RT讲义-第四章 射线透照工艺
- 格式:doc
- 大小:612.50 KB
- 文档页数:24

射线透照工艺射线透照工艺是指为达到一定要求而对射线透照过程规定的方法、程序、技术参数和技术措施等,也泛指详细说明上述方法、程序、参数、措施的书面文件。
射线透照工艺文件有两种,一种称通用工艺规范,依照有关管理法规和技术标准,结合本单位具体情况(涉及的产品范围和现有设备条件)编制而成。
其内容除包括从试件准备直至资料归档的射线照相全过程,还包括对人员、设备、材料的要求以及一些基本技术数据,如曝光曲线等图表。
另一种称专用工艺,其内容比较简明,主要是与透照有关的技术数据,用于指导给定试件的透照工作。
因其通常用卡片形式填写,所以有时称为透照工艺卡。
工艺条件是指工艺过程中的有关参变量及其组合。
射线透照工艺条件包括设备器材条件,透照几何条件,工艺参数条件,工艺措施条件等。
本章重点介绍一些主要的工艺条件对照相质量的影响及应用选择原则。
4.1透照设备器材4.1.1射线源1、射线源分类X射线:400KV以下,可通过调节KV选择能量大小,穿透厚度上限达70-90mm左右。
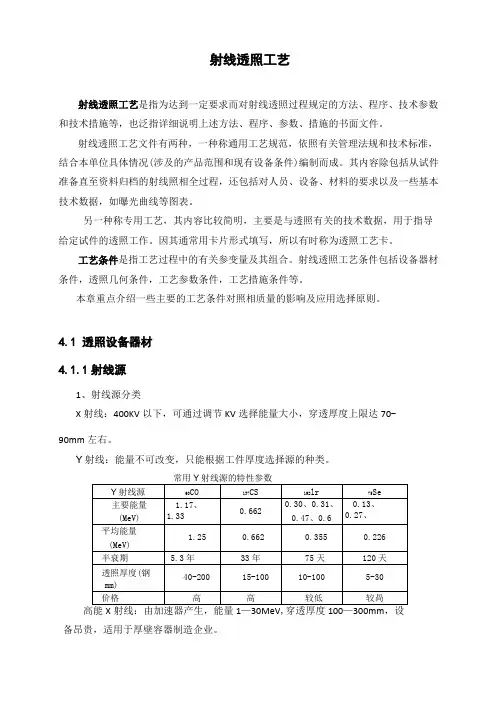
Y射线:能量不可改变,只能根据工件厚度选择源的种类。
常用Y射线源的特性参数高能X射线:由加速器产生,能量1—30MeV,穿透厚度100—300mm,设备昂贵,适用于厚壁容器制造企业。
2、射线能量(射线源种类)的选择考虑因素:穿透力照相灵敏度设备特点选择原则:1)对于较薄材料(50mm以下)的透照,尤其是钢板对接,应优先选择X射线,可获得较好的照相灵敏度。
2)厚度50以上的透照,采用X射线、Y射线获得的照相灵敏度相近,根据工件及现场情况选择。
3)透照困难的现场,如狭小空间、架空管道等,可考虑采用Y射线。
4)环焊缝X射线透照,焦距满足要求的情况下,尽量采用锥靶周向X射线机,一来可提高工效,二来可减小缺陷影像的畸变。
4.1.2胶片1、胶片分类按现行承压设备射线检测标准(JB/T4730.2—2005):胶片系统按照GB/T19384.1分为四类,即T1、T2、T3和T4类。
第四章:射线透照工艺4.1透照工艺条件的选择射线基本透照参数有射线能量、焦距、曝光量。
射线透照工艺是指为达到一定要求而对射线透照过程规定的方法、程序、技术参数和技术措施,也指详细说明上述方法、程序、技术参数和技术措施的说明文件。
工艺条件是指工艺过程中的有关参数变量及其组合。
射线透照工艺条件包括;设备器材条件,透照几何条件,工艺参数条件和工艺措施条件等。
下面将主要介绍基本透照参数的选择及它们对射线照相质量的影响和工艺编制的原则。
3.2.1射线源和能量的选择1.射线源的选择射线源的选择原则首先要考滤射线源对被检工件应有足够的穿透力。
对X射线来说,穿透力取决于管电压。
管电压越高射线的线质越硬,在试件中的衰减系数越小,穿透厚度越大。
例如100KV的 X射线高灵敏度法最大穿透力为10 mm,射线低灵敏度法最大穿透力为25 mm。
对于r射线来说,穿透力取决于射源的种类,常用的r射线源适用的透照范围Ir192 20mm-90mm(高灵敏度),10-100mm(低灵敏度法),Co60 50-150mm (高灵敏度)30-200mm(低灵敏度法)。
由于放射性同位素的能量不能该变,所以不仅规定了透照厚度的上限(考虑到穿透力),同时规定了透照厚度的下限(考虑到灵敏度)。
选择射线源时必须注意到X射线和r射线照相灵敏度的差异。
由工艺基础理论得知,对比度 D,不清晰度U和颗粒度σ是左右射线影象质量的三大要素,现以Ir192为例与X射线相比较对着三大要素的影响。
我们知道对比度又正比于比衬度 Cs, Cs= /1+n,由图3-1可以看出对45mm以下的钢,用Ir192透照所得射线底片其对比度比X射线底片对比度要差的多。
以25mm 厚度钢为例前者要比后者的对比度低40%。
对比度自然会影响到像质计灵敏度。
另外Ir192的固有不清晰度Ui…值(0.17)比400KV的X射线还大,它分别是100KV、200KV、300KV X射线Ui值的3.4倍,1.8倍,1.4倍。
射线透照工艺射线透照工艺是指为达到一定要求而对射线透照过程规定的方法、程序、技术参数和技术措施等,也泛指详细说明上述方法、程序、参数、措施的书面文件。
射线透照工艺文件有两种,一种称通用工艺规范,依照有关管理法规和技术标准,结合本单位具体情况(涉及的产品范围和现有设备条件)编制而成。
其内容除包括从试件准备直至资料归档的射线照相全过程,还包括对人员、设备、材料的要求以及一些基本技术数据,如曝光曲线等图表。
另一种称专用工艺,其内容比较简明,主要是与透照有关的技术数据,用于指导给定试件的透照工作。
因其通常用卡片形式填写,所以有时称为透照工艺卡。
工艺条件是指工艺过程中的有关参变量及其组合。
射线透照工艺条件包括设备器材条件,透照几何条件,工艺参数条件,工艺措施条件等。
本章重点介绍一些主要的工艺条件对照相质量的影响及应用选择原则。
4.1 透照设备器材4.1.1 射线源1、射线源分类X射线:400KV以下,可通过调节KV选择能量大小,穿透厚度上限达70-90mm左右。
γ射线:能量不可改变,只能根据工件厚度选择源的种类。
高能X射线:由加速器产生,能量1-30MeV,穿透厚度100-300mm,设备昂贵,适用于厚壁容器制造企业。
2、射线能量(射线源种类)的选择考虑因素:穿透力照相灵敏度设备特点选择原则:1)对于较薄材料(50mm以下)的透照,尤其是钢板对接,应优先选择X 射线,可获得较好的照相灵敏度。
2)厚度50以上的透照,采用X射线、γ射线获得的照相灵敏度相近,根据工件及现场情况选择。
3)透照困难的现场,如狭小空间、架空管道等,可考虑采用γ射线。
4)环焊缝X射线透照,焦距满足要求的情况下,尽量采用锥靶周向X射线机,一来可提高工效,二来可减小缺陷影像的畸变。
4.1.2 胶片1、胶片分类按现行承压设备射线检测标准(JB/T 4730.2-2005):胶片系统按照GB/T 19384.1分为四类,即T1、T2、T3和T4类。
第四章射线透照工艺前言(一)X射线能量的选择:选择的首要条件时应具有足够的穿透力,但过高对射线照相的灵敏度不利。
因为随管电压的升高,衰减系数μ减少对比度D∆降低,固有不清晰度Ui增大,底片颗粒度增大,其结果是射线照相灵敏度下降。
因此原则是:在保证穿透力的前提下选择能量较低的X射线。
所以,标准规定了对不同厚度允许使用的最高管电压并要求有适当的曝光量(如AB级不小于15mA.min;焦距700)(二)曝光量:E=I.t (或A. t)互易律:当采用铅箔增感屏或无增感屏时,遵守互易律,即只要两者乘积E值不变。
即射线强度和时间相应变化,底片黑度不变。
平方反比定律:辐射强度与距离平方成反比。
(三)焊缝透照方法要考虑的因素:1、必须确定的事项:射线源位置、透照方向、象质计、标记的放置、散射线的屏蔽。
2、必须确定的几何参数:焦距(L1和L2);一次透照长度L3;环焊缝100%,透照时的最少曝光次数N。
3、同时需考虑的相关因素:几何不清晰度U g ;透照厚度比K ; 横向裂纹检出角Q ;有效评定长度Leff 。
100%透照时,相邻两片的搭接长度 L 。
一、关于U g 值的问题:U g :几何不清晰又称半影宽度。
U g =12.L L df JB928-67标准为一固定值,U g =0.2、0.4㎜,要减小U g 值从公式中可以看出提高焦距可以减少U g 。
但要增加曝光量(t 、KV )为了互相的制约,使用德国标准DIN54111规定:A 级dfL1≥7.5L 232B 级dfL 1≥15L 232JB4730-94标准采用此标准并增加了AB 级即:AB 级:dfL1≥10L 232A 级 L 1≥7.5df.L 232AB 级 L 1≥10df.L 232B 级 L 1≥15df.L 232如果把:df=21.L L U g 代入以上公式得:A 级:U g ≤5.71L 231 AB 级:U g ≤101L 231B 级:U g ≤151L 231从公式可以看出U g 是一个变量,它随工件透照厚度(L 2)的增加而有所增加。
在JB928-67标准中U g 值是一个定值,一般焦距选择600、700㎜即能满足要求:从公式中可以看出求解L 1仍是一个复杂的计算,为了简便计算而使用工程数学中的三线式诺模图原理,用直尺直接求得L 1值。
使用三线式诺模图是解决U g 值的问题,提高图象的清晰度最主要是减少U g 值。
新标准对计算f 值(L 1)增加了源在内单壁透照时,中心法f 值可减少不超过规定值的50%,偏心法f 值可减少不超过规定值的20%。
二、关于K 值的问题: 透照厚度比K K=TT ' HJB4730-94(GB3323-87)规定:环缝:A 、AB 级≤1.1 θ=24.62° B 级≤1.06 θ=19.37° cos θ=T T '=K1θ角:横向裂纹没检出角 限制K 值的原因:1、使射线穿透工件厚度在有效透照区内变化不致太大;T :母材厚度T ′:射线束斜向透照最大厚度T′2、使射线透照强度变化不太大(即使黑度均匀,灵敏度均匀);3、使横向裂纹的检出能力在有效透照区变化不致太大。
①K 值对横向裂纹检出率的影响: 对于深h 、宽为W 的横向裂纹∆D=-0.434μG.HhT∆ 为了检出裂纹需使∆D ↑ 又∆D α h 'h ' =θsin W,当W 一定时 θ ↑,h '↓ ∴∆D ↓当θ=90° h '=W 此时裂纹检出率最低; θ=0° h '=h 射线束平行裂纹检出率最高; K ↓ ∆D ↑ 从而提高了横向裂纹检出率。
实践证明:θ=15°时检出率为50% θ=10°时检出率为70%三、纵缝(直缝)透照方法:根据K 值的要求,计算一次透照长度L 3 1、L 1、L 3的确定-20-10+1020307090θ=cos 1-K 1-A 、AB 级 K=1.03 θ=13.9° B 级 K=1.01 θ=8.07°L 1=θtg L 23K=1.01时 L 1=3.53L 3 取整L 1=3 L 3 (B 级) K=1.03时 L 1=2.03L 3 取整L 1=2 L 3 (A 级、AB 级) 标准规定了L 1须同时满足U g ,K 值在纵缝透照时一般按U g 要求计算的L 1值较小,满足K 值的L 1值,就会同时满足U g 值。
从AB 级L 1=2 L 3可以看出至少要使f ≥600时即能照300长的底片2、Leff L ∆ 3L Leff :有效评定长度L ∆:搭接长度L 3:一次透照长度底片有效评定长度:是指底片上两搭接标记之间的长度用Leff 表示。
一次透照长度:即L 3是指实物上两搭接标记之间的长度。
纵缝 Leff=L 3+L ∆3L L ∆=12L L L ∆=132.L L L对于A 、AB 级:L 1=2L 3 ∴L ∆=3322L L L =22L对于B 级 L 1=3L 3 ∴L ∆=32L ∴Leff= L 3+22L (A 、AB 级) Leff= L 3+32L (A 级) 3、直缝双壁单影透照由于搭接标记只能放在胶片侧 即Leff=L 3所以需在底片两侧各加21L ∆长度进行评定区的评定,否则则存在盲区。
四、环焊缝透照法:环缝⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧⎩⎨⎧⎪⎪⎩⎪⎪⎨⎧⎪⎩⎪⎨⎧⎩⎨⎧=双壁双影双壁单影双壁偏心:中心:内照:外照单壁R F 1、环缝单壁外照法:外照法时形成的K 值或θ较大,但不能与纵缝那样定K 值,而是要放松些,不然透照的次数太多,那么100%透照时,满足K 值要求,整圈的最小曝光次数N ?N=α2360︒=α︒180 α =ηϑ-11cos --=K ϑ(近似计算)精确计算: D DT 1.1021.cos 1+=-ϑ(K=1.1) DDT 06.1021.cos 1+=-ϑ(K=1.06)F <R F >Rη=sin 1-(ϑsin .1ZL D D+) (正弦定理) 求出 αηϑα︒=→-=180N求出N 再求 L 3 L '3 Leff L ∆等 L 3=NDπ L 3:外等分长度(射线源侧一次透照长度) L '3=ND iπ L '3:胶片侧焊缝的等分长度L ∆=2Tlg ϑ(近似值) Leff= L '3+L ∆K=1.1时,L ∆=2Tlg24.62°=0.92T K=1.06时,L ∆=2Tlg19.37°=0.70Tα∞→1L lin =ϑ, N=α180=ϑ︒180 当ϑ=15°时 N min =12ϑ=18°时 N min =10 为了减少以上计算新标准在附录D 中画有透照次数图,新标准增加了100㎜≤D e ≤400㎜的环焊缝,A 、AB 级允许采用K ≤1.2以及搭接标记放在源侧的透照次数图。
2、环缝内透法 (1)中心法:F=R射源在圆心周向曝光,T ′=T 象质最佳,横向裂纹检出率最高(K=1,ϑ=0°)主要考虑L 1是否满足U g 的要求,但新标准又规定f 值可以减少最多不应超过规定值的50%,一般来说对于X 射线机只要能放进中心处即可满足要求。
此时,搭接标记放在哪面均可。
(2)偏心法 ①F <R N=α︒180ϑηα-= 1cos -=K ϑ ϑηsin .2(sin 11L D D i i-=-)L ND iπ=3 L '3=NDπ 搭接标记放在射线源侧工件表面,才不会漏检,所以画图时,交点在源侧。
②F >R N=α︒180ϑηα+= 11cos --=K ϑ ϑηsin .2(sin 1DF D -=-) ⋂CD =Leffαθ ηDCL ND iπ=3 L '3=NDπ 搭接标记放在胶片侧工件表面,才不会漏检。
3、双壁单影法:公式同F > ηα+= =ϑ η2sin DF -= L '3=NDπ=Leff 搭接标记在胶片侧 当F ↓时,若K 、ϑ不变则L ↑3()、↓↑∴↑N αη当F=D 时, αDF l i n→=2ϑ N=α180 ϑ =15°时,N min =6;ϑ =18°时,N min =5; ϑ=24.6°时,N min =4 JB4730新标准规定 Φ100㎜以下为小径管(双壁双影) 100~400㎜时 K ≤1.2;400㎜以上时K ≤1.1,均按图选择N 数。
4、双壁双影Φ≤100㎜ 小径管满足U g 的要求:L 3221.10L df = (AB 级) 注意:L 2=直径+余高椭圆间距现改为1倍左右焊缝宽度,平行移动距离S 0?210L Lb b S =+ b L L S 2.210=公称外径 D e ≤80㎜ T ≤6㎜,可一次成像。
五、散射线的控制:由于散射线对底片质量影响很大,受照射的一切物体都是散射源,所以散射线是无法消除的,只能尽量减少,措施有:1、选择合适的射线能量:厚度差较大的工件(如小径管)散射比随能量的增加而增加,但只能适当提高,以免对主因对比度和固有不清晰度的不利影响。
2、使用铅箔增感屏后屏较厚3、还有一些有效措施减少散射线1) 背防护铅板:背后近距离有金属、水泥等; 2) 铅罩和光阑:减少照射场范围; 3) 采用厚度补偿物。
4) 滤板:将波长较长的软射线吸收掉,提高有效能量; 5) 遮蔽物:如对小径管照相时,把不必要部分遮蔽,以减少不必要的散射;6) 修磨试件:减少厚度差,也可以减少散射线,如将焊缝余高磨平后照相(B 级)减少散射比。
六、大厚度比试件的透照技术1、适当提高管电压:提高管电压可以获得更大的透照厚度的宽容度,还可以减少散射比,降低边蚀效应,但导致衰减μ减少对比度减小(HnTD ∆=∆..μ),对照相灵敏度不利,因此管电压只能适当提高。
边蚀现象:试件周围的射线向试件背后的胶片散射,或试件中的较薄部位的射线向较厚部位的散射,这种散射会导致影像边界模糊,产生低黑度区域的周边被侵蚀,面积缩小的所谓边蚀现象。
2、双胶片技术:使用不同感光度的胶片,快的适用较厚部分。
3、补偿技术第五章 暗室处理技术一、显影液:⎪⎪⎪⎩⎪⎪⎪⎨⎧形成化学灰雾:溴化钾抑制剂:防止显影物中显影能力:碳酸钠促进剂:在碱性中增强化,主要无水亚硫酸钠保护剂:防止显影液氧;对苯二酚(高反差)主要:米吐尔(软性)化银还原成为金属银显影剂:将已感光的卤对苯二酚在PH9-11的碱性中才有较好的显影能力。
二、定影液⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧(酸性剂)—液保持中和碱性物质,使定影缓冲剂:硼酸、醋酸、时,坚膜效果最佳值在坚膜剂:钾明矾。