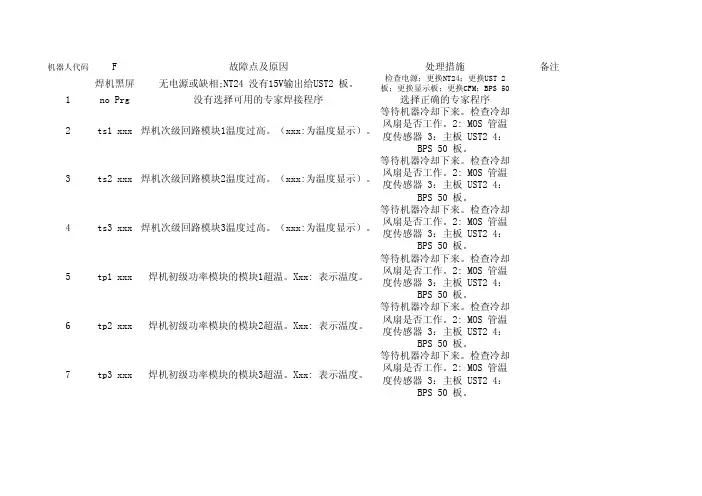
福尼斯焊机故障代码表
- 格式:xls
- 大小:59.50 KB
- 文档页数:5
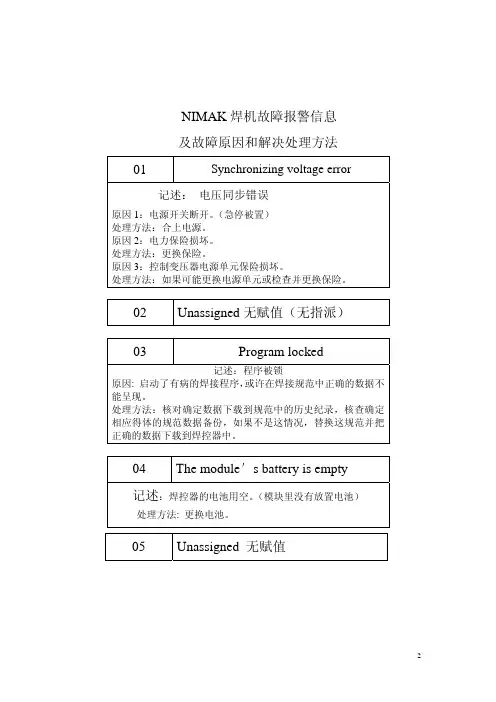
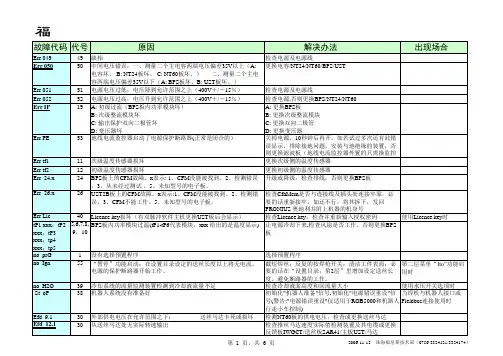
NIMAK焊机故障报警信息及故障原因和解决处理方法01Synchronizing voltage error记述:电压同步错误原因1:电源开关断开。
(急停被置)处理方法:合上电源。
原因2:电力保险损坏。
处理方法:更换保险。
原因3:控制变压器电源单元保险损坏。
处理方法:如果可能更换电源单元或检查并更换保险。
02 Unassigned无赋值(无指派)locked03 Program记述:程序被锁原因: 启动了有病的焊接程序,或许在焊接规范中正确的数据不能呈现。
处理方法:核对确定数据下载到规范中的历史纪录,核查确定相应得体的规范数据备份,如果不是这情况,替换这规范并把正确的数据下载到焊控器中。
module′s battery is empty04 The记述:焊控器的电池用空。
(模块里没有放置电池)处理方法: 更换电池。
无赋值05 Unassigned06 No electric current setpoint value记述:没有输入电流值。
07 Emergency stop has been op e rated记述:已操作急停。
(突发情况阻止已经执行)24v 电源自动空开断开,急停线路断路。
08 Measuring circuit open记述:测量线圈开路。
原因:电流线路传感器不通。
测量线路不通。
测量传感器不通。
09 Measuring circuit sho r t circuit记述:测量线圈短路。
原因:电流传感器或它的线路短路。
11 End of electrode life记述:电极头生命结束。
原因:编程中最多点数超出或计数器点数超出。
解决方法:删除没必要的计数器。
10 Unassigned 无赋值12 Externalerror记述: 外部错误。
原因1:相关的信号源显示错误,一个低能量在多功能输入呈现。
(水流量开关)解决方法:诊断相关的错误信号源,例如:水流开关确保适量的水流量。
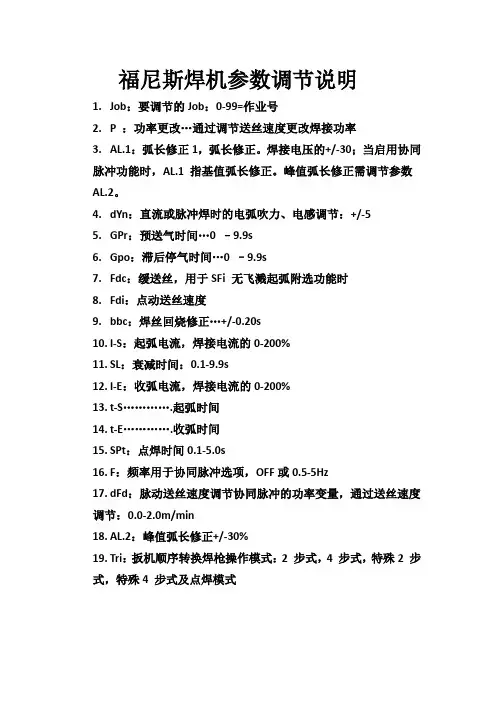
福尼斯焊机参数调节说明
1.Job:要调节的Job:0-99=作业号
2.P :功率更改…通过调节送丝速度更改焊接功率
3.AL.1:弧长修正1,弧长修正。
焊接电压的+/-30;当启用协同脉冲功能时,AL.1 指基值弧长修正。
峰值弧长修正需调节参数AL.2。
4.dYn:直流或脉冲焊时的电弧吹力、电感调节:+/-5
5.GPr:预送气时间…0 –9.9s
6.Gpo:滞后停气时间…0 –9.9s
7.Fdc:缓送丝,用于SFi 无飞溅起弧附选功能时
8.Fdi:点动送丝速度
9.bbc:焊丝回烧修正…+/-0.20s
10.I-S:起弧电流,焊接电流的0-200%
11.SL:衰减时间:0.1-9.9s
12.I-E:收弧电流,焊接电流的0-200%
13.t-S………….起弧时间
14.t-E………….收弧时间
15.SPt:点焊时间0.1-5.0s
16.F:频率用于协同脉冲选项,OFF或0.5-5Hz
17.dFd:脉动送丝速度调节协同脉冲的功率变量,通过送丝速度调节:0.0-2.0m/min
18.AL.2:峰值弧长修正+/-30%
19.Tri:扳机顺序转换焊枪操作模式:2 步式,4 步式,特殊2 步式,特殊4 步式及点焊模式。
数字化焊机故障分析和维护谢瑞林珠海福尼斯焊接技术有限公司技术中心珠海市吉大园林路信海大厦12楼福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护TPS方框原理图方框图解析福尼斯焊接设备维修及维护方框图解析(续)福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护旧式是滤波板滤波盒福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护 检查BPS板上的继电器是否有触点接触不良12V/DC30A被烧坏的继电器我们在实践中曾经对三相电源中每一相进行实验,它有三种现象,分别如下:A:如果是正好在Err049检测这相,那么就能报警.显示Err049 B:如果缺的是另外两相,现象如下:a开机没有显示一种现象b另一种现象是小电流能焊接或焊丝不熔化.福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护拔除插头(电源输入端)两组55V/DC电源输出福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护(续050)UST2C 主控板订货号:4.070.960此板是机器的主控板,电压不平衡也是经它处理给出。
所以如果这板有问题也会出现Err050.福尼斯焊接设备维修及维护(续050)NT24订货号:4.070.626X2X1此板的电源是也是有BPS 板供给,所以此板有问题也会引起Err050,以前有碰到开关管被击穿的现象.此板输出24V/DC电压福尼斯焊接设备维修及维护(续050)电容3300uf 430V/DC41.0005.0288实物图电容接线图首先看是否有接线端烧坏的情况,螺丝没拧紧的现象,否则更换电容,一般情况下,如果更换电容,需两个同时更换。
对这种大容量的极性电容检测通常是通过对其用24V/DC 电源进行充放电,如果可以充放电,而且切断电源后,电压不往下降则是为正常.这样只能检查是否短路或是否可以充电,但是如果容量变化,则测不出。
福尼斯焊接设备维修及维护(续050)电源逆变板---BPS如果通过更换NT60、NT24、UST2C 、电容都不能解决问题,则要检查BPS 板,但是拆卸BPS 板比较麻烦,所以一定要仔细,甚至做好笔记。

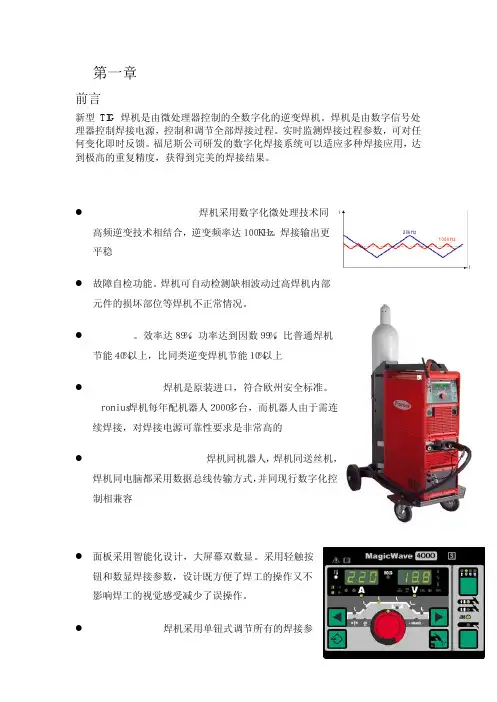
第一章MW4000数字化脉冲交/直流TIG焊机的特点 前言新型TIG焊机是由微处理器控制的全数字化的逆变焊机。
焊机是由数字信号处理器控制焊接电源,控制和调节全部焊接过程。
实时监测焊接过程参数,可对任何变化即时反馈。
福尼斯公司研发的数字化焊接系统可以适应多种焊接应用,达到极高的重复精度,获得到完美的焊接结果。
一、结构方面 l采用全数字化DSP技术。
焊机采用数字化微处理技术同高频逆变技术相结合,逆变频率达100KHz。
焊接输出更平稳 l故障自检功能。
焊机可自动检测缺相波动过高焊机内部元件的损坏部位等焊机不正常情况。
l节能高效。
效率达89%,功率达到因数99%,比普通焊机节能40%以上,比同类逆变焊机节能10%以上l焊机可靠性高:焊机是原装进口,符合欧州安全标准。
fronius焊机每年配机器人2000多台,而机器人由于需连续焊接,对焊接电源可靠性要求是非常高的l标准LOCANET数字化接口。
焊机同机器人,焊机同送丝机,焊机同电脑都采用数据总线传输方式,并同现行数字化控制相兼容二、操作方面 l面板采用智能化设计,大屏幕双数显。
采用轻触按钮和数显焊接参数,设计既方便了焊工的操作又不影响焊工的视觉感受减少了误操作。
l单键式的调节。
焊机采用单钮式调节所有的焊接参It20k H z100k Hz数,焊机过程波形示图,人机交流界面, l可存储100个焊接规范。
随时可调用或修改,保证了焊接时的重复精度和焊接质量 l独特焊枪上调节电流功能。
即使在焊接过程中,也可通过焊枪上的调节开关增大或减小焊接电流,方便了工人的操作 l采用快速连接插头。
焊枪、地线拆卸方便快捷,无需任何工具。
l具有快速面板自锁功能。
同日常使用手机一样,焊机可快速自锁功能,保证在使用过程中,他人不能对焊机进行参数的调整。
l交流平衡输出调节;可容易地调节正负半波的时间,以获得所需的阴极雾化能力和合适的熔深。
l独有的钨极削球功能;焊机依据所用钨极直径的大小,自动匹配相应的引弧电流,保证形成最佳的球状尖。
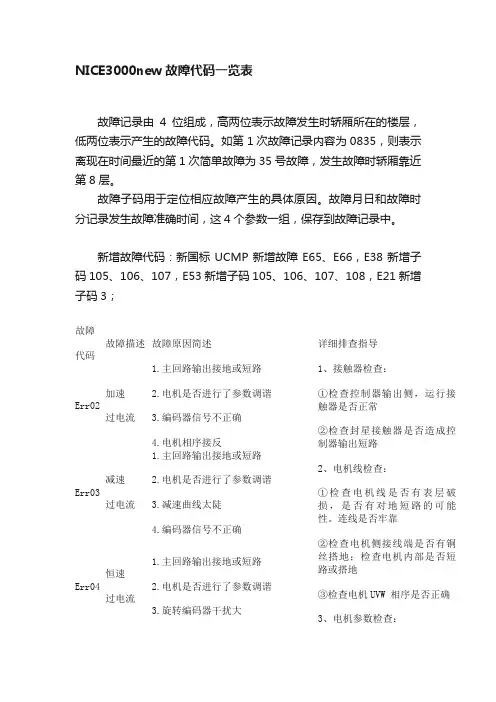
NICE3000new故障代码一览表故障记录由4位组成,高两位表示故障发生时轿厢所在的楼层,低两位表示产生的故障代码。
如第1次故障记录内容为0835,则表示离现在时间最近的第1次简单故障为35号故障,发生故障时轿厢靠近第8层。
故障子码用于定位相应故障产生的具体原因。
故障月日和故障时分记录发生故障准确时间,这4个参数一组,保存到故障记录中。
新增故障代码:新国标UCMP新增故障E65、E66,E38新增子码105、106、107,E53新增子码105、106、107、108,E21新增子码3;故障代码故障描述故障原因简述详细排查指导Err02加速过电流1.主回路输出接地或短路2.电机是否进行了参数调谐3.编码器信号不正确4.电机相序接反1、接触器检查:①检查控制器输出侧,运行接触器是否正常②检查封星接触器是否造成控制器输出短路2、电机线检查:①检查电机线是否有表层破损,是否有对地短路的可能性。
连线是否牢靠②检查电机侧接线端是否有铜丝搭地;检查电机内部是否短路或搭地③检查电机UVW 相序是否正确3、电机参数检查:Err03减速过电流1.主回路输出接地或短路2.电机是否进行了参数调谐3.减速曲线太陡4.编码器信号不正确Err04恒速过电流1.主回路输出接地或短路2.电机是否进行了参数调谐3.旋转编码器干扰大代码故障描述故障原因简述详细排查指导①检查电机参数是否与铭牌相符②重新进行电机参数自学习4、编码器检查:①检查编码器每转脉冲数设定是否正确②检查编码器信号是否受干扰:编码器走线是否独立穿管,走线距离是否过长,屏蔽层是否单端接地③检查编码器安装是否可靠,旋转轴是否与电机轴连接牢靠,高速运行中是否平稳④检查编码器相关接线是否正确可靠。
异步电机可尝试开环运行,比较电流,以判断编码器是否工作正常Err05加速过电压1.输入电压过高2.制动电阻选择偏大,或制动单元异常3.加速区间的加速度太大1、检查输入电压是否过高;观察母线电压是否过高(正常380V输入时,母线电压在540V-580V之间)2、检查平衡系数;检查母线电压在运行中是否上升太快;如果太快说明制动电阻没有工作或者选型不合适:①检查制动电阻接线是否有破损,是否有搭地现象,接线是否牢靠②请参照前面章节的制动电阻推荐参数表重新确认实际阻制是否合理③如果加装有制动单元,请检Err06减速过电压1.输入电压过高2.制动电阻选择偏大,或制动单元异常3.减速区间的减速度太大Err07恒速过电压1.输入电压过高2.制动电阻选择偏大,或制动单元异常代码故障描述故障原因简述详细排查指导查制动单元是否工作异常,或选型错误3、如果制动电阻阻值正常,电梯每次均在速度达到目标速度时发生过压,则有可能需要将F2-01/04的值减小,以减小曲线跟随误差,防止因系统超调引起过电压4、如果报E05/E06时,请尝试确认加、减速度是否设置过大Err08 维保提醒故障在设定的时间内,电梯没有进行断电维保1.对电梯进行断电维保2.取消F9-13保养天数检测功能3.请与代理商或厂家联系Err09欠电压故障1.输入电源瞬间停电2.输入电压过过低3.驱动控制板异常1.检查是否外部电源偏低2.检查是否有运行中电源断开的情况3.检查所有电源输入线接线桩头是否连接牢靠4.请与代理商或厂家联系Err10控制器过载控制器长时间在高于额定电流的情况下运行时易报此故障,一般原因有:1.机械阻力过大2.平衡系数不合理3.编码器反馈信号是否正常4.电机调谐不准确(调谐不准确时,电梯运行的电流会偏大)5.电机相序接反机械原因排查:①检查抱闸是否没有打开,检查抱闸供电电源是否正常②检查平衡系数是否合理③检查是否导靴过紧电机调谐效果确认:①检查编码器反馈信号及参数设定是否正确,同步电机编码器初始角度是否正确②检查电机相关参数是否正代码故障描述故障原因简述详细排查指导确,重新电机调谐如果是做打滑实验时出此故障,请尝试使用F3-24的打滑功能完成打滑实验③检查电机UVW 相序是否正确Err11 电机过载1.FC-02设定不当2.机械阻力过大3.平衡系数不合理尝试恢复FC-02为出厂值其他得处理方法请参见Err10处理措施Err12输入侧缺相1.输入电源不对称2.驱动控制板异常检查输入侧三相电源是否平衡,电源电压是否正常,调整输入电源请与代理商或厂家联系Err13输出侧缺相主回路输出接线松动电机损坏检查电机连线是否牢固检查输出侧运行接触器是否正常确认电机内部是否有异常Err14 模块过热环境温度过高风扇损坏风道堵塞降低环境温度清理风道更换风扇检查控制器的安装空间距离是否符合要求Err15输出侧异常制动(电阻)输出侧短路;运行接触器工作异常检查制动电阻、制动单元接线是否正确,确保无短路检查主接触器工作是否正常,是否有拉弧或者粘连等情况请与厂家或代理商联系代码故障描述故障原因简述详细排查指导Err16电流控制故障子码1、2:电流偏差过大子码3:速度偏差(欠值)过大1、子码1、2:检查输入电压是否偏低(多见于临时电源时)检查控制器与电机间是否连线牢固检查运行接触器是否工作正常2、子码3:a. 检查编码器回路:①检查编码器每转脉冲数设定是否正确②检查编码器信号是否受干扰③检查编码器走线是否独立穿管,走线距离是否过长;屏蔽层是否单端接地④检查编码器安装是否可靠,旋转轴是否与电机轴连接牢靠,高速运行中是否平稳b.确认电机参数是否正确,重新进行调谐c.尝试增大F2-08转矩上限Err17 调谐时编码器干扰子码1:保留子码2:正余弦编码器信号异常子码3:UVW编码器信号异常此故障只会在电机调谐过程中:1、子码2:正余弦编码器C、D、Z信号受干扰严重;请检查编码器走线是否与动力线分开,以及系统接地是否良好检查pg卡连线是否正确代码故障描述故障原因简述详细排查指导2、子码3:UVW编码器U、V、W信号受干扰严重;请检查编码器走线是否与动力线分开,以及系统接地是否良好检查pg卡连线是否正确Err18电流检测故障驱动控制板异常。
数字化焊机故障分析和维护谢瑞林珠海福尼斯焊接技术有限公司技术中心珠海市吉大园林路信海大厦12楼福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护TPS方框原理图方框图解析福尼斯焊接设备维修及维护方框图解析(续)福尼斯焊接设备维修及维护福尼斯焊接设备维修及维护显示代码 Err 049--------三相输入电源缺相分析与检查: 检查输入电源,为了确保检查的准确性,建议在三相整流桥的输入端测量,是否为三相 380V/ AC 。
如果检查出有缺相的问题,请依次往前级检查,如接线是否松动、脱落、输入线是否断裂。
型号:DF60AA120TPS3200/4000/5000红“正”、蓝“负” 560V/DC 三相 380V/AC 输入福尼斯焊接设备维修及维护(续)检查滤波电路--NF3400或滤波盒3相 380V/AC旧式是滤波板滤波盒三相380V 输入三相380V 输出福尼斯焊接设备维修及维护检查BPS 板上的继电器是否有触点接触不良12V/DC 30A被烧坏的继电器我们在实践中曾经对三相电源中每一相进行实验,它有三种现象,分别如下:A: 如果是正好在Err 049检测这相,那么就能报警.显示Err 049 B:如果缺的是另外两相,现象如下:a 开机没有显示一种现象b 另一种现象是小电流能焊接或焊丝不熔化.福尼斯焊接设备维修及维护显示 Err 050 输入逆变的两路电压不平衡280V/DC 280V/DC检查红/蓝两路直流输入电源,其电压正常为280V/DC 两路之和等于整流桥输出电压。
福尼斯焊接设备维修及维护(续050)NT60 订货号:4.070.627检查NT60板,因为此板的输入电源是有BPS逆变电源板提供,所以如果此板有问题也会引起此故障。
检查最快的方法是将机器电源关掉,然后将此板的输入电源插头拔除,然后再开机,如果是此板问题,则故障会消除。
我曾经碰到一故障就是此板的问题。
曾经有一台机器,不定时显示Err050,几乎把线路板更换完,但是故障还是存在,然后将机器拉回,我们试了两天,故障有出现,同是NT60板有啸叫声,然后将X2把除,故障消除.因为这是软故障,所以查起来比较麻烦.只有耐心的试和查找.拔除插头(电源输入端)两组55V/DC电源输出福尼斯焊接设备维修及维护(续050) UST2C 主控板订货号:4.070.960主板UST2A 订货号是4.070.675主板UST2B 订货号是4.070.860主板UST2C 订货号是4.070.960现在的主板都是UST2C,可以兼容2A、2B此板是机器的主控板,电压不平衡也是经它处理给出。
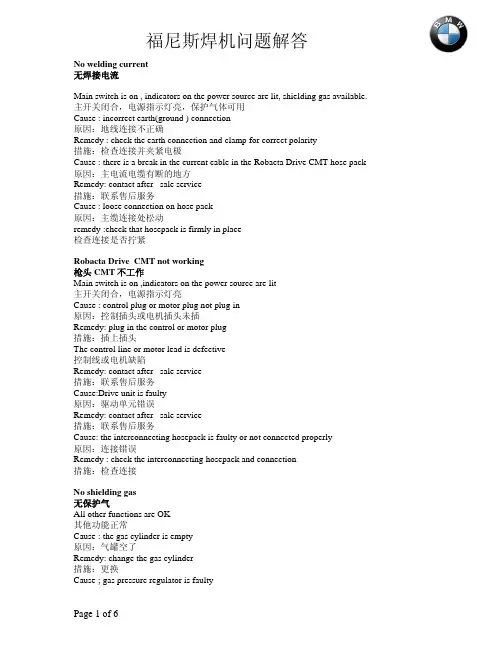
14.焊接错误代码错误代码以"W"开头,数字通信型焊机接受错误或同数字通信型焊机』的数据发送中发生的错误。
错误代码信息发生原因处理方法W0000焊接异常:P-side ov/curr从焊机收到了 "P-side ov/curr"错误检查焊机。
W0010焊接异常:无电流检测从焊机收到了 "无电流检测"信号。
检查焊接电流不接通的原因。
使用气压检测器时,确认是否是气压低下W0020焊接异常:无电弧从焊机收到了 "无电弧"错误。
检查焊接条件时,确认送丝线路是否异常W0030焊接异常:粘丝从焊机收到了 "粘丝"错误。
切断粘丝部分。
改变示教点的位置到不易粘丝的位置。
检查焊接电源。
W0040焊接异常:焊枪接触从焊机收到了 "焊枪接触"错误。
排除原因。
W0050焊接异常:无焊丝/气体从焊机收到了 "无焊丝/气体"错误。
排除原因。
W0060焊接异常:导电嘴融合从焊机收到了 "导电嘴融合"错误。
更换导电嘴。
W0070焊接异常:焊嘴接触从焊机收到了 "焊嘴接触"错误。
检查焊枪焊嘴周围,排除原因W0080没有一元化特性由于没有一元化特性工作台。
不能进行焊接条件命令的修正。
(闭合电源时,发生"W0900焊接通讯异常0003,操作被继续。
)关掉控制器电源开关,确认电缆,打开焊机电源后打开控制器电源开关。
W0090焊接异常:S-side ov/curr从焊机收到了 "S-side ov/curr "错误。
检查焊机。
W0100焊接异常:温度上升从焊机收到了 "温度上升"错误。
检查焊机。
W0110焊接异常:P-side ov/volt从焊机收到了" P-side ov/volt "错误。
CMT 焊机常见故障排除操作指导书CMT 焊接电源的示意图常见故障代码①Efd 15.1缓冲器内设置太松出现此故障是由于缓冲器前端送丝机的送丝阻力过大导致送丝不畅引起推拉丝系统不协调。
解决办法:1)检查送丝机内的送丝轮压杆是否调到了适当的压力2)检查送丝机内的送丝轮的规格是否选择正确3)检查送丝轮是否磨损4)用高压缩空气对焊枪内的导丝管进行清理5)更换焊枪内的导丝管6)联系福尼斯售后②Efd 15.2缓冲器内设置太紧出现此故障是由于缓冲器后端焊枪的拉丝马达阻力过大导致送丝不畅引起推拉丝系统不协调。
解决办法: 1)检查CTM手工焊枪的拉丝轮压杆是否调到了适当的压力(一般压杆的压力调到刻度标识在1.5左右)2)检查CTM手工焊枪的拉丝轮规格是否选择正确3)检查拉丝轮是否磨损及时更换4)检查焊丝是否在拉丝轮的槽内5)检查枪头内导丝管是否磨损请及时更换6)检查导电嘴是否磨损严重请及时更换7) 更换焊枪内的导丝管8)联系福尼斯售后后续注意提示在正常情况下缓冲器内的软管是卡在平衡杆内,平衡杆是处于槽内中间位置,如果平衡杆是处于下方的位置时焊机这时候就会报故障代码Efd 15.1这时候你就要按照上面的解决方法排除故障,然后关焊机等30秒后再开启,开焊机后最好手动将平衡杆放置中间位置,按点动送丝键看送丝是否正常,再焊接。
如果平衡杆处于上方的位置时焊机这时候就会报故障代码Efd 15.2同样按照上面的解决方法排除故障,然后关焊机等30秒后再开启,开焊机后同样手动将平衡杆放置中间位置,按点动送丝键看送丝是否正常,再焊接。
③Efd 30.1 LHSB没接好出现此故障是由于焊机与送丝机之间的高速传输信号中断引起解决方法: 1)检查焊机与送丝机之间的LHSB 高速传输线是否损坏,方法用万用表测量LHSB高速传输线两端四根信号丝之间是否导通2)可能是由于焊机与送丝机经常移动导致LHSB高速传输线的接口松动接触不良,请重新将LHSB高速传输线拔插3)更换焊机内的LHSB高速传输板4)联系福尼斯售后④Efd 30.3 CMT-DRIVE线没接好出现此故障是由于送丝机与焊枪DRIVE之间的高速传输信号中断引起解决方法: 1)检查送丝机与焊枪DRIVE之间的LHSB 高速传输线是否损坏,方法用万用表测量LHSB高速传输线两端四根信号丝之间是否导通2)检查DRIVE焊枪内电路板上的信号线是否接触不良3)更换拉丝马达及DRIVE焊枪内的电路板4)联系福尼斯售后⑤Efd 8.1 送丝系统故障(送丝机驱动过流);送丝马达卡死或损坏解决方法:1)尽可能使导丝管笔直;2)检查其内有无堵塞物;3)检查送丝机构的齿轮压力;4)检查或更换送丝马达5)联系福尼斯售后⑥Efd 8.2 送丝系统故障(推-拉丝机驱动过流)解决方法:1)尽可能使导丝管笔直;2)检查其内有无堵塞物;3)检查推-拉机构的齿轮压力4)联系福尼斯售后。