CA6140车床主轴主要加工表面加工工序安排
- 格式:docx
- 大小:13.06 KB
- 文档页数:1

摘要在机械领域中,车床是应用最为广泛、使用最为频繁的一种机床,特别是CA6140车床,它的应用非常的普遍。
所以它的加工精度就极其的重要,工件能否达到加工要求就取决于车床本身的精度,而决定CA6140车床加工质量的就是它的主轴。
CA6140车床主轴是把旋转运动及扭矩通过主轴端部的夹具传递给工件和刀具,要求有很高的强度及回转精度。
我在本设计中将主轴设计为空心阶梯轴,外圆表面设有花键、垫键等功能槽及螺纹。
本文设计详细计算了加工余量、切削用量、尺寸公差并阐述了CA6140主轴的加工工艺过程以及生产中所涉及的重要夹具设计方法。
经设计的CA6140主轴较其传统的车床主轴有更高的强度和回转精度。
关键词:车床;主轴;旋转运动;公差;夹具ABSTRACTIn machinery field, the lather is the most extensively and frequently used machine. Easpecially the CA6140 lather, its application is very widespread. So its processing accuracy is very important. Whether the work piece can reach the accuracy required is decided by the lather. While, the part deciding the processing quality of CA6140 lather is its mainshaft. The mainshaft of the CA6140 lather is to transmit the rovolve motion and the torque to the workpiece and cutting-tool through the fixture on the end of mainshaft, in which high strengh and rotating accuracy are required .In this design, my job contains the things as below. Mainshaft is a hollow stepped shaft. There are functional slots and thread, such as spline, pad key and so on. In the paper, allowance, cutting consumption and tolerance are calculated. Also elaborates the craft processes of the mainshaft of CA6140 lather, and the design of important fixture. After being designed, compared with traditional lather, the strength and rotating accuracy are enhanced.Key words: Lather; Mainshaft; Rotating Movement; Tolerance; Fixture目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 概述 (1)1.2车床的发展史 (1)1.3本课题研究的内容和设计思想 (1)第2章零件的分析 (4)2.1零件的作用 (4)2.1.1支承轴颈 (4)2.1.2头部锥孔 (4)2.1.3头部短锥 (4)2.1.4装配轴颈 (4)2.1.5轴向锁紧 (5)2.2零件的工艺分析 (5)2.2.1加工阶段的划分 (5)2.1.3工序顺序安排 (5)2.1.4主轴锥孔的磨削 (6)2.3 本章小结 (5)第3章工艺规程的设计 (7)3.1主轴的材料、毛坯与热处理 (7)3.1.1主轴的毛坯 (7)3.1.2主轴的材料和热处理 (7)3.2主轴加工工艺过程 (8)3.2.1主轴加工的主要问题和工艺过程设计所应采取的相应措施 (8)3.2.2主轴加工定位基准的选择 (9)3.2.3主轴主要加工表面加工工序的安排 (9)3.2.4各工序工步的排序 (11)3.3 本章小结 (11)第4章机械加工余量、工序尺寸及毛坯尺寸的确定 (12)4.1各工序工步的加工余量的计算 (12)4.2各工序工步的切削用量的计算 (19)4.3本章小结 (49)第5章专用夹具的设计 (50)5.1 钻床夹具的设计 (50)5.2 磨床夹具的设计 (50)5.3 本章小结 (51)结论 (52)参考文献 (53)致谢 (54)第 1 章绪论1.1 概述精密机床的关键部件是进给系统和主轴系统,不同类型的机床主轴,对所选用轴承的精度要求既有相同点,也有不同之处。

1.溜板部分的机动进给操作CA6140型车床的纵、横向机动进给(feed)和快速移动采用单手柄操纵。
自动进给手柄在溜板箱右侧,可沿十字槽纵、横扳动,手柄扳动方向与刀架运动方向一致。
手柄在十字槽中央位置时,停止进给运动。
在自动进给手柄顶部有一快进按钮,按下此钮,快移电动机工作,床鞍或中滑板按手柄扳动方向作纵向或横向快速移动;松开按钮,快移电动机停止转动.快速移动中止。
溜板箱正面右侧有一开合螺母操作手柄,用于控制溜板箱与丝杠之间的运动联系。
车削非螺纹表面时,开合螺母手柄位于上方;车削螺纹时,压下开合螺母手柄,使开合螺母闭合并与丝杠啮合,将丝杠的运动传递给溜板箱,使溜板箱、床鞍按预定的螺距(或导程)作纵向进给。
车完螺纹应立即将开台螺母手柄扳回原位。
(1)用自动进给手柄作床鞍的纵向和中滑板的横向进给的机动进给练习。
(2)用手动进给手柄和手柄顶部的快进按钮作纵向、横向的快速移动操作。
(3)操作进给箱上的丝杠、光杠变换手柄,使丝杠回转,将溜板箱向右移动足够远的距离,扳下开台螺母,观察床鞍是否按选定螺距作纵向进给。
扳下和抬起开合螺母的操作应果断有力,练习中体会手的感觉。
(4)左手操作中滑板手柄,右手操作开合螺母.两手配合动作练习每次车完螺纹时的横向退刀。
4.操作车床主轴变速手柄得到各挡转速按车床主轴转速铭牌上的主轴转速标记,转动车床主轴变速手柄,调整主轴转速分别为16 r/皿n、450 r/mln和1 400∥…,确认后启动车床并观察。
2.操作车床进给量手柄得到各挡进给量按车床进给量铭牌确定选择纵向进给量为0 46 mm/r、横向进给量为0 20 mm/r时手轮和手柄的位置,并进行调整。
按前面步骤调整车床进给量手轮和手柄,使车床得到各挡进给量。
6.操作车床尾座尾座的结构中套筒用来安装顶尖、钻头(drill)等工具。
(1)沿床身导轨手动纵向移动尾座至合适位置,逆时针方向扳动尾座紧固手柄.将尾座固定。
注意移动尾座时用力不要过大。

CA6140车床套加工工艺及夹具设计机械工艺课程设计说明书一、零件的分析(一)、零件的作用题目给出的零件是CA6140的杠杆。
它的主要的作用是用来支承、固定的。
要求零件的配合是符合要求。
(二)、零件的工艺分析杠杆的Φ25孔的轴线合两个端面有着垂直度的要求。
现分述如下:本夹具用于在立式铣床上加工杠杆的小平面和加工Φ12.7。
工件以Φ250+0.023 孔及端面和水平面底为定位基准,在长销、支承板和支承钉上实现完全定位。
加工表面。
包括粗精铣宽度为30mm的下平台、钻Ф12.7的锥孔,由于30mm的下平台的表面、孔表面粗糙度都为Ra6.3um。
其中主要的加工表面是孔Ф12.7,要用Ф12.7钢球检查。
二、工艺规程的设计(一)、确定毛坯的制造形式。
零件的材料HT200。
考虑到零件在工作中处于润滑状态,采用润滑效果较好的铸铁。
由于年产量为4000件,达到大批生产的水平,而且零件的轮廓尺寸不大,铸造表面质量的要求高,故可采用铸造质量稳定的,适合大批生产的金属模铸造。
又由于零件的对称特性,故采取两件铸造在一起的方法,便于铸造和加工工艺过程,而且还可以提高生产率。
(二)、基面的选择(1)粗基准的选择。
对于本零件而言,按照粗基准的选择原则,选择本零件的不加工表面是加强肋所在的肩台的表面作为加工的粗基准,可用装夹对肩台进行加紧,利用一组V形块支承Φ45轴的外轮廓作主要定位,以消除z、z、y、y四个自由度。
再以一面定位消除x、x 两个自由度,达到完全定位,就可加工Φ25的孔。
(2)精基准的选择。
主要考虑到基准重合的问题,和便于装夹,采用Φ25的孔作为精基准。
(三)、确定工艺路线1、工艺路线方案一:工序1 钻孔使尺寸到达Ф25mm工序2粗精铣宽度为30mm的下平台工序3钻Ф12.7的锥孔工序4钻Ф14孔,加工螺纹孔M8工序5钻Ф16孔,加工螺纹孔M6工序6粗精铣Φ16、M6上端面工序7 检查2、工艺路线方案二:工序1 钻孔使尺寸到达Ф25mm工序2粗精铣宽度为30mm的下平台工序3钻Ф12.7的锥孔工序4粗精铣Φ16、M6上端面工序5钻Ф16孔,加工螺纹孔M6工序6钻Ф14孔,加工螺纹孔M8工序7 检查3、工艺路线的比较与分析第二条工艺路线不同于第一条是将“工序4钻Ф14孔,再加工螺纹孔M8”变为“工序6 粗精铣Φ16、M6上端面”其它的先后顺序均没变化。
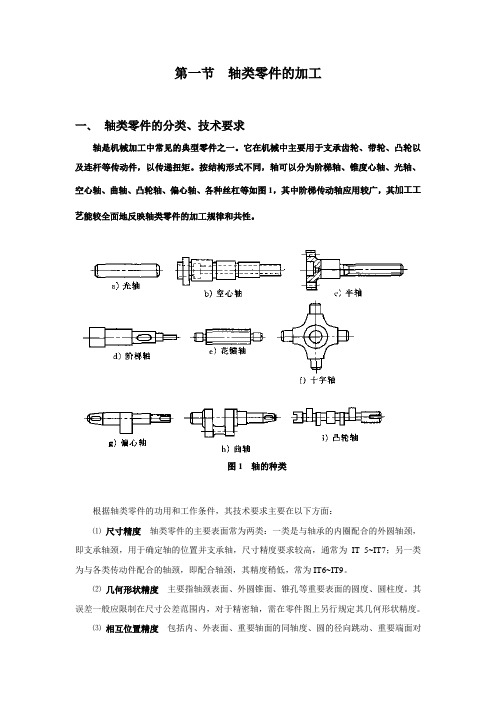
第一节轴类零件的加工一、轴类零件的分类、技术要求轴是机械加工中常见的典型零件之一。
它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。
按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等如图1,其中阶梯传动轴应用较广,其加工工艺能较全面地反映轴类零件的加工规律和共性。
图1 轴的种类根据轴类零件的功用和工作条件,其技术要求主要在以下方面:⑴尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
⑵几何形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。
其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
⑶相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
⑷表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。
支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
⑸其他热处理、倒角、倒棱及外观修饰等要求。
二、轴类零件的材料、毛坯及热处理1.轴类零件的材料⑴轴类零件材料常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65 Mn,也可选用球墨铸铁;对高速、重载的轴,选用20CrMnTi、20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。
⑵轴类毛坯常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。
毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。
2.轴类零件的热处理锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。
调质一般安排在粗车之后、半精车之前,以获得良好的物理力学性能。

关于CA6140卧式车床主轴的加工研究发布时间:2021-06-07T15:29:30.387Z 来源:《基层建设》2021年第4期作者:赵呈凯[导读] 摘要:社会经济的发展,我国的数字化机械设备的应用越来越广泛。
新疆乌鲁木齐市石油化工总厂设备安装公司新疆乌鲁木齐 830019摘要:社会经济的发展,我国的数字化机械设备的应用越来越广泛。
特别是在金属切削领域,数控车床已然成为引领潮流的时代先驱,备受重视。
但与此同时,普通车床也不甘落后,其在加工制造中凸显出独有的优势。
CA6140卧式车床是普通车床中的典型代表,其车床主轴加工工艺考究,值得探析。
文章概述了CA6140卧式车床相关情况,分析了CA6140车床主轴的技术要求及选材,最后研究了CA6140卧式车床主轴的加工工艺,以期为当代普通车床加工提供一些可行性借鉴。
关键词:CA6140卧式车床;主轴;加工;工艺;精度引言主轴系统在超重型卧式数控机床运行系统中较为重要,作为生产大型工件的数控制造系统,该系统运行稳定性、精准性,关乎数控机床加工生产总体成效,一旦主轴系统动态性能无法得到保障,将直接影响产品综合质量。
基于此,为了使当前超重型CA6140卧式车床生产加工成效得以提升,数控系统生产质量得到保障,研究主轴系统动态性能显得尤为重要。
1普通CA6140卧式车床主轴概述普通CA6140卧式车床的主轴部件是主轴箱最重要的部分,车削时工件装夹在主轴上的夹具中,并由其直接带动工件做旋转运动,在工作中要承受很大的切削力。
主轴是一种常见的回转类零件,它由多种部分组成,例如螺纹、内外圆柱面、花键、内孔等,作为机床中的执行件,主轴主要起到了一种对传动件进行支撑的作用,同时还能对转矩进行传动。
2依据卧式镗主轴装配要求提高设备精度卧式镗床前后轴承采用背对背结构进行安装,为提高其装配精度,需依据其装备需求,通过调整圆螺母、调整垫、止退垫,使主轴预紧力得以优化,并达到锁紧目的,套筒内的卧式镗床主轴通过平键与外部主轴连接,同时能跟随主轴做旋转运动,在传动链作用下套筒内主轴可朝前后方向移动,其中平键联结过盈量需控制在0.02~0.03mm,镗床主轴与主轴套筒间隙控制在0.01~0.02mm,以0.025mm为标准控制装备后主轴外延端面300mm处径向跳动差,近轴端镗床主轴轴孔跳动差应≤0.015mm,离轴端镗床主轴径向跳动差应≤0.02mm。
机械与汽车工程学院课程设计报告课程名称模具制造设计题目CA6140车床主轴专业名称机械设计制造及其自动化班级 141班学号学生姓名指导教师2017年5月20日设计任务:(参考按以下格式填写)制造方向1.每个学生在1个月时间内必须完成给定零件的机械加工工艺规程设计,并加工出符合要求的零件实物。
2.绘制给定零件的零件图。
(给定零件名称,学生自行去工程训练中心找对应的实物测量绘制)3.编写设计说明书一份。
4.制定给定零件的机械加工工艺过程卡和机械加工工序卡。
制造方向1. 绘制零件图需有对应的尺寸和形位公差,并手绘A4图纸一张,图纸按标准A4图纸格式,不可直接从三维软件导出。
2. 工艺过程卡和工序卡不允许抄袭,如发现雷同现象,做0分处理。
(电子版或手绘均可)3.加工实物所用机床为新老厂房现有设备。
4. 要求依据任务要求,运用机械制造工艺学理论设计、制定工艺过程卡和工序卡,并撰写课程设计论文,字数要求3000字以上,格式符合模板要求。
(电子版打印)目录摘要 (1)1绪论 (2)1.1本课题的来源;目的及意义 (2)1.2课程背景及国内外研究现状 (2)1.3本课题研究的主要内容 (2)1.4轴类零件的简单介绍 (2)1.5主轴图样 (3)2 零件加工工艺分析 (3)2.1零件图的分析 (3)2.1.1零件图的工艺分析 (4)2.1.2零件的组成 (4)2.1.3主轴各主要部分的作用及技术要求 (5)2.2轴类零件的材料、毛坏 (5)2.2.1轴类零件的材料 (5)2.2.2零件的毛坏 (6)3 工艺路线 (7)3.1主轴加工的要点与措施 (7)3.2划分加工阶段 (8)3.3工序划分的原则 (8)3.3.1 CA6140车床主轴加工定位基准的选择 (9)3.3.2 CA6140车床主轴主要加工表面加工工序安排 (9)3.4 CA6140车床主轴加工工艺过程 (11)3.5轴类零件的热处理 (12)4 零件的加工顺序和切削用量 (14)4.1加工顺序及刀具选择 (14)4.2刀具的选择 (14)4.3切削用量的确定 (14)4.4加工精度 (16)总结 (17)参考文献 (18)摘要主轴是车床的关键零件之一,其性能好坏直接影响到车床的性能和加工精度.轴支持车床卡盘的转动,是转动零件具有确定的工作位置,同时传递运动和扭矩,因此要求轴材质具有较高的刚性、疲劳强度和良好的耐磨性能。
CA6140型卧式车床主要部件和机构工作原理和调整方法一、主轴部件机构工作原理和调整方法主轴部件是车床的关键部件,工作时工件装夹在主轴上,并直接带动工件作旋转运动,作为主运动。
因此主轴的旋转精度、刚度和抗振性和热变形对工件的加工精度和表面粗糙度有直接影响。
如图10-1 CA6140型卧式车床主轴部件。
图10-1 CA6140型卧式车床主轴部件1、4、8--螺母2、5--双列螺钉3、7--双列短圆柱滚子轴承 6--推力角接触球轴承CA6140型卧式车床具有较好的刚度和抗振性,采用前、中、后三个支撑。
前支撑用一个双列短圆柱滚子轴承7和60º推力角接触球轴承6的组合方式,承受切削过程中的径向力和左、右两个方向的轴向力。
后支撑用一个双列短圆柱滚子轴承3。
主轴中部用一个单列短圆柱滚子轴承作为辅助支撑,这种结构在重载荷工作条件下能保持良好的刚性和工作平稳性。
由于主轴前、后两支撑采用双列短圆柱滚子轴承,其内圈内锥孔与轴颈处锥面配合,当轴承磨损致使径向间隙增大时,可以较方便地通过调整主轴轴颈相对轴承内圈间的轴向位置,来调整轴承的径向间隙。
中间轴承只有当主轴轴承受较大力时,轴在中间支撑处产生一定挠度时,才起支撑作用。
因此,轴与轴承间需要有一定间隙。
前轴承的调整方法:用螺母4和8调整。
调整时先拧松螺母和螺钉5,然后拧紧螺母4,使轴承7内圈相对主轴锥形轴颈向右移动。
由于锥面的作用,轴承内圈产生径向弹性膨胀,将滚子与内、外圈之间的间隙减小。
调整合适后,将锁紧螺钉和螺母拧紧。
后轴承的调整方法:用螺母1调整。
调整时先拧松锁紧螺钉2,然后拧紧螺母,其工作原理与前轴承相同。
但必须注意采用“逐步逼紧”法,不能拧紧过头。
调整合适后,将拧紧锁紧螺钉。
一般情况下,只需调整前轴承即可,只有当调整前轴承仍不能达到回转精度要求时,才需调整后轴承。
二、多片式摩擦离合器机构工作原理和调整方法CA6140型车床主轴箱的开停和换向装置,现大多采用的是机械双向多片式摩擦离合器,其结构如下图10-2 a所示。
内容摘要:本设计要求“以质量求发展,以效益求生存”,在保证零件加工质量的前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方面方向之一。
通过对60140主轴箱体零件图的分析及结构形式的了解,从而对主轴箱体进行工艺分析、工艺说明及加工过程的技术要求和精度分析。
然后再对主轴箱体的底孔、轴承孔的加工进行夹具设计与精度和误差分析,该工艺与夹具设计结果能应用于生产要求。
关键词:主轴箱加工工艺定位夹具设计Abstract:This Paper requires that with quality beg development,with benefits seek to live on to store.Under the prerequisite of guaranteeing the quality of element processing,raising productivity and reducing production cost is one of mainly direction of domestic and international modern machining technology developing.Through knowing and analysis the configuration of the casing part drawing for WH212gear reducer,we master how to analysis the process,make process explanation,analysis the technical requirement and the precision of gear reducer.Then,we should carry out the design of clamping apparatus and analysis the precision and error for the processing of bearing hole and the base hole of the casing of gear reducer.In the last,this technology and the design result of clamping apparatus can be applied`in production requirement.Key words:principal axis processing technology Fixed position Tongs design1前言加工工艺及夹具毕业设计是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
车床主轴零件的加工工艺过程(一)CA6140型卧式车床主轴的加工主运动为回转运动的各种金属切削机床的主轴,是轴类零件中最有代表性的零件。
主轴上通常有内、外圆柱面和圆锥面,以及螺纹、键槽、花键、横向孔、沟槽、凸缘等不同形式的几何外表。
主轴的精度要求高,加工难度大,假设对主轴加工中一些重要问题〔如基准的选择、工艺道路的拟定等〕能做出正确的分析和解决,那么其他轴类零件的加工就能迎刃而解。
以CA6140型卧式车床主轴为例,分析轴类零件的加工。
如下列图为CA6140车床主轴简图,其材料为45钢。
1. 主轴的功用及技术要求分析(1〕支承轴颈主轴的两支承轴颈A,B 与相对应的内孔配合,是主轴组件的装配基准,其制造精度将直接影响到主轴组件的旋转精度。
当支承轴颈不同轴时,主轴产生径向圆跳动,影响以后车床使用时工件的加工质量,因此,对支承轴颈提出了很高要求。
尺寸精度按IT5级制造,两支承轴颈的圆度公差0.005mm ,径向圆跳动公差0.005mm ,外表粗糙度Ra 值为0.4刚。
(2〕装夹外表主轴前端锥孔是用于安装顶尖或心轴的莫氏锥孔,其中心线必须与支承轴颈中心线严格同轴,否那么会使工作件产生圆度、同轴度误差,主轴锥孔锥面的接触率要大于75%;锥孔对支撑轴颈A ,B 的圆跳动允差:近轴端为0.005mm ,距轴端300m 处为0.01mm ,外表粗糙度Ra 值为0.4Mm 。
主轴前端短圆锥面是安装卡盘的定心外表。
为了保证卡盘的定心精度,短圆锥面必须与支承轴颈同轴,端面必须与主轴回转中心垂直。
短圆锥面对支撑轴颈A,B 圆跳动允差为0.008mm,外表粗糙度Ra 值为0.8刚。
〔3〕螺纹外表0.1^5/D.D 1/片一/lo.flOS A-&裡肉拍瑞MX )帖45-SOHRC1:12<i图CA6140型卧式车床主轴简图机轴端处主轴的螺纹外表用于锁紧螺母的配合。
当螺纹外表中心线与支承轴颈中心线歪斜时,会引起主轴组件上锁紧螺母的端面跳动,导致滚动轴承内圈中心线倾斜,引起主轴径向跳动,因此,加工主轴上的螺纹外表时,必须控制其中心线与支承轴颈中心线的同轴度。
CA6140车床主轴主要加工表面加工工序安排
CA6140车床主轴主要加工表面是Ø75h5、Ø80h5、Ø90g5、Ø105h5轴颈,两支承轴颈及大头锥孔。
它们加工的尺寸精度在IT5~IT6之间,表面粗糙度Ra为0.4~0.8mm。
主轴加工工艺过程可划分为三个加工阶段,即粗加工阶段(包括铣端面、加工顶尖孔、粗车外圆等);半精加工阶段(半精车外圆,钻通孔,车锥面、锥孔,钻大头端面各孔,精车外圆等);精加工阶段精加工阶段(包括精铣键槽,粗、精磨外圆、锥面、锥孔等)。
在机械加工工序中间尚需插入必要的热处理工序,这就决定了主轴加工各主要表面总是循着以下顺序的进行,即粗车→调质(预备热处理)→半精车→精车→淬火-回火(最终热处理)→粗磨→精磨。
综上所述,主轴主要表面的加工顺序安排如下:
外圆表面粗加工(以顶尖孔定位)→外圆表面半精加工(以顶尖孔定位)→钻通孔(以半精加工过的外圆表面定位)→锥孔粗加工(以半精加工过的外圆表面定位,加工后配锥堵)→外圆表面精加工(以锥堵顶尖孔定位)→锥孔精加工(以精加工外圆面定位)。
当主要表面加工顺序确定后,就要合理地插入非主要表面加工工序。
对主轴来说非主要表面指的是螺孔、键槽、螺纹等。
这些表面加工一般不易出现废品,所以尽量安排在后面工序进行,主要表面加工一旦出了废品,非主要表面就不需加工了,这样可以避免浪费工时。
但这些表面也不能放在主要表面精加工后,以防在加工非主要表面过程中损伤已精加工过的主要表面。
对凡是需要在淬硬表面上加工的螺孔、键槽等,都应安排在淬火前加工。
非淬硬表面上螺孔、键槽等一般在外圆精车之后,精磨之前进行加工。
主轴螺纹,因它与主轴支承轴颈之间有一定的同轴度要求,所以螺纹安排在以非淬火-回火为最终热处理工序之后的精加工阶段进行,这样半精加工后残余应力所引起的变形和热处理后的变形,就不会影响螺纹的加工精度。