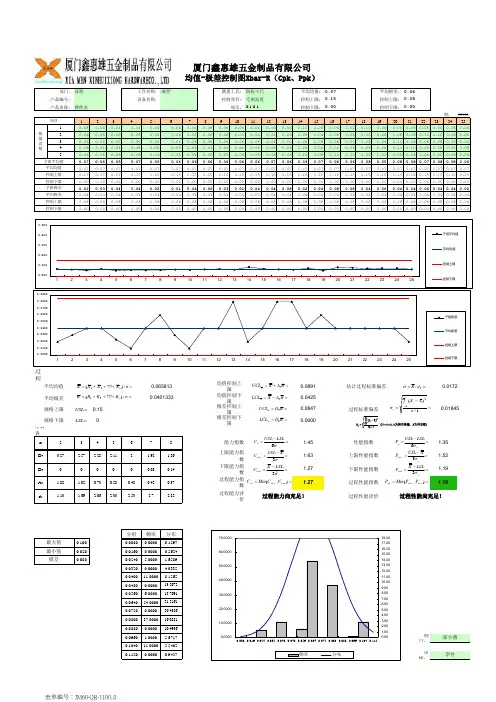
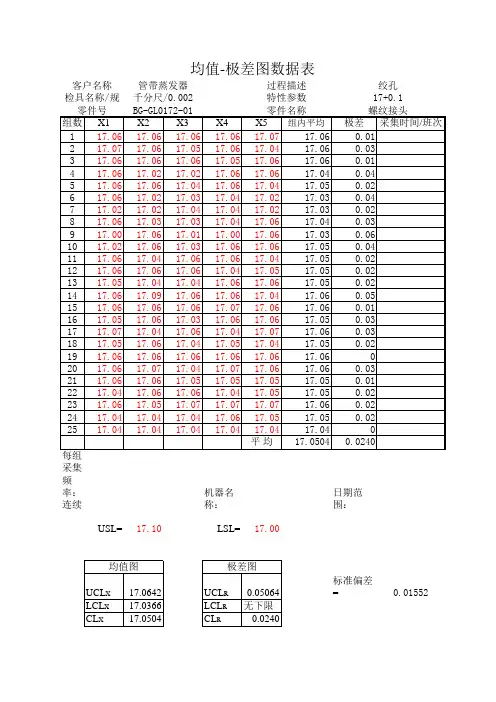
均值-极差图数据表
- 格式:xls
- 大小:55.00 KB
- 文档页数:2
均值和极差图(X-R)一、收集数据以样本容量恒定的子组形式报告,子组通常包括2-5件连续的产品,并周性期的抽取子组。
注:应制定一个收集数据的计划,将其作为收集、记录及描图的依据。
1. 选择子组大小,频率和数据a)子组大小:一般为5件连续的产品,仅代表单一刀具/冲头/过程流等。
(注:数据仅代表单一刀具、冲头、模具等生产出来的零件,即一个单一的生产流。
)b)子组频率:在适当的时间内收集足够的数据,这样子组才能反映潜在的变化,这些变化原因可能是换班/操作人员更换/材料批次不同等原因引起。
对正在生产的产品进行监测的子组频率可以是每班2次,或一小时一次等。
c)子组数:子组越多,变差越有机会出现。
一般为25组,首次使用管制图选用35 组数据,以便调整。
2. 建立控制图及记录原始数据(见下图)3. 计算每个子组的均值(X)和极差R对每个子组计算:X=(X1+X2+…+Xn)/ nR=Xmax-Xmin式中: X1 ,X2 • • • •为子组内的每个测量值。
n 表示子组的样本容量4. 选择控制图的刻度4-1两个控制图的纵坐标分别用于 X 和 R 的测量值。
4-2刻度选择:对于X 图,坐标上的刻度值的最大值与最小值的差应至少为子组均值(X)的最大值与最小值的差的2倍,对于R图坐标上的刻度值的最大值与最小值的差应为初始阶段所遇到的最大极差(R)的2倍。
注:一个有用的建议是将 R 图的刻度值设置为 X 图刻度值的2倍。
(例如:平均值图上1个刻度代表0.01英寸,则在极差图上1个刻度代表0.02英寸)5. 将均值和极差画到控制图上5-1 X 图和 R 图上的点描好后及时用直线联接,浏览各点是否合理,有无很高或很低的点,并检查计算及画图是否正确。
5-2 确保所画的X 和R点在纵向是对应的。
注:对于还没有计算控制限的初期操作的控制图上应清楚地注明“初始研究”字样。
二、计算控制限首先计算极差的控制限,再计算均值的控制限。
1.计算平均极差(R)及过程均值(X)R=(R1+R2+…+Rk)/ k(K表示子组数量)X =(X1+X2+…+Xk)/ k2.计算控制限计算控制限是为了显示仅存在变差的普通原因时子组的均值和极差的变化和范围。

X匀值:是通过每组样本的平均值得出的,然后把每组的平均值相加除以组数,得到总的平均值。
R 匀值:是通过每组两个极端值得到的,就是每组的最大值-最小值,等于每组的极差,再通过每组的极差值来计算总的极差平均值平均极差分布及控制图常数表2 用EXCEL软件绘均值一极差控制图(rR图)2.1 绘图方法2.1.1 EXCEL软件的作用随着计算机技术的不断发展,尤其是计算速度的不断加快,使其在办公领域得以充分应用.一些软件不但能制表,还能绘图,使质量管理工作也上了一个新水平。
近来,笔者尝试用EXCEL 绘均值一极差控制图( R 图),以使质量管理工作更方便、更快捷。
2.1.2 应用示例现以齿条总高为例,用EXCEL软件绘a—R 图.设共有25组数据,样本大小为5,其操作过程如下。
2.1.2.1 打开EXCEL软件中的一个工作薄,选择其中一个工作表.2.1.2.2 在第1行输入表头。
2.1_2.3 在第l列单元格输入样本编号:选定要填充的第1个单元格A2,输入1,A3格输入2,选择A2、A3格将鼠标移到A3格右下角的填充柄上,当鼠标指针变成小黑十字时,按鼠标左键在要填充的区域上拖动(即从A4到A26),松开鼠标左键,填充自动完成。
2.1.2.4 在第2列单元格输入标准值:选定单元格B2,输入2.8,将鼠标移到B2格右下角的填充柄上,当鼠标指针变成小黑十字时,按鼠标左键在B3到B26格上拖动,松开鼠标左键填充自动完成. 2.1.2.5 将收集到的数据输入表中。
2.1.2.6 计算均值:选定H2,选“常用”工具栏中的“粘贴函数"(即厂 ),出现“粘贴函数”对话框,在函数分类栏中选“常用函数”,在函数名栏中选“AV—ERAGE”,点“确定”,在“Number1"栏中输入“C2:G2”,点“确定”,即求得一个均值,选定H2格,点常用工具栏中的“复制”,再选定H3到H26,选“常用”工具栏中的“粘贴”,即求出其余24个均值. 2.1.2.7 计算极差的方法与计算均值大致相同,其公式为:R=max(B2:F2)~min(B2:F2)并将单元格的位置作相应变化。