行强度计算和选择合适的预埋件尺寸和型号。
1.2 腐蚀防护:预埋件通常暴露在外部环境中,容易受到腐蚀的影响。
应考虑采取适当的防护措施,如防腐涂层、不锈钢材料等,以延长预埋件的使用寿命。
1.3 连接方式:预埋件在不同工程中承担着不同的连接功能,如焊接、螺栓连接等。
设计时应根据实际需求选择合适的连接方式,并确保连接强度满足设计要求。
1.4 安装方法:预埋件的正确安装至关重要。
设计时应考虑安装方法和步骤,并提供相应的施工图纸和说明,以确保预埋件在施工中的正确安装和使用。
二、常见预埋件类型:2.1 锚固螺栓:用于将结构件或设备固定在混凝土中。
其设计包括螺栓尺寸、埋入深度和螺栓间距等。
2.2 预应力锚具:用于预应力混凝土结构,通过预应力钢筋和锚具的组合形成预应力系统。
其设计包括锚具的尺寸、强度和布置方式等。
2.3 钢筋套管:用于连接混凝土结构中的钢筋,起到固定和传递荷载的作用。
其设计包括套管尺寸、钢筋排列和套管间距等。
三、预埋件的应用场景:3.1 建筑结构:预埋件在建筑结构中的应用广泛,如楼板连接、柱基础固定等。
设计时应根据结构形式和荷载条件确定预埋件的类型和数量,确保结构的稳定性和安全性。
3.2 桥梁工程:预埋件在桥梁工程中起到连接和支撑的作用,如桥墩基础锚固、梁体连接等。
设计时应考虑桥梁的荷载要求和施工条件,选择适当的预埋件类型和布置方式。
3.3 土木工程:在土木工程中,预埋件常用于固定护坡、护岸、挡土墙等结构。


预埋件制作与安装方案一、内容简述大家知道预埋件这个东西嘛,看似小细节,但却是整个工程的大功臣。
那么关于预埋件的制作与安装,这里面可是有不少讲究呢。
咱们这篇文章,就是为了让大家更好地理解并掌握预埋件的制作和安装方法。
首先呢咱们要聊聊预埋件的制作,制作预埋件可不是简单的加工一下就行了,从选材到加工,每一步都得小心翼翼,精益求精。
接着咱们得说说预埋件的安装,安装可是个技术活儿,位置要准确,固定要牢固,还得保证质量安全。
只有这样才能确保整个工程的安全和稳定。
这篇文章呢,会从制作和安装两个方面详细讲解预埋件的全过程。
大家看完之后,肯定会对预埋件有更深入的了解。
不信的话就一起来看看吧!二、预埋件制作方案我们的预埋件制作方案,那可真是实用又人性化。
大家不用担心复杂难懂,我们尽量用简单明了的语言来给大家解释清楚。
首先制作预埋件,材料得选好。
我们要用质量上乘、经久耐用的材料,这样才能保证预埋件的使用寿命。
接着设计预埋件的形状和大小,这一步得根据实际情况来,确保预埋件能稳稳地安装在需要的位置。
然后开始制作,我们有一支手艺超棒的制作团队,他们可都是行业的精英。
制作过程那可是丝毫不能马虎的,每一个细节,我们都会精心打磨,确保预埋件的质量过硬。
制作完成后,我们还得进行严格的检测。
就像给产品来个“体检”一样确保预埋件的性能稳定、安全可靠。
我们的预埋件制作方案,就是实实在在、人性化的。
我们追求的,不仅仅是制作出优质的预埋件,更是让每一位客户都能感受到我们的用心和热情。
大家放心有我们在,预埋件制作这活儿,妥妥的!1. 材料选择与检验大家都知道,一个好的开始是成功的一半,所以选材这一步,咱们可得睁大眼睛,仔细挑选。
材料选择:在预埋件制作中,首先要选对材料。
我们要选择质量上乘、信誉良好的材料供应商,确保材料的质量过关。
常用的预埋件材料有钢材、不锈钢等。
选择时要根据工程需求和预算来挑选合适的材料。
2. 设计与制图设计与制图是整个预埋件制作流程中非常关键的一环,咱们得把设计图纸弄得清清楚楚,才能让后面的工作顺利进行。

PCB设计工艺指南1目的规范产品的PCB 工艺设计,规定PCB工艺设计的相关参数,使PCB的设计满足可生产性、可测试性、热设计等的技术规范要求,在产品设计过程中构建产品的工艺技术、质量、成本优势。
2适用范围本指南规定了PCB的相关工艺设计要求,是PCB设计人员兼顾DFM/DFR/DFT等工艺要求的保证,适用于PCB设计的各阶段。
3术语和定义¾导通孔(via):用PCB层间连接的非插装孔金属化孔。
¾元件孔(Component hole):用于元件端子固定于印制板及导电图形电气联接的孔。
¾托起高度(Stand off):表面贴器件的本体底部到引脚底部的垂直距离。
¾细间距器件:指引脚间距小于或等于0.5mm的翼型引脚器件,焊球间距小于或等于0.8mm 的面阵列器件。
¾PCB TOP面:指PCB的主面,即PCBA的主要器件面,相对的一面为PCB的BOTTOM面。
4引用标准下列文件中的条款通过本标准的引用而成为本指南的条款。
鼓励根据本指南达成协议的各方研究是否可使用这些文件的最新版本。
序号 编号 名称1 IPC-2221 印制电路板通用标准2 IPC-2222 刚性有机印制电路板部分设计标准3 IPC-A-610C 印制板组装件验收标准4 IPC-CM-770 D印制电路板元件安装导则5 IPC-SM-782A 表面组装设计和焊盘图形标准6 IPC-2226高密度互连(HDI)印制板设计分标准7 IPC-610F 印刷板的验收标准5PCB设计的一般要求5.1PCBA 加工工序合理优化制成板的元件布局应保证制成板的加工工序合理,以便于提高制成板加工效率和直通率;PCB 布局选用的加工流程应使加工效率最高;简化PCBA的组装工序,且手工操作最少化的原则;PCB设计者若不能确认,可与PCB工艺人员沟通确认。
5.2PCB板材要求根据系统的设计要求,确定PCB使用板材以及TG值(温度系数:指PCB的玻璃温度点);PCB成板厚度推荐0.8~2.5mm,挠性板除外。
PCB电路设计规范及要求板的布局要求一、印制线路板上的元器件放置的通常顺序:1、放置与结构有紧密配合的固定位置的元器件,如电源插座、指示灯、开关、连接件之类,这些器件放置好后用软件的LOCK 功能将其锁定,使之以后不会被误移动;2、放置线路上的特殊元件和大的元器件,如发热元件、变压器、IC 等;3、放置小器件。
二、元器件离板边缘的距离:1、画定布线区域距PCB板边≤1mm的区域内,以及安装孔周围1mm内,禁止布线;2、可能的话所有的元器件均放置在离板的边缘3mm以内或至少大于板厚,这是由于在大批量生产的流水线插件和进行波峰焊时,要提供给导轨槽使用,同时也为了防止由于外形加工引起边缘部分的缺损,如果印制线路板上元器件过多,不得已要超出3mm范围时,可以在板的边缘加上3mm的辅边,辅边开V 形槽,在生产时用手掰断即可。
三、高低压之间的隔离:在许多印制线路板上同时有高压电路和低压电路,高压电路部分的元器件与低压部分要分隔开放置,隔离距离与要承受的耐压有关,通常情况下在2000kV时板上要距离2mm,在此之上以比例算还要加大,例如若要承受3000V的耐压测试,则高低压线路之间的距离应在3.5mm以上,许多情况下为避免爬电,还在印制线路板上的高低压之间开槽。
四、元件布局基本规则1. 按电路模块进行布局,实现同一功能的相关电路称为一个模块,电路模块中的元件应采用就近集中原则,同时数字电路和模拟电路分开;2.定位孔、标准孔等非安装孔周围1.27mm 内不得贴装元器件,螺钉等安装孔周围3.5mm(对于M2.5)、4mm(对于M3)内不得贴装元器件;3. 卧装电阻、电感(插件)、电解电容等元件的下方避免布过孔,以免波峰焊后过孔与元件壳体短路;4. 元器件的外侧距板边的距离为5mm;5. 贴装元件焊盘的外侧与相邻插装元件的外侧距离大于2mm;6. 金属壳体元器件和金属件(屏蔽盒等)不能与其它元器件相碰,不能紧贴印制线、焊盘,其间距应大于2mm。
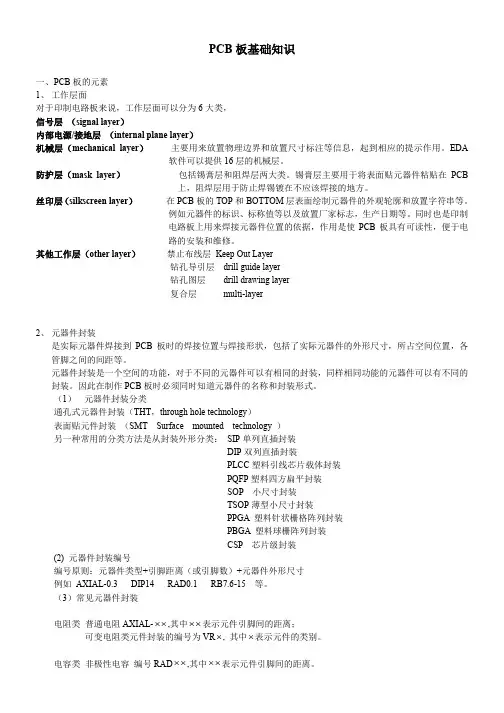
PCB 板基础知识一、PCB 板的元素1、 工作层面对于印制电路板来说,工作层面可以分为6大类,信号层 (signal layer )内部电源/接地层 (internal plane layer )机械层(mechanical layer ) 主要用来放置物理边界和放置尺寸标注等信息,起到相应的提示作用。
EDA软件可以提供16层的机械层。
防护层(mask layer ) 包括锡膏层和阻焊层两大类。
锡膏层主要用于将表面贴元器件粘贴在PCB上,阻焊层用于防止焊锡镀在不应该焊接的地方。
丝印层(silkscreen layer ) 在PCB 板的TOP 和BOTTOM 层表面绘制元器件的外观轮廓和放置字符串等。
例如元器件的标识、标称值等以及放置厂家标志,生产日期等。
同时也是印制电路板上用来焊接元器件位置的依据,作用是使PCB 板具有可读性,便于电路的安装和维修。
其他工作层(other layer ) 禁止布线层 Keep Out Layer钻孔导引层 drill guide layer钻孔图层 drill drawing layer复合层 multi-layer2、 元器件封装是实际元器件焊接到PCB 板时的焊接位置与焊接形状,包括了实际元器件的外形尺寸,所占空间位置,各管脚之间的间距等。
元器件封装是一个空间的功能,对于不同的元器件可以有相同的封装,同样相同功能的元器件可以有不同的封装。
因此在制作PCB 板时必须同时知道元器件的名称和封装形式。
(1) 元器件封装分类通孔式元器件封装(THT ,through hole technology )表面贴元件封装 (SMT Surface mounted technology )另一种常用的分类方法是从封装外形分类: SIP 单列直插封装DIP 双列直插封装PLCC 塑料引线芯片载体封装PQFP 塑料四方扁平封装SOP 小尺寸封装TSOP 薄型小尺寸封装PPGA 塑料针状栅格阵列封装PBGA 塑料球栅阵列封装CSP 芯片级封装(2) 元器件封装编号编号原则:元器件类型+引脚距离(或引脚数)+元器件外形尺寸例如 AXIAL-0.3 DIP14 RAD0.1 RB7.6-15 等。
pcb 封装库中元件封装的设计方法与步骤元件封装,作为PCB设计中的重要组成部分,它的设计质量直接影响到整个电路板的性能。
本文将介绍元件封装的设计方法与步骤,帮助您更好地完成PCB设计工作。
一、确定封装类型首先,您需要确定您的元件所需的封装类型。
常见的封装类型有SMD(表面贴装器件)、DIP(双列直插式封装)、SOIC(小外形集成电路封装)等。
选择合适的封装类型,需要考虑元件的尺寸、引脚间距、电路板布线要求等因素。
二、获取元件数据在确定封装类型后,您需要获取元件的数据手册或技术规格书,了解元件的详细尺寸、引脚间距、电气参数等信息。
这些数据对于后续的封装设计至关重要。
三、设计封装外形根据元件数据手册提供的信息,使用CAD软件开始设计元件的封装外形。
您需要按照数据手册中的尺寸要求,精确绘制元件的外形轮廓和引脚布局。
同时,您还需要考虑到元件在PCB上的放置方向和焊盘的排列。
四、添加焊盘和丝印层完成封装外形设计后,您需要添加焊盘和丝印层。
焊盘是用于连接元件引脚和PCB焊盘的金属化孔,而丝印层则用于标识元件的型号、规格等信息。
在添加焊盘和丝印层时,您需要考虑到元件的电气性能和焊接工艺要求。
五、设置约束规则在完成封装设计后,您需要设置约束规则,以确保PCB布线的质量和可靠性。
约束规则包括间距约束、线宽约束、过孔大小和数量约束等。
这些规则的设置需要根据PCB制造工艺的要求和元件的电气性能来决定。
六、导出封装模型最后,您需要将封装模型导出为PCB设计软件能够识别的格式,如IPC-D-356格式或Gerber格式。
导出的模型应包括元件的封装外形、焊盘位置、丝印层等信息,以便在PCB布线软件中进行使用。
通过以上六个步骤,您可以完成PCB封装库中元件封装的设计工作。
在设计过程中,您需要综合考虑元件的尺寸、电气性能和焊接工艺要求等因素,以确保设计的封装能够满足实际应用的需求。
同时,您还需要不断进行优化和改进,以提高PCB设计的可靠性和性能。
预埋件计算技术手册2预埋件的计算一般要求:一、计算的主要内容预埋件计算的主要内容为计算预埋件锚筋的承载力设计值。
预埋板厚度一般按不小于锚筋直径的60%构造配置。
二、锚筋的层数与根数采用直钢筋做预埋件中的锚筋,其不宜多于4层,且不宜小于4根。
超过4层时按4层计算。
受剪预埋件的锚筋在垂直剪力方向可采用一层(2根)。
三、锚筋层数的影响系数受剪和受弯预埋件的强度计算公式是根据二层锚筋确定的,当锚筋层数增多时,预埋件承载力设计值有所降低,需将锚筋层数的影响系数适当调低。
当锚筋层数为2层时,取为1.0;三层时取0.9;四层时取0.85。
四、预埋件的受力性能与预埋件锚板及焊于其上的传力件形式(如传力钢板、钢牛腿等)有关。
传力件的设置,应使预埋件锚筋的应力状态与计算假定一致。
五、预埋件承受的外力中,含有拉力或弯矩时,其强度计算必须考虑预埋件钢板因弯曲变形而使锚筋呈复合应力状态的影响。
如传力件的设置能保证预埋件钢板不产生弯曲变形,则不必考虑此影响。
六、锚筋的锚固长度1、受拉锚筋和弯折锚筋的锚固长度应符合下表要求:2、受剪和受压直锚筋的锚固长度不应小于15d。
七、受力预埋件的锚筋,如计算中充分利用其强度时,则埋置在混凝土内的锚固长度,不应小于上文第六项的要求。
受拉预埋件受拉预埋件承载力设计值应按下列公式计算:当采取措施防止预埋板弯矩变形时:当时:当时:参数说明:为锚筋总截面面积;为承受周期反复或多次重复荷载时的承载力折减系数,按前文表格;为钢筋抗拉强度设计值;为预埋板厚度;为锚筋直径;为垂直于传力预埋板方向的锚筋间距;为预埋板弯曲变形的折减系数。
计算预埋板的弯矩变形的折减系数时,系假定拉力板作用在每二排锚筋中间中间排锚筋处,预埋板弯曲变形的折算宽度按下图确定。
受剪预埋件受剪预埋件承载力设计值,应按下列公式计算:参数说明:为承受周期反复或多次重复荷载时的承载力折减系数,按前文表格;为顺剪力作用方向锚筋层数的影响系数,当等间距配置时,二层取1.0;三层取0.9;四层取0.85;为锚筋受剪承载力系数,当时,取;为锚筋总截面面积;为钢筋抗拉强度设计值;为锚筋直径;为混凝土轴心抗压强度设计值。
制作可安装不同尺寸PCB板的固定结构可以采用以下步骤:1. 设计固定结构:首先,您需要进行固定结构的设计。
这通常包括确定所需的材料类型、结构形状和尺寸。
您可以使用计算机辅助设计(CAD)软件绘制结构的详细图纸,确保其适合您想安装的各种尺寸PCB板。
2. 选择合适的材料:根据您的设计要求,选择适合制作固定结构的材料。
常用的材料包括金属(如铝、钢或铜)和塑料(如ABS或聚酰胺)。
考虑到固定结构需要具备足够的强度和稳定性,选择材料时要确保其适应各种尺寸的PCB板。
3. 制作固定结构:使用适当的工具和设备,根据设计图纸制作固定结构。
这可能涉及到切割、钻孔、折弯、焊接等步骤,具体取决于您选择的材料和结构形状。
4. 添加固定装置:根据需要,将固定装置添加到固定结构中以确保PCB板的稳固安装。
这可能包括螺丝、螺母、卡扣或其他固定装置。
确保固定装置与PCB板的尺寸和孔距相匹配,并能够提供足够的支撑和固定力度。
5. 测试和调整:在使用固定结构之前,进行测试和调整以确保其符合要求。
检查固定结构的稳定性、牢固性和PCB板的容纳能力。
如有需要,进行适当的调整和改进。
请注意,制作可安装不同尺寸PCB板的固定结构需要技术和专业设备。
如果您不具备相关经验和设备,建议咨询专业的PCB制造商或制造工厂进行定制。
他们可以根据您的要求和设计细节,提供高质量的定制固定结构。
如果您打算自行制作可安装不同尺寸PCB板的固定结构,以下是一些建议的方法:1. 确定固定结构的尺寸范围:在设计固定结构之前,要明确所需的PCB板尺寸范围。
您可以根据预期的应用场景和需求,确定最小和最大尺寸以及可能的间隔。
2. 设计可调节结构:为了适应不同尺寸的PCB板,固定结构最好是可调节的。
您可以考虑使用可移动的夹持机构、可伸缩的支撑架或其他机制来实现这一点。
确保您的设计能够容纳各种尺寸的PCB板,并提供稳固的支撑和固定力度。
3. 选择适当的固定方法:根据设计需求和PCB板的特性,选择合适的固定方式。
PCB板的设计流程(含5篇)第一篇:PCB板的设计流程一般PCB基本设计流程如下:前期准备->PCB结构设计->PCB布局->布线->布线优化和丝印->网络和DRC检查和结构检查->制版。
第一:前期准备。
这包括准备元件库和原理图。
“工欲善其事,必先利其器”,要做出一块好的板子,除了要设计好原理之外,还要画得好。
在进行PCB设计之前,首先要准备好原理图SCH的元件库和PCB的元件库。
元件库可以用peotel 自带的库,但一般情况下很难找到合适的,最好是自己根据所选器件的标准尺寸资料自己做元件库。
原则上先做PCB的元件库,再做SCH的元件库。
PCB的元件库要求较高,它直接影响板子的安装;SCH的元件库要求相对比较松,只要注意定义好管脚属性和与PCB元件的对应关系就行。
PS:注意标准库中的隐藏管脚。
之后就是原理图的设计,做好后就准备开始做PCB设计了。
第二:PCB结构设计。
这一步根据已经确定的电路板尺寸和各项机械定位,在PCB 设计环境下绘制PCB板面,并按定位要求放置所需的接插件、按键/开关、螺丝孔、装配孔等等。
并充分考虑和确定布线区域和非布线区域(如螺丝孔周围多大范围属于非布线区域)。
第三:PCB布局。
布局说白了就是在板子上放器件。
这时如果前面讲到的准备工作都做好的话,就可以在原理图上生成网络表(Design->Create Netlist),之后在PCB图上导入网络表(Design->Load Nets)。
就看见器件哗啦啦的全堆上去了,各管脚之间还有飞线提示连接。
然后就可以对器件布局了。
一般布局按如下原则进行:①.按电气性能合理分区,一般分为:数字电路区(即怕干扰、又产生干扰)、模拟电路区(怕干扰)、功率驱动区(干扰源);②.完成同一功能的电路,应尽量靠近放置,并调整各元器件以保证连线最为简洁;同时,调整各功能块间的相对位置使功能块间的连线最简洁;③.对于质量大的元器件应考虑安装位置和安装强度;发热元件应与温度敏感元件分开放置,必要时还应考虑热对流措施;④. I/O驱动器件尽量靠近印刷板的边、靠近引出接插件;⑤.时钟产生器(如:晶振或钟振)要尽量靠近用到该时钟的器件;⑥.在每个集成电路的电源输入脚和地之间,需加一个去耦电容(一般采用高频性能好的独石电容);电路板空间较密时,也可在几个集成电路周围加一个钽电容。
设计所预埋件讲座讲义一、概述为保持幕墙的承载力和侧向稳定性,用于固定连接幕墙立柱与主体结构连接件的构件。
二、埋件类型及设计选用埋件分为预埋件和后置埋件。
一般情况下幕墙应采用预埋件与主体结构相连接,所以在主体结构施工之时,就根据幕墙的划分决定预埋件的位置,按设计要求先设置埋件,再浇筑混凝土。
如果因为幕墙设计未确定而主体结构要浇筑混凝土,则可在楼层上每隔1.2~1.5m(一般立柱间距范围)埋设一个预埋件,以后再加焊钢板来调整,相比较全无埋件安全可靠,也减少后加锚栓施工的麻烦。
一)预埋件1、预埋件的分类1)根据外观分为①平板式预埋件②槽式预埋件③平板槽式预埋件④异型埋件2)根据埋件位置分为①水平预埋件a、底部平埋b、顶部平埋②垂直预埋件1)根据受力情况分为①轴心受拉预埋件②受剪预埋件③拉弯剪预埋件④压弯剪预埋件⑤构造预埋件2、预埋件材料的选用1)埋板规范规定埋板宜采用的Q235级钢。
锚板厚度应根据其受力情况按计算确定,且宜大于锚筋直径的0.6倍。
2)锚筋规范规定锚筋应采用HPB235、HRB335或HRB400级热轧钢筋,严禁采用冷加工钢筋。
3、预埋件设计1)设计依据①《混凝土结构设计规范》 GB50010-2002②《玻璃幕墙工程技术规范》 JGJ 102-2003③《钢筋焊接及验收规程》 JGJ18-2003④《混凝土结构工程施工质量验收规范》 GB50204-20022)设计原则《玻璃幕墙工程技术规范》(JGJ 102-2003)中对常用的预埋件设计有如下规定:C.0.3 预埋件的受力直锚筋不易少于4根,且不易多于4层;其直径不易小于8mm,且不宜大于25mm。
受剪预埋件的直锚筋可采用2根。
预埋件的锚筋应放置在构件的外排主筋内侧。
C.0.6 受剪和受压直锚筋的锚固长度不应小于15倍锚固钢筋直径。
除受压直锚筋外,当采用HPB235级钢筋时,钢筋末端应作180º弯钩,弯钩平直段长度不应小于3倍的锚筋直径。
目录
PCB板预埋紧固件设计指南 (3)
1. 目的 (3)
2. 适用范围 (3)
3. PCB板预埋紧固件的固定方式 (3)
4. PCB板预埋紧固件的种类 (5)
5. PCB板预埋紧固件的设计规格 (5)
6. 翻边压铆预埋螺柱的加工方式 (7)
7. 结束语 (8)
PCB板预埋紧固件设计指南
1.目的
为了实现PCB板与板对插后的固定和PCB板与其它结构件的固定,公司现有的设计方法是采用螺钉螺柱,或通过板金件来过渡,结构复杂,零件数量多,通过采用PCB板预埋紧固件的设计,可以大大简化结构,减少零件数量。
2.适用范围
该文件主要供结构设计工程师进行PCB板预埋紧固件设计时参考,也可供PCBA加工厂进行PCB板预埋紧固件加工时参考,和供工艺工程师编写PCB板预埋紧固件加工工艺和检验要求时参考。
3.PCB板预埋紧固件的固定方式
方式一:翻边涨铆
翻边涨铆PCB板预埋紧固件的材料为铝,表面镀锡,镀镍,钝化或白色导电氧化处理。
预埋紧固件首先套在PCB板上,通过工装将其与PCB板翻边涨铆在一起。
该种方式加工简单,联接牢固,不易松动和脱落,对PCB板的损伤小,其能承受的扭矩和拉力远能满足使用要求,推荐使用,缺点是涨铆后反面会形成0.5mm左右高,0.5mm左右宽的凸台,不方便从反面打螺钉。
该种加工方式是在完成PCB板元器件的锡焊后单独用工装来进行加工的。
该种固定方式如下图所示:
正面反面
方式二:锡焊
锡焊PCB板预埋紧固件的材料为中炭钢,表面镀锡。
预埋紧固件首先套在PCB板上,预埋紧固件的反面比PCB板低0.3mm左右,预埋紧固件通过波峰焊与PCB板固定在一起,预埋紧固件和PCB板在孔周边和孔的上边缘,下边缘通过锡焊连接。
该种固定方式连接牢固,外观美观,方便从反面打螺钉,对PCB板没有损伤,缺点是加工难控制,容易形成虚焊和孔的上边缘焊锡不饱满,影响固定强度和外观,容易产生脱落,可以考虑在加工工艺成熟时使用。
该种加工方式是在PCBA厂进行PCB板元器件的锡焊时同时进行加工的。
该种固定方式如下图所示:
正面反面方式三:齿形压铆
齿形压铆的PCB板预埋紧固件的材料为中炭钢,表面镀镍或白锌,预埋紧固件与PCB板之间通过工装压铆在一起。
该种方式加工连接牢固,但加工要求比较高,预埋紧固件需要垂直压入PCB 板,容易偏斜,对PCB板上孔的加工精度要求也比较高,对PCB板的损伤比较大。
该种加工方式是在PCBA厂完成PCB板元器件的锡焊后单独用工装来进行加工的。
该种固定方式如下图所示:
4.PCB板预埋紧固件的种类
1.预埋螺柱
2.预埋套筒
3.预埋螺母
4.预埋定位/支撑柱
5.PCB板预埋紧固件的设计规格
1.PSM公司齿形压铆预埋螺母和预埋螺柱的设计规格
外形如下图所示:
预埋螺母(PCBR系列)预埋螺柱(SCBR系列)
尺寸规格如下表所示:
PCB板上的加工孔径公差要求为0~+0.075mm,必须严格控制。
预埋螺母和预埋螺柱的材料为中碳钢,表面镀镍或白锌。
齿形压铆预埋螺母和预埋螺柱所能承受的最小扭力矩和最小拉力可以参照SECC板上相应预埋螺母和预埋螺柱的要求。
PSM公司齿形压铆预埋螺柱和预埋螺母的命名方式如下:
M3预埋螺母:PCBR-M3
M3X5预埋螺柱:SCBR-M3-5
2.翻边涨铆预埋螺柱设计规格参照下图:(以M3X8预埋螺柱为例)
M3X8预埋螺柱
PCB板上的加工孔径为4.8mm,公差范围为0~+0.13mm,禁布区大小建议为8mm,板厚建议为1.4~2.0mm,加工孔中心与PCB板边距尺寸和长度系列可以参照PSM公司的齿形压铆螺柱。
禁布区要求表面铺铜镀锡,禁布区处的PCB板内部禁止走线。
预埋螺柱的材料为铝,表面镀锡,镀镍,钝化或白色导电氧化处理。
M3翻边涨铆预埋螺柱所能承受的最小扭力矩要求为11kgf · cm,
所能承受的最小拉力要求为190N 。
预埋螺柱与PCB 板的地层接触良好,其与PCB 板地层的接地电阻取决于预埋螺柱自身的电阻。
预埋螺柱的制造需要单独出图,零件由公司提供给PCBA 加工厂,其加工方式和加工要求应在PCBA 加工工艺文件中描述清楚。
3.锡焊预埋螺柱的设计规格可以参照翻边涨铆预埋螺柱的设计规格;锡焊预埋螺柱所能承受的最小扭力矩和最小拉力可以参照SECC 板上相应预埋螺柱的要求。
6. 翻边压铆预埋螺柱的加工方式
翻边压铆预埋螺柱的加工如下图所示:
冲头的材料为40Cr ,表面淬火HRC48°。
冲头尺寸如下图所示:(以M3X8预埋螺柱为例)
预埋螺柱
冲头
7.结束语
PCB板预埋紧固件的应用,大大增加了PCB板固定结构设计的灵活性,必将在公司越来越多的产品上得到应用。
此文对PCB板预埋紧固件的种类,加工方式和加工要求作了一些浅显的介绍。
由于对PCB板预埋紧固件的认识不深,应用不多,文中一定存在许多不完善的地方,比如翻边涨铆预埋螺柱的标准化问题,有待进一步完善。
希望此文能起到抛砖引玉的作用,让大家一起来加
深对它的认识,使它在公司未来的产品设计中得到更好的应用。