福尼斯双机焊接功能设置1
- 格式:ppt
- 大小:2.13 MB
- 文档页数:23
福尼斯电焊机安全操作及保养规程1. 前言在使用福尼斯电焊机时,安全操作是至关重要的。
正确的使用方法和及时的维护保养,可以最大程度地确保您的安全和设备的正常运行。
本文将介绍福尼斯电焊机的安全操作规程以及保养维护规程,帮助您更好地使用设备。
2. 安全操作规程2.1 保持设备清洁保持设备清洁和干燥是很重要的。
使用前要仔细检查设备外壳是否有损坏或有裂纹、缺口等情况。
电焊机受损可能导致电击、火灾等危险。
如果设备外壳已经损坏,请不要使用设备,应当及时联系厂家或维修人员进行修理。
2.2 穿戴防护装备在使用电焊机时,需要穿戴适当的防护装备,包括焊接面罩、耳塞、手套、工作服等等,确保自身安全。
焊接工作时,很容易散发出的有害气体,应该使用适当的通风设备通风。
2.3 焊接前检查工作在开启电焊机之前,需要对设备及周边环境进行检查,必须确保遵循以下步骤:•检查设备安装是否正确,电源插头和电源电压是否符合要求。
•检查电焊机是否处于正常状态,功能是否正常。
•确保工作环境有足够的光,以便焊接工作能够进行。
•检查工件是否处于固定状态。
•检查地线是否连接好。
2.4 避免过载过载是电焊机常见的问题,必须遵循以下规则:•确保使用的设备符合电焊机的功率要求。
•不要长时间(超过10分钟)进行高功率的焊接。
•焊接过程中,避免电焊机超载,以避免危险的可能性。
2.5 关闭焊接设备在完成工作时,需要关闭电焊机。
在关机时,请注意以下事项:•确保所有电源插头已关闭并拔出。
•清洁电焊机,清除焊渣及其他碎屑。
•储存电焊机及其他工具用品在安全、干燥、通风的地方。
3. 保养维护规程3.1 清洁电焊机清洁设备是很重要的,它可以减少设备故障率,提高电焊焊接质量。
应周期性地将设备和周边环境进行清洁。
在清洁过程中,禁止水和清洁剂进入设备内部。
3.2 更换摩擦片摩擦片是电焊机的重要部件之一。
在设备长时间使用的情况下,摩擦片会磨损或破损。
因此,应该在破损或磨损的时候及时更换。

FANUC机器人与福尼斯焊 机以太网通讯硬件需求1、B柜体使用普通网线即可 2、Mate柜体需要使用绞线接 2 M t 柜体需要使用绞线接 法,即电脑和电脑连接的网线。
3、福尼斯焊机必须配置以太 网卡以太网通讯一、软硬件安装福尼斯焊接与机器人通讯网线只能插在 PORT2接口,确保已经安装软件 R540“EthernetIP I/O scan”和 R653 Fronius Weld Eq Lib R653“Fronius Weld Eq Lib ”焊机通讯设置(1)1、开机进入控制启动,将 1 开机进入控制启动,将 Manufacturer选择为General Purpose,再进行冷启动,对焊机 信号进行清零。
焊机通讯设置(2)2、冷启动后,再进行一次控制启动,将Manufacturer选择为 General Purpose,将Model选择为TS/TPS with Enet。
同时,将下 面Multi-process改为ENABLED焊机通讯设置(3)3、选择完后,系统 3 选择完后 系统 会对焊机信号进行分 配,首先会出现一对 话框询问焊机信号的 大小,是否选择296 pts?一般都选YES。
随后会出现对话框 询问是自动分配信 号还是自己指定信 号开始点, 般选 号开始点 一般选 择NO让其自动分配。
分配完后可进行冷 启动。
焊机通讯设置(4)4、福尼斯网线通讯和DeviceNet通讯一样, 最后需要对两个信号进行置反。
值得注意 的是,机器人数字I/O默认只显示512个, 如果焊机信号自动分配在DI/O 512以后, 如 焊 信 自动 在 后 会导致看不到焊机信号而无法修改信号。
解决方法如下:在控制启动下按MENU键, 按0进入菜单第二页,选择1、PROGRAM 按0进入菜单第二页 选择1 PROGRAM SETUP焊机通讯设置(5)5、进入Program Limits页 面后,修改第8条 Num.Dig.ports可修改数字 Num Dig ports可修改数字 I/O的显示数量,比如修改 为1024。

FRONIUS焊机与DX100应用有关FRONIUS(福尼斯)系列焊机与MOTOMAN机器人通过网络(ETHERNET)连接方面的资料已经有很多了,此次本着简单和实用的原则对相关资料再次进行收集和整理。
(注:以下有关DX100软件和系统方面的修改、设置,皆是在安川模式下进行的,请先进入安川模式,再进行后续的操作。
)1. 连接设置1.1 硬件连接在硬件连接方面FRONIUS焊机需要配备有与机器人通讯的以太网接口(可选配件),而DX100控制柜则无需增加硬件(不需要弧焊基板),通过CPU单元YCP01的CN104(LAN)接口采用RJ45接头的标准网线即可与FRONIUS焊机组成硬件连接。
如果是双机弧焊站,则需要使用HUB集线器,由HUB分出两根网线连接福尼斯WELDER1 WELDER2 两台焊机。
1.2确认系统版本检查DX100系统版本,系统为DS1.50(含DS1.50)以上版本才可以使用此通讯功能,否则请先升级DX100系统到DS1.50以上版本,升级前请务必做好全面备份,如系统有外部轴,还需记录好各外部轴相关设置,以便后期恢复。
1.3 拆除弧焊基板DX100与FRONIUS焊机通讯是在DX100系统内部模拟出弧焊数字I/F基板以此来进行信号的交换,该数字I/F基板是虚拟的并不是实物,会与弧焊基板(YEW01等)存在冲突,请检查DX100控制柜,如有弧焊基板,请将弧焊基板的电源和通讯连接拆除,再到维护模式确认修改。
(1)维护模式----系统----I/O单元(2)连续按【Enter】键(确认无YEW基板)----【Enter】键确认修改2.系统设置2.1确认拆除YEW01弧焊基板(1)进入维护模式(2)系统----设置----I/O单元(按ENTER检查是否有YEW基板)(3)确认已拆除,进行下面设置2.2弧焊功能设置使用Fronius 焊机时,将【弧焊功能】由【标准】设置为【增强】(1)进入维护模式(2)系统----设置----选项功能(3)弧焊----设置为【增强】(如出现初始化数据选项,请点击确认。


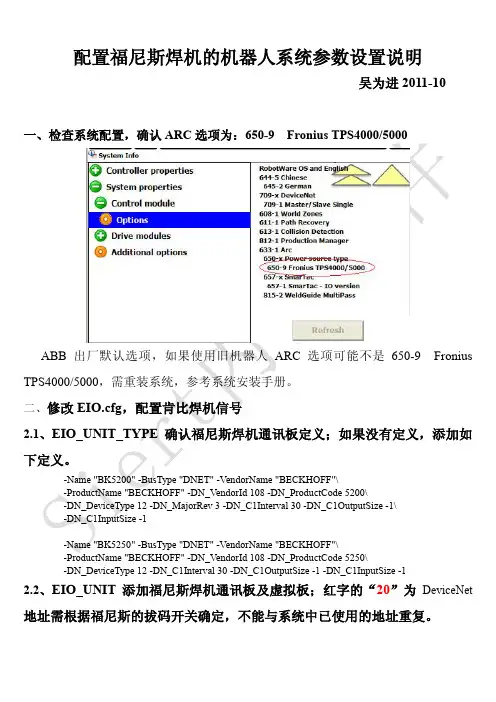
配置福尼斯焊机的机器人系统参数设置说明吴为进2011-10 一、检查系统配置,确认ARC选项为:650-9 Fronius TPS4000/5000ABB出厂默认选项,如果使用旧机器人ARC选项可能不是650-9 Fronius TPS4000/5000,需重装系统,参考系统安装手册。
二、修改EIO.cfg,配置肯比焊机信号2.1、EIO_UNIT_TYPE确认福尼斯焊机通讯板定义;如果没有定义,添加如下定义。
-Name "BK5200" -BusType "DNET" -VendorName "BECKHOFF"\-ProductName "BECKHOFF" -DN_VendorId 108 -DN_ProductCode 5200\-DN_DeviceType 12 -DN_MajorRev 3 -DN_C1Interval 30 -DN_C1OutputSize -1\-DN_C1InputSize -1-Name "BK5250" -BusType "DNET" -VendorName "BECKHOFF"\-ProductName "BECKHOFF" -DN_VendorId 108 -DN_ProductCode 5250\-DN_DeviceType 12 -DN_C1Interval 30 -DN_C1OutputSize -1 -DN_C1InputSize -12.2、EIO_UNIT添加福尼斯焊机通讯板及虚拟板;红字的“20”为DeviceNet 地址需根据福尼斯的拔码开关确定,不能与系统中已使用的地址重复。
-Name "ioFronius1" -UnitType "BK5250" -Bus "DeviceNet1" -DN_Address 20-Name "ioFroniusSim1" -UnitType "Virtual" -Bus "Virtual1"\-UnitLabel "RWArc Simulated welder"2.3、EIO_SIGNAL添加如下信号,所有信号不能修改;-Name "doFr1ArcOn" -SignalType "DO" -Unit "ioFronius1" -UnitMap "0"-Name "doFr1RobotReady" -SignalType "DO" -Unit "ioFronius1" -UnitMap "1"-Name "doFr1GasTest" -SignalType "DO" -Unit "ioFronius1" -UnitMap "8"-Name "doFr1FeedForward" -SignalType "DO" -Unit "ioFronius1" -UnitMap "9"-Name "doFr1FeedRetract" -SignalType "DO" -Unit "ioFronius1" -UnitMap "10"-Name "doFr1ErrorReset" -SignalType "DO" -Unit "ioFronius1" -UnitMap "11"-Name "doFr1TouchSense" -SignalType "DO" -Unit "ioFronius1" -UnitMap "12"-Name "doFr1TrchBlowOut" -SignalType "DO" -Unit "ioFronius1" -UnitMap "13"-Name "doFr1WeldingSim" -SignalType "DO" -Unit "ioFronius1" -UnitMap "31"-Name "diFr1ArcStable" -SignalType "DI" -Unit "ioFronius1" -UnitMap "0"\-FiltPas 50-Name "diFr1ProcessActv" -SignalType "DI" -Unit "ioFronius1" -UnitMap "2"-Name "diFr1MainCurrent" -SignalType "DI" -Unit "ioFronius1" -UnitMap "3"-Name "diFr1TorchColisn" -SignalType "DI" -Unit "ioFronius1" -UnitMap "4"-Name "diFr1WelderReady" -SignalType "DI" -Unit "ioFronius1" -UnitMap "5"-Name "diFr1CommunicRdy" -SignalType "DI" -Unit "ioFronius1" -UnitMap "6"-Name "aoFr1Power" -SignalType "AO" -Unit "ioFronius1" -UnitMap "32-47"\-EncType "UNSIGNED" -MaxLog 100 -MaxPhys 10 -MaxPhysLimit 10\-MaxBitVal 65535-Name "aoFr1ArcLength" -SignalType "AO" -Unit "ioFronius1"\-UnitMap "48-63" -EncType "UNSIGNED" -MaxLog 30 -MaxPhys 10\-MaxPhysLimit 10 -MaxBitVal 65535 -MinLog -30-Name "aoFr1Dynamic" -SignalType "AO" -Unit "ioFronius1" -UnitMap "64-71"\-EncType "UNSIGNED" -MaxLog 5 -MaxPhys 10 -MaxPhysLimit 10 -MaxBitVal 255\ -MinLog -5-Name "aoFr1BurnBackCor" -SignalType "AO" -Unit "ioFronius1"\-UnitMap "72-79" -EncType "UNSIGNED" -MaxLog 200 -MaxPhys 10\-MaxPhysLimit 10 -MaxBitVal 255 -MinLog -200-Name "aiFr1V olt_M" -SignalType "AI" -Unit "ioFronius1" -UnitMap "32-47"\-EncType "UNSIGNED" -MaxLog 100 -MaxPhys 10 -MaxPhysLimit 10\-MaxBitVal 65535-Name "aiFr1Current_M" -SignalType "AI" -Unit "ioFronius1"\-UnitMap "48-63" -EncType "UNSIGNED" -MaxLog 1000 -MaxPhys 10\-MaxPhysLimit 10 -MaxBitVal 65535-Name "aiFr1MotorCurr_M" -SignalType "AI" -Unit "ioFronius1"\-UnitMap "64-71" -EncType "UNSIGNED" -MaxLog 5 -MaxPhys 10\-MaxPhysLimit 10 -MaxBitVal 255-Name "aiFr1WireFeed_M" -SignalType "AI" -Unit "ioFronius1"\-UnitMap "80-95" -EncType "UNSIGNED" -MaxLog 366.67 -MaxPhys 10\-MaxPhysLimit 10 -MaxBitVal 65535-Name "goFr1Mode" -SignalType "GO" -Unit "ioFronius1" -UnitMap "2-4"-Name "goFr1JobNum" -SignalType "GO" -Unit "ioFronius1" -UnitMap "16-23"-Name "goFr1PrgNum" -SignalType "GO" -Unit "ioFronius1" -UnitMap "24-30"-Name "giFr1Error" -SignalType "GI" -Unit "ioFronius1" -UnitMap "8-15"-Name "siFr1WelderOK" -SignalType "DI" -Unit "ioFroniusSim1" -UnitMap "0"-Name "soFr1WelderOK" -SignalType "DO" -Unit "ioFroniusSim1" -UnitMap "0"-Name "siFr1StopProc" -SignalType "DI" -Unit "ioFroniusSim1" -UnitMap "1"-Name "soFr1StopProc" -SignalType "DO" -Unit "ioFroniusSim1" -UnitMap "1"\-Access "ALL"-Name "siFr1WireStick" -SignalType "DI" -Unit "ioFroniusSim1" -UnitMap "2"-Name "soFr1WireStick" -SignalType "DO" -Unit "ioFroniusSim1" -UnitMap "2"-Name "soFr1UpdateSched" -SignalType "DO" -Unit "ioFroniusSim1"\-UnitMap "3"-Name "diFr1PartDetect" -SignalType "DI" -Unit "ioFroniusSim1"\-UnitMap "4"-Name "doFr1SensorRef" -SignalType "DO" -Unit "ioFroniusSim1" -UnitMap "4"-Name "soFr1ArcOn" -SignalType "DO" -Unit "ioFroniusSim1" -UnitMap "5"2.4、添加电弧反馈虚拟信号,解决跟踪路径不保存问题。
福尼斯焊机参数调节说明
1.Job:要调节的Job:0-99=作业号
2.P :功率更改…通过调节送丝速度更改焊接功率
3.AL.1:弧长修正1,弧长修正。
焊接电压的+/-30;当启用协同脉冲功能时,AL.1 指基值弧长修正。
峰值弧长修正需调节参数AL.2。
4.dYn:直流或脉冲焊时的电弧吹力、电感调节:+/-5
5.GPr:预送气时间…0 –9.9s
6.Gpo:滞后停气时间…0 –9.9s
7.Fdc:缓送丝,用于SFi 无飞溅起弧附选功能时
8.Fdi:点动送丝速度
9.bbc:焊丝回烧修正…+/-0.20s
10.I-S:起弧电流,焊接电流的0-200%
11.SL:衰减时间:0.1-9.9s
12.I-E:收弧电流,焊接电流的0-200%
13.t-S………….起弧时间
14.t-E………….收弧时间
15.SPt:点焊时间0.1-5.0s
16.F:频率用于协同脉冲选项,OFF或0.5-5Hz
17.dFd:脉动送丝速度调节协同脉冲的功率变量,通过送丝速度调节:0.0-2.0m/min
18.AL.2:峰值弧长修正+/-30%
19.Tri:扳机顺序转换焊枪操作模式:2 步式,4 步式,特殊2 步式,特殊4 步式及点焊模式。

福尼斯焊机4000面板参数设置介绍福尼斯焊机4000是一种高性能的焊接设备,其面板参数设置对于焊接过程起着至关重要的作用。
本文将对福尼斯焊机4000的面板参数进行全面、详细、完整、深入地探讨,并提供最佳的参数设置建议。
面板参数说明福尼斯焊机4000的面板参数设置包括以下几个关键参数:1. 电流设置(Current)焊接电流是指通过焊条或焊丝传导的电流强度。
电流设置的合理选择是保证焊接效果的关键。
2. 电压设置(Voltage)焊接电压是指焊接过程中所施加的电压。
电压设置对于焊接接头的形成和稳定起着重要作用。
3. 速度设置(Speed)焊接速度是指焊接过程中焊枪或电弧的移动速度。
合理的速度设置能够提高焊缝的质量和稳定性。
4. 电极间距设置(Electrode Gap)电极间距是指电极之间的距离。
电极间距的合理设置能够影响焊接接头的质量和焊接速度。
最佳参数设置建议根据福尼斯焊机4000的使用经验和专家的建议,以下是一些最佳的参数设置建议:1. 电流设置建议•对于薄板焊接,建议选择较低的电流设置,以避免过热和焊接变形。
•对于厚板焊接,建议选择较高的电流设置,以确保焊接强度和质量。
2. 电压设置建议•对于焊接脆性材料,建议选择较低的电压设置,以避免熔深过大和裂纹形成。
•对于焊接高硬度材料,建议选择较高的电压设置,以提高焊缝的硬度和强度。
3. 速度设置建议•对于焊接较薄的材料,建议选择较快的焊接速度,以减少热输入和变形的风险。
•对于焊接较厚的材料,建议选择较慢的焊接速度,以确保焊接质量和均匀性。
4. 电极间距设置建议•对于焊接负载较小的接头,建议选择较小的电极间距,以提高焊接速度和效率。
•对于焊接负载较大的接头,建议选择较大的电极间距,以确保焊接强度和稳定性。
面板参数设置步骤根据以上最佳参数设置建议,以下是福尼斯焊机4000面板参数设置的步骤:1.首先,根据需要选择合适的焊接电流,以获得所需的焊接质量和效果。
MIGMAG双丝高速焊(福尼斯)MIG/MAG T.I.M.E TWIN 新型双丝焊经过不懈努力,FRONIUS公司推出TIMETWIN双丝气体保护焊接工艺,其效率比使用传统MIG/MAG方法提高2倍以上。
TIME TWIN是由2个完全独立的微电脑控制TPS增强型电源组成,焊丝分2路单独工作,并且使用同一个喷嘴,形成不同的熔池。
实践证明:FRONIUS TIME TWIN不仅在碳钢、不锈钢等材料焊接方面有明显优势,而且具有极其高效的焊铝特性。
为了每一个细节,FRONIUS的研发部门投入大量精力进行工艺革新工作,因此FRONIUS TIME TWIN更加方便易用,功效倍出。
应用领域FRONIUS TIME TWIN在机械、自动化领域,如:汽车及汽车零部件制造、造船业、锅炉及压力容器、钢结构制造、铁路机车车辆制造及所有堆焊领域都显现出超值的性能。
FRONIUS TIME TWIN不仅能焊接碳钢、Cr-Ni合金,而且首次应用在焊接铝及铝合金中,高速优质,效果极其出色。
卡车轮毂锅炉Vs=150cm/min Vs=350cm/min灭火器承重轮Vs=300cm/min Vs=350cm/min船用钢结构Vs=150cm/min焊接特性完善精密的电弧控制系统对焊接顺序、电弧稳定性、焊后参数控制均有深刻影响,这就是在发展FRONI US TIME TWIN时,将更多精力放在电弧控制系统上的原因。
焊接时,其中一根焊丝会首先引弧,接着另一根引燃,当然,你也可以同时引弧,焊接的结果是一样的;焊接结束后,你可以单独或同时停机。
焊接速度对比指标见表1。
FRONIUS TIME TWIN在焊接铝材方面优势明显。
焊缝初始阶段,焊丝熔敷不充分,其状态可通过能随不同阶段变化参数的焊接程序加以改善。
起焊时,电流升高,收弧时电流降低,这样可避免热量集中,烧穿工件。
设定的电弧控制系统可反复执行命令,准确地完成工作。
表1 焊接速度对比(cm/min)角焊缝周向环缝搭接焊合金钢及非合金钢碳钢铝合金碳钢铝合金a3.5 a4 a5 a6 t=2mm t=3mm t=2mm t=3mmMAG 70 60 40 30 90MIG 80 70T.I.M.E. 100 90 70 10060 170Time Twin 150 140 300 200 200120 100 170多机共用TIME TWIN焊机使用两台完全独立的增强型电源,通过各自微电脑控制器,每台拥有独立的送丝装置单独控制操作。
福尼斯MW2600说明书珠海福尼斯焊接技术有限公司成都办事处MIG/MAG焊设置珠海福尼斯焊接技术有限公司成都办事处MIG/MAG焊设置珠海福尼斯焊接技术有限公司成都办事处手工焊和TIG焊设置珠海福尼斯焊接技术有限公司成都办事处气体设置及退出菜单珠海福尼斯焊接技术有限公司成都办事处版本信息珠海福尼斯焊接技术有限公司成都办事处珠海福尼斯焊接技术有限公司成都办事处创建JOB 1.设定好要建立的“作业”程序的各规范参数。
2.轻按存储键(21)进入存储状态。
显示号码为可以存储作业程序的最小号码位置。
3.用调钮(1)选择存储位置,或不改变当前显示的存储位置。
4.按住存储键(21)。
左显示屏显示“Pro”-作业参数正在存入所选存储号位置。
珠海福尼斯焊接技术有限公司成都办事处创建JOB 1.设定好要建立的“作业”程序的各规范参数。
2.轻按存储键(21)进入存储状态。
显示号码为可以存储作业程序的最小号码位置。
3.用调钮(1)选择存储位置,或不改变当前显示的存储位置。
4.按住存储键(21)。
左显示屏显示“Pro”-作业参数正在存入所选存储号位置。
珠海福尼斯焊接技术有限公司成都办事处创建JOB 1.设定好要建立的“作业”程序的各规范参数。
2.轻按存储键(21)进入存储状态。
显示号码为可以存储作业程序的最小号码位置。
3.用调钮(1)选择存储位置,或不改变当前显示的存储位置。
4.按住存储键(21)。
左显示屏显示“Pro”-作业参数正在存入所选存储号位置。
珠海福尼斯焊接技术有限公司成都办事处创建JOB 5.左显示屏出现“PrG”时即表示存储成功。
此时即可松开存储键(21)。
6.轻按存储键(21)退出存储状态。
存储作业参数时通过设置菜单设置的有关基础参数也会自动保存到作业程序中——以下功能参数除外:“推拉丝枪”,“冷却系统停用”,“焊接回路阻抗检测”和“焊接回路感抗”珠海福尼斯焊接技术有限公司成都办事处复制/重写作业1.用焊接方式选择键(4),调至“Job Mode”方式。
VarioStar 1500/ 2500/3100操作说明书配件明细MIG/MAG焊机尊敬用户介绍非常感谢您选择福尼斯(Fronius),祝贺您购买福尼斯(Fronius)生产的新技术的高端产品!本操作手册将帮助您更好地使用新设备。
仔细地研读本手册,您很快会熟知福尼斯(Fronius)产品具有的许多强大功能,将真正体现出您采购本设备的最大优势。
敬请注意专用安全规则,并遵守!这样将确保使用中更安全。
当然,要仔细善待您的产品,可延长产品使用寿命和可靠性-也是体现最佳优势的基本要求。
安全规则危险!表示紧急危险情况,如不避免,将导致死亡或严重伤害。
此标志限于许多极度境遇,不用于物品损害,除非有人员伤害卷入的情况警告!表示潜在的危险情况,不避免,能导致死亡或严重伤害。
此标志不用于物品损害,除非有人员伤害卷入的情况。
小心!表示潜在的危险情况,不避免,可能导致次要或中度伤害。
此标志也用来警惕可引起物品损坏类的不安全行为。
注意!表示存在能影响焊接效果和设备损坏的风险的情况重要!表示实用经验提示和其他有用的特殊功能,不是有害和危险的标志。
上面出现的符号,必须更加注意相关内容!概述本设备是依照技术水准、符合所有安全规范生产。
不过,非法操作或滥用仍然会导致如下危险:——使用人员或他人的生命安全及安康——设备及用户/使用者的其他物品——设备工作效能任何启动、操作、维修及维护本设备的人员必须具备:——相应资质——熟知焊接——理解并正确执行本手册使用说明操作手册必须随时保留在设备所在场所。
除操作手册之外,常规可用的、当地事故预防和环境保护规则的复件必须能随时查到,当然也要实际遵守。
设备上的所有安全说明、危险和警告——必须保持清晰易读——不允许损坏和擦除——不允许遮掩、糊住或涂画设备上的安全说明、危险和警告,可参阅机器操作手册前部的“一般说明”任何可能影响机器安全的故障必须立即解决,然后才能给设备上电。
注意安全!限定用途设备仅可用来进行“约定用途”的工作。
福尼斯焊机参数调节说明
福尼斯焊机参数调节说明
1.Job:要调节的Job:0-99=作业号
2.P :功率更改…通过调节送丝速度更改焊接功率
3.AL.1:弧长修正1,弧长修正。
焊接电压的+/-30;当启用协同脉冲功能时,AL.1 指基值弧长修正。
峰值弧长修正需调节参数AL.2。
4.dYn:直流或脉冲焊时的电弧吹力、电感调节:+/-5
5.GPr:预送气时间…0 –9.9s
6.Gpo:滞后停气时间…0 –9.9s
7.Fdc:缓送丝,用于SFi 无飞溅起弧附选功能时
8.Fdi:点动送丝速度
9.bbc:焊丝回烧修正…+/-0.20s
10.I-S:起弧电流,焊接电流的0-200%
11.SL:衰减时间:0.1-9.9s
12.I-E:收弧电流,焊接电流的0-200%
13.t-S………….起弧时间
14.t-E………….收弧时间
15.SPt:点焊时间0.1-5.0s
16.F:频率用于协同脉冲选项,OFF或0.5-5Hz
17.dFd:脉动送丝速度调节协同脉冲的功率变量,通过送丝速度调节:0.0-2.0m/min
18.AL.2:峰值弧长修正+/-30%
19.Tri:扳机顺序转换焊枪操作模式:2 步式,4 步式,特殊2 步式,特殊4 步式及点焊模式。