ca6140车床后托架加工工艺和夹具毕业设计
- 格式:doc
- 大小:2.30 MB
- 文档页数:36
XX学院本科毕业设计(论文)
开 题 报 告
题 目:CA6140车床后托架加工工艺及夹具设计
院 (系):
专 业:
学 生 姓 名: 学号 :
指 导 教 师: 职称 :
年月日本科毕业设计(论文) 开题报告
1、本课题的研究意义,国内外研究现状、水平和发展趋势
CA6140车床后托架的加工工艺及夹具设计为本课题的研究内容,对此研究查阅的大量的资料,首先明白机械加工工艺过程就是用切削的方法改变毛坯的形状、尺寸和材料的物理机械性质成为具有所需要的一定精度、粗糙度等的零件。
为了能具体确切的说明过程,使工件能按照零件图的技术要求加工出来,就得制定复杂的机械加工工艺规程来作为生产的指导性技术文件,学习研究制定机械加工工艺规程的意义与作用就是本课题研究目的。
在整个设计过程中,我们将学习到更多的知识。
(1)我们必须仔细了解零件结构,认真分析零件图,培养我们独立识图能力,增强我们对零件图的认识和了解,通过对零件图的绘制,不仅能增强我们的绘图能力和运用autoCAD软件的能力。
(2)制订工艺规程、确定加工余量、工艺尺寸计算、工时定额计算、定位误差分析等。在整个设计中也是非常重要的,通过这些设计,不仅让我们更为全面地了解零件的加工过程、加工尺寸的确定,而且让我们知道工艺路线和加工余量的确定,必须与工厂实际的机床相适应。 这对以前学习过的知识的复习,也是以后工作的一个铺垫。
(3)在这个设计过程中,我们还必须考虑工件的安装和夹紧.安装的正确与否直接影响工件加工精度,安装是否方便和迅速,又会影响辅助时间的长短,从而影响生产率,夹具是加工工件时,为完成某道工序,用来正确迅速安装工件的装置.它对保证加工精度、提高生产率和减轻工人劳动量有很大作用。这是整个设计的重点,也是一个难点
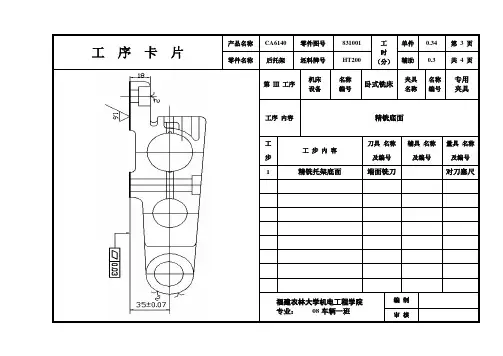
工 序 卡 片 产品名称 CA6140 零件图号 831001 工
时
(分) 单件 0.34 第 3 页
零件名称 后托架 坯料牌号 HT200 辅助 0.3 共 4 页
第 Ⅲ 工序 机床
设备 名称
编号 卧式铣床 夹具
名称 名称
编号 专用
夹具
工序 内容 精铣底面
工步 工 步 内 容 刀具 名称
及编号 辅具 名称
及编号 量具 名称
及编号
1 精铣托架底面 端面铣刀 对刀塞尺
福建农林大学机电工程学院
专业: 08车辆一班 编 制
审 核 工 序 卡 片 产品名称 CA6140 零件图号 831001 工
时
(分) 单件 2.8 第 4 页
零件名称 后托架 坯料牌号 HT200 辅助 0.3 共 4 页
第 Ⅳ 工序 机床
设备 名称
编号 专用钻床 夹具
名称 名称
编号 专用
夹具
工序 内容 钻、扩顶面四孔
工步 工 步 内 容 刀具 名称
及编号 辅具 名称
及编号 量具 名称
及编号
1 钻2-Φ10与2-Φ13的孔 麻花钻 游标卡尺
2 扩2-Φ13孔 扩孔钻 游标卡尺
3 锪2-Φ20孔 平底锪钻 游标卡尺
4 锪Φ13孔 平底锪钻 游标卡尺
5 铰2-Φ10孔 铰刀 游标卡尺
福建农林大学机电工程学院
专业: 08车辆一班 编 制
审 核
“CA6140普通车床后托架”的机械加工工艺规程
目 录
前 言 ........................................................................................... 3
一、零件的分析: .............................................................................. 3
(二)零件的作用: .......................................................................... 3
(三)零件的工艺分析:................................................................... 3
二、工艺规程的设计: ...................................................................... 4
(一)确定毛坯的制造形式: ........................................................... 4
(二)基准的选择 .............................................................................. 4
(三) 制订工艺路线:........................................................................ 5
(四)机械加工余量、工序尺寸及毛坯尺寸的确定:........................ 7
(五)确定切削用量及基本工时 :.................................................... 8

CA6140车床后托架
加工工艺及夹具设计
学生姓名: 王 中 蔚
学生学号: ZJD02043
院 (系): 机电工程学院
年级专业: 02机械制造及自动化
指导教师: 卢宗彪 副教授
二〇〇六年六月
摘 要
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词 工序,工艺,工步,加工余量,定位方案,夹紧力
ABSTRACT
Enable producing the target in process of production (raw materials,
the blank , state of quality and quantity on part become always ) take
place direct course of change ask craft course, if the blank is made,
machining, heat treatment , assemble etc. and call it the craft course.
In the course of making the craft , is it confirm every erector location
and worker step that process need this of process to want, the locomotive
of processing , this process , and the entering the giving amount of the