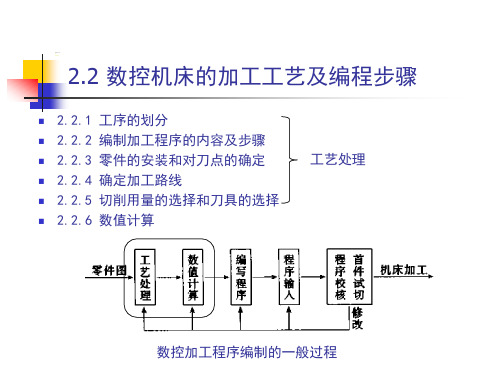
凸轮轴零件的数控加工工艺设计及数控编程
- 格式:doc
- 大小:132.00 KB
- 文档页数:13

题目:凸台零件的数控加工工艺分析摘要【摘要】此次设计是基于SEMENS802C/802S的典型零件的编程与加工。
数控技术及数控机床在当今机械制造业中的重要地位和巨大效益,显示了其在国家基础工业现代化中的战略性作用,并已成为传统机械制造工业提升改造和实现自动化、柔性化、集成化生产的重要手段和标志。
数控技术及数控机床的广泛应用,给机械制造业的产业结构、产品种类和档次以及生产方式带来了革命性的变化。
数控机床是现代加工车间最重要的装备。
它的发展是信息技术(1T)与制造技术(MT)结合发展的结果。
现代的CAD/CAM敏捷制造和智能制造技术,都是建立在数控技术之上的。
掌握现代数控技术知识是现代机电类专业学生必不可少的。
本次设计内容介绍了数控加工的特点、加工工艺分析以及数控编程的一般步骤。
并利用Mastercam制造工程师软件完成零件的三维造型,进行加工轨迹设计,实现加工仿真。
利用斯沃仿真软件完成仿真加工。
利用CAD/CAM软件及G代码指令进行手工编程。
【关键词】:数控技术Mastercam制造工程师三维造型仿真加工手工编程自动编程目录摘要 (2)目录 (3)前言 (7)第一章概述 (8)1.1 数控加工的特点 (8)1.2 数控机床 (9)1.3 数控加工 (9)1.4 数控编程系统 (10)1.5 CAD/CAM系统 (11)1.6利用Mastrecam制造工程师CAD/CAM系统进行自动编程的基本步骤 (12)1.6.1 CAM系统的编程基本步骤如下: (13)1.6.2 加工工艺的确定 (13)1.6.3 加工模型建立 (13)1.6.4 刀具轨迹生成 (14)1.6.5 后期G代码生成 (14)1.6.6 加工代码输出 (14)第二章工艺分析 (16)2.1数控车工工艺分析 (16)2.1.1 分析图样 (16)2.1.2 分析加工方式 (17)2.1.3毛坯得选择 (17)2.1.4分析加工路线 (17)2.15 工序卡片 (18)2.2程序 (19)2.2.1坐标计算 (19)2.2.2程序编制 (19)1.2.3程序校验、仿真 (22)2.3加工 (22)2.3.1材料选择 (22)2.3.2机床配置 (22)2.3.3夹具刀具选择 (23)第三章数控铣工工艺分析 (24)3.1 工艺分析 (24)31.1 分析图样 (24)31.2分析加工方式 (24)3.1.3毛坯得选择 (24)3.1.4分析加工路线 (25)3.1.5工艺卡片的制作 (26)3.2程序 (27)3.2.1坐标计算 (27)3.2.2程序编制 (27)3.2.3程序校验、仿真 (29)3.3加工 (29)3.3.1材料选择 (29)3.3.2机床配置 (29)3.3.3夹具,刀具选择 (29)3.4 机床的调试 (29)3.4.4 机床试运行 (30)3.5程序传输 (30)3.6程序加工 (30)第四章数控车车中出现的问题及解决方法。

25echniqueT工 艺变焦凸轮的数控加工河南平原光电有限公司 (焦作 454001) 李红义 浮德民栏目主持 赵宇龙变焦凸轮是光学元器件上用于实现焦距变化的重要部件,在工作中经常会遇到变焦凸轮零件的加工,但实际生产中经常由于曲线槽的加工存在凸轮曲线不够平滑,造成变倍与补偿组不同步,从而使变焦距系统出现光轴跳动较大,严重影响仪器的精度。
我们通过长时间的实践和摸索,采用优化加工程序和改良加工方法很好地解决了上述问题。
现以如图1和附表所示实例零件,加以说明。
技术要求为:尺寸L 1、L 2分别为φ4H7圆心的横向尺寸,公差为±0.01mm ;A 、B 两槽相对应的两个φ4H7中心线与基准A 的平行度为0.02mm ,每个φ4H7的中心线与基准A 的正交性为0.02mm 。
要两个步骤:把曲线的方程输入到Expression (表达式)中;根据已输入的表达式,利用Law Curve (规律曲线)绘制参数方程曲线。
通过图1推算曲线方程为x =23cos A (23为凸轮轴外圆半径)y =23sin A (23为凸轮轴外圆半径)z 1=18.11+U /D 16.5t z 2=108.36-16.5t方程中参数的定义如下:A =2.575 8×66t , A 为绕中心轴旋转角度;U =62.160 6×62.160 6×16.5t ,U 为中间变量;D =41.238 6×(41.238 6-16.5t ),D 为中间变量;t =0, t 为UG 系统定义变量。
先将这些表达式输入UG 的Expression (表达式)中,然后用Law Curve (规律曲线)绘制出参数方程曲线;再用曲面已扫掠命令绘出曲面,用曲面加厚变成实体,用实体和已画出的筒进行布尔运算切出两个螺旋槽,再倒下圆角;至此,三维图已绘制好了(见图2)。
2. 工艺分析和加工思路本零件整体结构属于薄壁筒形零件,其曲线槽和内、外径尺寸属重要尺寸,粗车和粗铣工序为的是去除余量,释放应力;时效处理主要是稳定组织,消除应力;精加工保证图样精度要求,配做专用心轴定位为的是消除零件径向变形、方便零件装夹与定位。

凸轮轴加工工艺凸轮轴是发动机中的重要构件之一,它主要起到控制气门开闭时间和气门升程的作用,对于发动机的性能和效率有着重要影响。
因此,凸轮轴的加工工艺十分关键,下面将详细介绍凸轮轴的加工工艺流程。
凸轮轴的加工需要选用高精度的数控机床进行加工。
加工前需要进行工艺规程和工艺卡的编制,明确各道工序的要求和顺序。
在加工过程中,需要使用切削液进行冷却和润滑,以保证加工质量。
第一道工序是凸轮轴的车削。
车削是将原材料的一端固定在机床上,通过机床的主轴旋转,切削刀具在凸轮轴上移动,使工件表面达到所需的形状和尺寸。
车削过程中需要控制切削刀具的进给速度和主轴转速,以保证加工质量和效率。
第二道工序是凸轮轴的铣削。
铣削是使用铣刀进行切削,将凸轮轴上不需要的部分切削掉,以得到凸轮轴的最终形状。
铣削过程中需要控制铣刀的进给速度和主轴转速,同时还需要控制切削刀具的切削深度和切削宽度,以保证加工质量和效率。
第三道工序是凸轮轴的磨削。
磨削是利用磨粒对凸轮轴进行磨削,以提高其表面质量和精度。
磨削过程中需要控制磨粒的种类和大小,磨削速度和磨削压力,以保证加工质量和效率。
第四道工序是凸轮轴的热处理。
热处理是将凸轮轴加热到一定温度,然后进行冷却,以改变其组织结构和性能。
热处理过程中需要控制加热温度和保温时间,冷却速度和冷却介质,以保证加工质量和效果。
第五道工序是凸轮轴的精密磨削。
精密磨削是对凸轮轴进行进一步的磨削,以提高其精度和表面质量。
精密磨削过程中需要使用高精度的磨削设备和磨粒,同时需要控制磨削参数和工艺,以保证加工质量和效率。
进行凸轮轴的检测和组装。
检测是对加工后的凸轮轴进行尺寸和形状的检测,以确保其符合设计要求。
组装是将凸轮轴安装到发动机中,并进行调试和测试,以确保其正常工作。
凸轮轴的加工工艺包括车削、铣削、磨削、热处理、精密磨削、检测和组装等工序。
在加工过程中需要控制各种参数和工艺,以保证加工质量和效率。
只有通过精密的加工工艺,才能制造出高质量的凸轮轴,提高发动机的性能和效率。

轴类零件的数控加工工艺和程序编制轴类零件是机械制造中常见的零件类型,其外观形态特征是一条导向的长轴,其与其他机械部件的连接必须要求较高的配合精度和表面质量。
数控加工是一种精度高、效率高、重复性好的加工方式,因此在轴类零件的加工中应用十分广泛。
本文将就轴类零件的数控加工工艺和程序编制进行详细介绍。
一、零件设计和加工前准备在加工轴类零件之前,必须对零件进行设计,包括轴的直径、长度以及与其他机械部件之间的连接方式等。
同时还要对原材料进行选取和检验,保证原材料的质量符合要求。
根据零件图纸,制作加工工艺流程图,并确定加工工序、工具的选择和切削参数等。
为保证加工质量和生产效率,选择合适的加工中心、夹具和辅助装置来进行加工准备。
二、数控编程数控编程是数控加工的核心,其目的是根据零件图纸和加工工艺流程图,编出机床能够识别的G代码和M 代码,控制数控机床按照预定的加工路径和工艺参数进行加工。
在轴类零件的数控编程过程中,需要注意以下几点:1.合理选择加工方式:轴类零件表面质量要求高,因此需采用多道次切削的方式,以减小一次切削的切削量,提高表面光洁度和精度。
2.合理选择切削工具:根据轴类零件的材质和加工工艺,选择合适的切削工具,包括刀具形状、切削刃数和硬度等.3.合理选择切入和切出方式:切削前后,机床的运动速度要慢,以免对工件表面形成切削痕迹。
4.合理选择切削参数:根据轴类零件的材质、切削类型和工艺要求等,合理选取切削速度、进给量、切深等切削参数。
5.确保程序正确性:数控编程完成后,需要进行程序检查和验证,以确保程序的正确性和可行性。
在加工过程中,还需进行数控系统的监测和调整,以保证加工的准确性和稳定性。
三、数控加工过程数控加工过程是指根据数控编程的G代码和M代码,控制数控机床进行加工的过程。
在轴类零件的数控加工过程中,应注意以下几点:1.保持加工平稳:轴类零件加工时需要注意加工平稳,尽量减少零件表面划痕和毛刺等缺陷,以提高表面质量和精度。

基于数控车编程及加工技巧的探讨摘要:本文叙述了用数控车床进行凸轮轴分档加工的过程,同时对数控车编程的技巧及加工的注意事项进行一些探讨。
关键词:数控车编程加工技巧下面以广州数控GSK980TDb系统为例,就凸轮轴分档加工中的技巧性问题进行一些探讨。
1 工艺流程根据凸轮轴分档工艺附图进行加工顺序的调整,具体顺序如下。
(1)切槽:切除毛坯中支撑档及凸轮之间多余的材料,并用圆弧刀进行轮廓成型。
(2)车外圆:车削支撑档外圆。
(3)切油槽:用切槽刀及圆弧刀加工支撑档油槽。
(4)车小头:车削小头轮廓。
(5)倒角:支撑档外圆倒圆角,及油槽倒角。
(6)切断:零件切断。
2 编程注意事项2.1 安全(1)确保加工过程的安全。
避免刀具、工件、车床之间的干涉,刀具直接与工件相撞,注意刀具退刀方向等。
(2)本机床在加工凸轮轴小头、切槽、切油槽、倒角等内容时。
如果同时安装4把刀,其中一把刀在加工小头时,另一把刀杆将与机床尾架外壳干涉;用三把刀加工,问题得到解决。
2.2 质量(1)选择合理的刀具切入点、切入方式,保证零件轮廓表面的粗糙度要求;在粗加工后留适当的余量进行最后一次连续走刀加工出来,尽量避免切削力突然变化而弹性变形而留下刀痕。
(2)编程尺寸取工艺尺寸的中间数值;在切油槽时因刀具与工件之间会有相当的变形,采取减小径向尺寸进行尺寸补偿从而消除变形带来的误差。
(3)编程原点选在凸轮轴中线与止动端面交点上,统一基准。
(4)凸轮轴整根加工时,零件表面出现振纹。
在不用跟刀架的情况下确保机床顺利加工,在工艺上采取分两半进行加工,即凸轮轴小头及大头。
2.3 效率(1)加工顺序要照顾到零件的刚性、工艺性的特点。
采取最短的切削进给路线,提高加工效率减少刀具损耗。
(2)提高生产效率,其一就是尽量缩短进给空走刀的行程,其二合理设置换刀点。
(3)为了提高切槽效率,粗切量选用刀具宽度的百分比为0.85。
3 编程3.1 MasterCAM X3编程参数设置编程坐标系的设定应尽量按照图纸的基准设置,同时考虑对刀的便利。
典型铣削零件的数控加工工艺设计与编程摘要随着计算机技术的发展,数字控制技术已经广泛的应用于工业控制的各个领域,尤其在机械制造业中应用极其的广泛。
而中国作为一个制造业的大国,掌握先进的数控加工工艺和好的编程技术也是相当重要的。
本文的主要写作目的是为了验证在校几年的学校以及实践过程中所学的知识,所以选择了一个典型的铣削零件来阐述数控铣削的加工工艺以及编程设计,此次设计不仅能够验证自己的知识,同时也能提高自己的知识,通过此次设计,使我发现了自己原来很多不足的地方,同时在设计中不断的改进,使自己的能力上了个新台阶,使我对数控铣削工艺有了更高的认识。
关键词:工艺分析工件装夹刀具数控编程目录摘要 (1)1.前言 (3)2.零件图样分析 (5)3.机床设备的选择 (6)4.工件的装夹 (6)4.1毛坯的选择 (6)4.2零件的装夹 (7)5.工艺路线 (7)5.1表面加工方法的选择 (7)5.2加工阶段的划分 (8)5.3工艺路线的安排 (8)6刀具的选择 (8)6.1刀具的选择原则 (8)6.2数控铣削刀具的选择 (9)7.切削用量的选择 (9)7.1切削用量对机械加工的影响 (10)7.2切削用量的选取 (10)8.拟定机械加工工艺过程卡片和数控加工工序卡片 (11)9.数控编程 (12)设计小结 (16)致谢 (17)参考文献 (18)1.前言毕业设计是我们大学学习生活的很重要的一部分,是我们在校学习的最后的一个环节,是评价我们是否是一个合格大学生的一个很重要标准,因此在做毕业设计时,我都怀着很重视的态度去做的。
在刚接到要做毕业设计的任务,我一下子感到无从下手,有点迷茫,由于从没有做过这样的设计,经过几天的查找资料,我发现数控加工是机械行业一门新的专业,数控技术是数字程序控制数控机械实现自动工作、柔性化、集成化生产的基础。
它广泛用于机械制造和自动化领域,较好地解决多品种、小批量和复杂零件加工以及生产过程自动化问题。

毕业设计(论文)题目汽车柴油机F3000凸轮轴加工工艺设计学院机械与动力工程学院专业班级热能与动力工程2010级1班学生姓名学号**********指导教师职称副教授评阅教师职称年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
3.附件包括:任务书、开题报告、外文译文、译文原文(复印件)。
4.文字、图表要求:1)文字通顺,语言流畅,书写字迹工整,打印字体及大小符合要求,无错别字,不准请他人代写2)工程设计类题目的图纸,要求部分用尺规绘制,部分用计算机绘制,所有图纸应符合国家技术标准规范。
图表整洁,布局合理,文字注释必须使用工程字书写,不准用徒手画3)毕业论文须用A4单面打印,论文50页以上的双面打印4)图表应绘制于无格子的页面上5)软件工程类课题应有程序清单,并提供电子文档5.装订顺序1)设计(论文)2)附件:按照任务书、开题报告、外文译文、译文原文(复印件)次序装订3)其它学生毕业设计(论文)原创性声明本人以信誉声明:所呈交的毕业设计(论文)是在导师的指导下进行的设计(研究)工作及取得的成果,设计(论文)中引用他(她)人的文献、数据、图件、资料均已明确标注出,论文中的结论和结果为本人独立完成,不包含他人成果及为获得重庆科技学院或其它教育机构的学位或证书而使用其材料。
与我一同工作的同志对本设计(研究)所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
毕业设计(论文)作者(签字):年月日本科生毕业设计摘要摘要凸轮轴作为柴油发动机配气机构的重要部件,其性能和质量对发动机的整体性能有着直接影响,因此柴油机凸轮轴加工工艺有着特殊的要求。

槽凸轮的加工工艺规划及数控加工作者姓名专业机械设计制造及其自动化指导教师姓名专业技术职务副教授目录摘要 (4)第一章绪论 (4)1.1 课题内容 (4)1.2 选题意义 (5)1.3 与课题内容相关的现状及发展趋势 (5)第二章零件的工艺分析 (5)2.1 零件的图样分析 (5)2.1.1 零件的结构特点 (5)2.1.2 零件的技术条件分析 (5)2.2 零件的工艺分析 (6)第三章毛坯的粗加工 (7)3.1 毛坯的选择 (7)3.1.1 毛坯的种类 (7)3.1.2 毛坯选择应考虑的因素 (7)3.2 加工余量的确定 (7)3.2.1 加工余量的概念 (7)3.2.2 影响加工余量的因素 (7)3.2.3确定加工余量的方法 (8)3.3 毛坯的加工方案 (8)3.3.1 确定毛坯的加工方案 (8)3.3.2 确定各工序所用的设备 (9)3.3.3 表面加工方法的选择 (9)3.3.4 各工序的切削用量 (10)第四章零件的数控加工 (10)4.1数控机床 (10)4.1.1数控机床简介 (11)4.1.2数控加工 (11)4.1.3数控加工的过程 (12)4.2零件的数控加工工艺 (12)4.2.1确定工艺路线 (11)4.2.2确定各工序所用设备 (11)4.2.3工件的装夹 (11)4.2.4定位基准的选择 (11)4.2.5方案的具体实施 (12)4.3零件的数控编成 (14)4.3.1加工编成概述 (15)4.3.2加工编成的分类 (15)4.3.3程序 (16)第五章小结及参考文献 (19)摘要本文首先进行了墙板右内凸轮椭圆校订包本机的工艺分析,规划出零件的工艺加工路线:毛坯的粗加工(零件材料的选择,加工余量的确定等);零件的数控加工包括工件的工艺方案(外围轮廓的加工,方孔的加工,中心孔的加工,凸轮槽的加工等)和数控编程。
这就必须介绍数控机床和数控加工过程,然后根据已确定的零件的工艺路线,进行数控编成——用G代码把零件的各工序用数控语言编写出来。

轴类零件的数控加工工艺的编制及加工图【毕业设计】轴类零件的数控加工工艺的编制及加工图一.课题介绍1.目的通过两年多的专业知识学习我把握了必然的大体知识,毕业设计是对我前两年专业知识的综合也是一次回忆,把所学的理论知识灵活的运用到实践操作中来如此更能强化我对专业知识更深一步的明白得。
(1)数控加工与编程毕业设计是数控专业教学体系中组成数控加工技术专业知识及专业技术的重要组成部份。
(2)是运用数控原理、数控工艺、数控编程、专业软件等专业知识和数控机床实际操作的一次综合实训练习。
(3)对教学打算和课程设计的一次总结。
2.任务(1)确信加工方式的选择与加工方案(2)确信零件的安装与夹具的选择(3)工步与工序的划分(4)刀具的选择与切削用量的确信(5)对刀点和换刀点的确信(6)加工线路的确信(7)编程误差及其操纵(8)通过编程及加工出知足题目所要求精度的零件3.拟重点解决的问题(1)零件的装夹(2)刀具的对刀(3)工艺线路的制订(4)工序与工步的划分(5)刀具的选择(6)切削用量的确信(7)车削加工程序的编写(8)机床的熟练操作二.要紧内容1.要紧技术指标(1)以小批量生产条件编程。
(2)不准用砂布及锉刀等修饰表面③。
(3)未注倒角采纳×45o。
(4)未注公差尺寸按 GB1804-M。
2.设计方案、设计方式、设计手腕(1)设计方案直接用三爪卡盘装夹,加工螺纹一端,再调头加工圆弧一端. ①装夹工件右端约40 mm 处,用90硬质合金外圆车刀手动平端面1mm,再换右端面外圆车刀用G71指令加工至фE×10mm,再换切槽刀切槽5×,然后换螺纹刀加工螺纹。
②将工件调头用铁皮将切槽处包住装夹该处, 先用车刀手动平端面约18mm,再用外圆车刀G71指令加工至5×点。
(注:设计方案的具体装夹图见开题报告。
)(2)设计方式①先对图纸进行分析确信该零件适合在哪类型的数控机床上加工比较合理②再依照我两年来所学的专为业知识对零件进行工艺分析③最后编写加工程序并对它进行校验④校验无误后即可进行数控自动加工。

轴类零件数控加工工艺分析一、概述当我们谈论轴类零件的数控加工工艺,其实就是在说一种非常专业的制造过程。
那么什么是轴类零件呢?简单来说轴类零件就是形状像柱子一样的零件,有着各种各样的用途。
它们可能是机器的核心部分,支撑着整个机器的运行。
而数控加工呢,就是一种用计算机来控制机器进行加工的方式,精度高效率高。
轴类零件的数控加工工艺分析,主要就是分析如何更好地用数控加工技术来制作轴类零件。
这个过程涉及到很多方面,包括材料的选择、设计的考虑、加工的工具、加工的方法等等。
这个过程可不是简单的把材料切掉一部分就完事的,它需要我们深入理解材料特性,精心设计加工方案,精确控制每一个加工环节。
只有这样我们才能制造出高质量、高精度的轴类零件。
可以说轴类零件的数控加工工艺分析,既是一种技术,也是一种艺术,是对细节的追求,也是对品质的追求。
接下来我们就来详细聊聊这个工艺分析的过程。
1. 介绍轴类零件的重要性及其应用领域轴类零件的重要性体现在它的应用广泛性上,从家庭电器到大型机械设备,甚至是我们仰望的宇宙飞船,几乎都有轴类零件的身影。
每当启动一台机器时,背后都是轴类零件在默默转动,驱动整个机器运行。
因此了解和掌握轴类零件的数控加工工艺,对我们来说是十分重要的。
这样不仅能提高生产效率,还能确保机器运行的安全和稳定。
所以啊咱们接下来就好好聊聊轴类零件的数控加工工艺分析吧!2. 简述数控加工技术在轴类零件加工中的应用及发展趋势轴类零件是机械设备中不可或缺的一部分,数控加工技术为其加工带来了革命性的变革。
接下来让我们来探讨一下数控加工技术在轴类零件加工中的应用及发展趋势。
数控加工技术的应用在轴类零件加工中十分广泛,随着科技的发展,数控加工技术已经成为现代制造业的核心技术之一。
它的出现使得轴类零件的加工变得更加精确、高效。
利用数控机床,我们可以控制刀具的运动轨迹,精确地切削出轴类零件的各种形状和尺寸。
而且数控加工技术还可以实现自动化生产,大大提高了生产效率。
数控车零件工艺设计及程序编制————————————————————————————————作者:————————————————————————————————日期:个人收集整理勿做商业用途题目: 数控车零件工艺设计及程序编制姓名: 李胜胜学院: 工学院专业:机电一体化班级:09机电一体化学号:指导教徐秀英职称: 讲师师:20 年月日成人教育学院制个人收集整理勿做商业用途摘要:本次设计主要是对数控加工工艺进行分析与具体零件图的加工,首先对数控加工技术进行了简单的介绍,然后根据零件图进行数控加工分析。
第一,根据本零件材料的加工工序、切削用量以及其他相关因素选用刀具及刀柄和零件的轮廓特点确定需要7把刀具分别为外圆粗车刀、外圆精车刀、外切槽刀、外螺纹刀、内镗孔刀、内切槽刀.第二,针对零件图图形进行编制程序,此零件为轴类零件,外轮廓由直线、圆弧和螺纹组成,零件的里面要镗出一个锥孔,在加工过程中,工件需要调头钻孔再镗孔,第三,早钻孔对刀时要先回参考点,要以孔中心作为对刀点,刀具的位置要以此来找正,使刀位点与换刀点重合.关键字:刀具的确定、走刀路线的选择、刀具的对刀点、工件的定位。
Abstract: The design of the CNC machining process analysis and processing of specific parts diagram, a brief introduction, the first CNC machining technology and CNC machining parts diagram analysis. First, according to the parts and materials processing operations,the cutting parameters and other relevant factors, selection of tools and tool holders and parts of the outline of the characteristics of seven tools to determine the need for cylindrical rough turning tool,Finish Turning Tool, external grooving knife external thread cutter,within boring knife, cut inside slot knife。
实训报告数控加工工艺与编程姓名学号一、实训目的:1、了解数控的编程特点。
2、掌握数控编程过程中的工艺处理内容和方法。
3、了解刀具补偿的概念,理解刀具补偿的建立、执行与取消条件。
掌握刀具补偿指令的编程方法。
4、掌握基本的编程方法,能够综合应用数控指令编制相应零件的数控程序。
5、掌握T、F、S、M功能指令的指令格式与编程方法;掌握常用的G功能指令的指令格式与编程方法。
6、能够编制中等复杂典型零件(轴类、盘类、套类、板类零件)的加工程序并在机床上完成零件的加工。
7、熟悉掌握工件装夹、刀具装夹、编程原点找正、对刀等操作方法及步骤。
8、熟悉数控机床的操作、维护、保养及简单故障的排除。
9、熟悉数控系统的性能、特点及应用。
二、实训准备1、设备:数控车床、数控铣床(FANUC系统)2、刀具: 外圆车刀、切刀、螺纹车刀、ø12铣刀、ø8钻头3、材料:ø25×100棒料、80×80×30板料4、相关工量具:游标卡尺、千分尺、直尺三、实训要求通过实训,主要提高以下三方面的能力要求:1、工艺能力:能根据图纸的几何特征和技术参数要求,运用数控加工工艺知识,选择加工方法、装夹定位方式、合理的选用加工所用的刀具几何参数,划分加工工艺和工步、安排加工路线、确定切削参数。
在此基础上能够完成中等复杂零件数控加工艺文件的编制。
2、编程能力:能够根据图纸的技术要求和数控机床规定的指令格式与编程方法,正确地编制中等复杂典型零件的加工程序,为数控加工做准备。
3、操作能力:掌握一种典型机床的操作方法,能够独立的进行机床的基本操作,达到国家职业资格标准的中级操作水平。
通过实训,能按零件图纸的技术要求,在规定的时间内,完成中等复杂零件的数控加工和质量控制。
四、实训内容1、数控机床的具体操作:(1)机床操作面板与控制面板及其按钮使用和各键的功能。
(2)机床的开、关机。
(3)工件、刀具的安装及调整,对刀的方法,工件坐标系的建立等及其注意事项。

2013 届毕业设计 系 别:信息与工程系专业名称: 数 控 技 术 姓 名:学 号: 20100204012 班 级: 10 数 控 技 术 指导教师:2012 年 12 月 20 日MinBei Vocational And Technical College数控车轴类零件工艺设计及程序编制摘要随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。
高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。
而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的刀具,确定切削用量,对一些工艺问题(如对刀点、加工路线等)也需做一些处理。
并在加工过程掌握控制精度的方法,才能加工出合格的产品。
本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。
通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。
关键词:轴类零件,工艺分析,数控编程,数控加工目录一引言 (1)二轴类零件加工工艺分析 (2)(一)典型轴类零件的加工工艺 (2)(二)数控车床的概述 (3)(三)分析加工对象 (6)(四)夹具和刀具的选择 (7)三零件工艺过程卡设计 (8)(一)数控加工步骤、工艺特点及内容 (8)(二)加工工序的划分 (9)(三)编制工艺过程卡 (10)(四)切削用量的确定 (10)(五)编制加工工序卡 (11)四数控车削编程及仿真 (12)(一)刀具加工进给路线的确定 (12)(二)本零件加工所用刀具 (13)(三)编程基础 (14)(四)斯沃数控仿真 (21)结束语 (31)参考文献 (32)致谢 (33)附录 (34)数控车轴类零件工艺设计及程序编制李汪洋一、引言为了在激烈的巿场竞争中立于不败之地,各工业发达国家均投入了大量的资金,对现代制造技术进行研究开发,并提出了各式各样全新的制造模式。

阿基米德螺旋线凸轮零件的数控加工随着机械不断朝着高速精密、自动化方向发展, 对凸轮机构的转速和精度也提出了更高的要求, 因此利用计算机辅助设计和数控机床加工是很有必要的。
一、数控编程中的零件加工工艺分析1. 数控加工工艺概述无论是手工编程还是自动编程, 在编程前都要对所加工的零件进行工艺分析, 拟订工艺方案, 选择合适的刀具, 确定切削用量。
在编程中,对一些工艺问题( 如对刀点, 加工路线等) 也需要作一些处理。
因此, 数控编程的工艺处理是一项十分重要的工作。
(1) 数控加工的基本特点: ①数控加工的工序内容比普通机加工的工序内容复杂。
②数控机床加工程序的编制比普通机床工艺规程的编制复杂。
(2) 数控加工工艺的主要内容: ①选择适合在数控上加工的零件, 确定工序内容。
②分析加工零件的图纸, 明确加工内容及技术要求, 确定加工方案, 制定数控加工路线。
③调整数控加工工序的程序。
④分配数控加工中的容差。
⑤处理数控机床上部分工艺指令。
2. 常用数控加工方法(1) 平面孔系零件。
常用点位、直线控制数控机床( 如数控钻床)来加工,选择工艺路线时, 主要考虑加工精度和加工效率两个原则。
(2)旋转体类零件。
常用数控车床或磨床加工。
①考虑加工效率: 在车床上加工时,通常加工余量大, 必须合理安排粗加工路线,以提高加工效率。
②考虑刀尖强度: 数控车床上常用到低强度刀具加工细小凹槽。
采用斜向进刀,不宜崩刃。
(3) 平面轮廓零件。
常用数控铣床加工。
应注意: ①切入与切出方向控制: 径向切入,工件表面留有凹坑;切向切入、切出,工件表面光滑。
② 一次逼近方法选择: 只具有直线和圆弧插补功能的数控机床在加工不规则曲线轮廓时, 需要用微小直线段或圆弧段去逼近被加工轮廓, 逼近时, 应该使工件误差在合格范围同时程序段的数量少为佳。
3. 对零件图纸进行数控加工工艺性分析(1) 尺寸标注应符合数控加工的特点。
在数控编程中, 所有点、线、面的尺寸和位置都是以编程原点为基准的。

凸轮轴的加工工艺凸轮轴的加工工艺编辑本段凸轮轴的材料:球墨铸铁、合金铸铁、冷激铸铁、中碳钢球墨铸铁:将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。
石墨呈球状,大大减轻了石墨对基体的分割性和尖口作用,球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。
球墨铸铁的凸轮轴一般用在单缸内燃机上,如S195柴油机,做凸轮轴用的球墨铸铁用QT600-3或QT700-2,要求球化为2级(石墨球化率90-95%)石墨粒度大小大于6级。
凸轮轴整体硬度HB230-280合金铸铁:将接近灰铸铁成份的铁水加入Mn、Cr、Mo、Cu等元素。
从而与珠光体形成合金,减少铁素体的数量。
合金铸铁的凸轮轴一般用于高转速凸轮轴。
如CAC480凸轮轴,凸轮轴整体硬度HB263-311。
冷激铸铁:一般用于低合金铸铁表面冷激处理,使外层为白口或麻口组织,心部仍是灰口组织。
如:372凸轮轴。
使用冷激铸铁的凸轮轴处于干摩擦或半干摩擦工作状态,而具有承受较大的弯曲与接触应力,要求材料表面层抗磨且高的强度,心部仍有一定的韧性。
目前国内所用的冷激铸铁主要有两大类:铬、钼、铜冷激铸铁和铬、钼、镍冷激铸铁,冷硬层的金相组织:莱氏体+珠光体(索氏体)冷激铸铁硬度为HRC45—52,目前,国内冷激铸铁的硬度在HRC47左右。
中碳钢:一般用于大型发动机凸轮轴。
如:6102发动机采用模锻锻造成型,也有一部分用于摩托凸轮轴,成型较简单。
模锻后一般要进行退火处理以便于机械加工。
凸轮轴加工的典型工艺编辑本段一.凸轮轴轴颈粗加工采用无心磨床磨削编辑本段无心磨床的磨削方式有2种:贯穿式无心磨削和切入式无心磨削。
贯穿式无心磨削一般用于单砂轮,它的导轮是单叶双曲面,推动凸轮轴沿轴向移动,仅仅用于磨削光轴。
切入式无心磨削是由多砂轮磨削(若是单砂轮磨削,一般砂轮被修整成成型砂轮,如:磨削液压挺柱的球面),如现有480凸轮轴的磨削,可磨削阶梯轴,导轮为多片盘状组合而成,工件不能沿轴向移动,无论是哪一种磨削方式,工件的中心都高于砂轮和导轮的中心,一般切入式磨削都有上料工位、磨削工位、测量工位、卸料工位组成。
本科毕业设计(论文) 题目:凸轮轴零件的数控加工工艺设计及数控编程2013年5月凸轮轴零件的数控加工工艺设计及数控编程摘要这次毕业设计的目的就是要对轴类零件的数控磨削加工有所了解,凸轮轴是轴类零件中比较复杂的一种轴类。
在磨削加工方面,凸轮轴也是比较难以加工的轴。
本文则是从最开始的凸轮轴零件的工艺分析开始对凸轮轴进行全方位的分析关于材料的选择,毛坯的确定,热处理选择,基本尺寸以及表面粗糙度的确定都参考了大量的相关书籍进行定性定量的选择,中期的工序设定,以及关于加工步骤中的关于凸轮轴轴颈铣削的夹具设计,还有一些加工用量和加工余量的切削选择和计算,最后还运用了数控技术和仿真技术对凸轮轴零件最终在电脑上进行数控模拟和仿真加工生成零件。
关键词:凸轮轴;工艺设计;数控加工如需要完整文档及cad图等其他文件,请加球球:一九八五六三九七五五CAM shaft parts of nc machining process design and NCprogrammingAbstractThis graduation design is aim to CNC grinding of shaft parts understand ,The camshaft is relatively complex shaft parts of a shaft .In the grinding process, the camshaft is also more difficult to machine shaft. This paper begins with the process analysis to parts of the camshaft camshaft all-round analysis about the choice of materials, the determination of blank heat treatment options, the basic size and the determination of surface roughness are qualitative quantitative reference a large number of related books, Medium-term process Settings, as well as processing steps of CAM shaft neck of milling fixture design, and some processing dosage and the selection and calculation of cutting machining allowance,Finally also use numerical control technology and simulation technology to nc camshaft parts eventually on the computer simulation and the simulation processing to generate parts.Keywords:The camshaft;Process design;Numerical control processing目录1 绪论 (1)1.1Pro/E和Mastercam9.0软件的特点及主要功能 (2)1.2数控技术的相关知识 (2)1.3凸轮轴设计背景 (5)1.4凸轮轴设计方法 (5)1.5凸轮轴设计的作用 (5)1.6凸轮轴设计的结果和意义 (6)2 凸轮轴零件的工艺分析 (7)2.1凸轮轴零件特点 (7)2.2工艺设计原则及凸轮轴加工工艺分析 (8)2.3小结 (9)3 凸轮轴工艺设计 ....................................................... 错误!未定义书签。
3.1工艺设计............................................................................ 错误!未定义书签。
3.2工艺特点............................................................................ 错误!未定义书签。
3.3 凸轮轴工艺分析............................................................... 错误!未定义书签。
4 夹具的设计 ............................................................... 错误!未定义书签。
4.1夹具的设计........................................................................ 错误!未定义书签。
4.2 端面车削......................................................................... 错误!未定义书签。
4.3凸轮轴颈磨削.................................................................... 错误!未定义书签。
本章小结.................................................................................. 错误!未定义书签。
5 凸轮轴的数控磨削加工编程及仿真 ....................... 错误!未定义书签。
5.1数控编程............................................................................ 错误!未定义书签。
5.2仿真加工............................................................................ 错误!未定义书签。
6 设计总结与心得 ....................................................... 错误!未定义书签。
致谢.................................................................................. 错误!未定义书签。
参考文献.......................................................................... 错误!未定义书签。
附录.................................................................................. 错误!未定义书签。
1 绪论1 绪论凸轮轴是汽车发动机配气机构中重要的零件,凸轮轴的结构设计与加工质量好坏,直接影响发动机的性能。
凸轮轴专司控制内燃机进气门和排气门开启和关闭的时间。
就其功能而言,凸轮轴多少年来都没有什么改变。
自从气门控制的内燃机问世以来,直至今天凸轮轴还是以曲轴转速之半运转。
但是,凸轮轴设计的发展从来都没有停止过:在现代发动机中,凸轮轴的位置已经从下置式改成了上置式。
上置式凸轮轴通过挺杆、圆柱齿轮、链条、摇臂或者辊子随动件驱动顶置式气门。
此外,由于采用多气门的缘故,每一台内燃机凸轮轴的数量也增加了。
还开发了各种各样可变气门定时的凸轮轴。
同时,在材料和制造工艺上也发生了改变。
近年来,又因环境保护的需要,正在开发低油耗、无污染的汽车发动机。
为解决汽车尾气无污染排放问题,实现发动机的高转速、高输出功率,许多发动机采用多气门及配气相位、气门升程可变的结构,这就增加了气门弹簧的载荷。
同时,为降低油耗及摩擦损耗,轮与摇臂间采用滚子结构,凸轮与滚子的接触面形成高压力区。
另外,为达到汽车轻型化、低成本的目的,在不影响各个零件性能要求的前提下,应该使零件尽可能简化加工、降低重量,材料使更趋合理。
为实现上述目标,对发动机部件,尤其是凸轮轴的设计必须重新考虑,要求其结构紧凑、质量小,能承受更高接触压力,更好的耐胶着、耐点蚀、耐磨损的能力。
在配气机构中,对凸轮轴各个部位的性能要求是不同的。
对于凸轮,要求耐磨损、耐胶着、耐点蚀;对于轴颈要求滑动性能好;对于轴则要求刚性、弯曲、扭转性能好。
传统的凸轮轴主要是铸造或锻造加工而成,各部位金属性能相同。
这种由单一金属组成的凸轮轴很难达到上述要求。
因此,质量小、加工成本低、材料利用合理的装配式凸轮轴受到了业内人士的高度重视。
目前在汽车工业发达国家,装配式凸轮轴制造新技术已应用于生产中。
而且,这一改变进程还没有到达发展的尽头,因为采用电磁气门驱动系统的无凸轮轴内燃机离成批生产还需要时间。
凸轮轴是一种不断地加速和减速的旋转质量。
这种加速和减速伴随着能量的消耗。
减轻凸轮轴的质量可以对内燃机节能发挥积极影响。
所以今天凸轮轴上的创新往往与减轻重量分不开。
1.1Pro/E和Mastercam9.0软件的特点及主要功能Pro/Engineering是美国公司开发的软件,该软件能够完整的展现某一产品从设计,加工到生产样本的全部工作流程,让所有的用户同时进行某一产品的设计工作流程,让所有的用户同时进行统一产品的设计工作。
它是一款全方位的产品开发软件,集合了众多的功能。
因此,自1988年问世以来,及引起CAD(计算机辅助软件)/CAE(计算机辅助教育)/CAM(计算机辅助制造)界的极大震动。
Mastercam9.0是美国CNC Software,Inc公和司开发的CAD/CAM一体化软件。
它是集二维绘图,三维实体,曲面设计,体素拼合,数控编程,刀具路径模拟及真实感模拟等功能于一身,对系统运行环境要求较低,使用户无论是在造型设计,CNC铣床,CNC车床,或CNC线切割等加工操作中,都能获得最佳效果。
而且Mastercam9.0基于PC平台,支持中文环境,价位适中,对于广大的中小企业来说是最理想的选择。
1.2数控技术的相关知识数控机床是采用数字化的信号进行对工件的自动生产制造的一种高效自动化设备。
它最早出现于二十世纪四十年代初期的美国的一个小公司,在制造飞机框架和直升机叶片时,利用全数字电子计算机对叶片轮廓的加工路径精确地控制,直到1952年出现了世界第一台数控机床——直线插补连续控制的三坐标立式铣床。