波峰焊虚焊的因素和预防
- 格式:docx
- 大小:212.56 KB
- 文档页数:1
浅谈波峰焊工艺中如何控制“虚焊”摘要所谓虚焊是指焊端或引脚与焊盘之间有时出现电隔离,由诸多因素引起。
本文通过在波峰焊阶段可能产生虚焊的各种原因的分析,提出相应的解决方法。
关键词波峰焊;焊点;焊盘;助焊剂;焊锡温度波峰焊是将熔融的液态焊料,借助与泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件的PCB置与传送链上,经过某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程。
首先回顾波峰焊机的工位组成及其功能,板-涂布焊剂-预热-焊接-热风刀-冷却-卸板。
1波封面及焊点的形成1.1什么是波峰面波的表面均被一层氧化皮覆盖,它在沿焊料波的整个长度方向上几乎都保持静态,在波峰焊接过程中PCB接触到锡波的前沿表面氧化皮破裂,PCB前面的锡波无皲褶地被推向前进,这说明整个氧化皮与PCB以同样的速度移动。
1.2焊点是如何成型当PCB进入波峰面前端(A)时基板与引脚被加热,并在未离开波峰面(B)之前整个PCB浸在焊料中,即被焊料所桥联,但在离开波峰尾端的瞬间少量的焊料由于润湿力的作用粘附在焊盘上,并由于表面张力的原因会出现以引线为中心收缩至最小状态。
此时焊料与焊盘之间的润湿力大于两焊盘之间的焊料的内聚力。
因此会形成饱满,圆整的焊点,离开波峰尾部的多余焊料,由于重力的原因回落到锡锅中。
2 造成虚焊的部分原因波峰自动焊接技术,在电子工业中已应用多年,但是对焊点的后期失效仍然是一个令人头疼的问题,它极大地影响着电子产品的质量和信誉。
本文拟根据实践经验作初步研究与探讨。
所谓“焊点的后期失效”,是指表面上看上去焊点质量尚可,不存在“搭焊”、“半点焊”、“拉尖”。
所谓“焊点的后期失效”,是指表面上看上去焊点质量尚可,不存在“搭焊”、“半点焊”、“拉尖”、“露铜”等焊接疵点,在车间生产时,装成的整机并无毛病,但到用户使用一段时间后,由于焊接不良,导电性能差而产生的故障却时有发生,焊端或引脚与焊盘之间有时出现电隔离现象是造成早期返修率高的原因之一,这就是“虚焊”。
波峰焊接不良原因及解决对策讲义波峰焊是让插件PCBA电路板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫'波峰焊',其主要材料是焊锡条。
下面是示意图,展示了波浪状的熔化焊锡从电路板下表面通过,使PCB焊盘与元器件焊脚充分焊接可靠牢固连接在一起。
波峰焊焊接制程有哪些不良?有什么检测方法?造成的原因是什么?又如何改善呢?焊接过程是一个热加工过程,一个优良的焊接效果,需要考虑焊料配方、助焊剂、元件和PCB的匹配、工装设计及过程控制参数等。
一个不好的结果可能有多个原因,接下来介绍一些常见的波峰焊焊接不良、产生原因的分析方法及改善建议。
关系波峰焊品质的特定因素连锡连锡又称桥接是相邻的不应连接在一起的焊点由焊料连在了一起。
这种连接必定会导致电气故障。
连锡的预防要从源头-设计-开始,所以DFM分析尤为重要。
如选用pitch不小于2mm的PTH元件,焊接脚穿出不要超出2mm,铜环的间距不要小于0.5mm,铜环间增加白油,元件长度方向与板在轨道的运行方向一致,等等。
如果元件的pitch过小,铜环的间距过小,建议将焊接脚穿出剪小到0.5mm,同时在托盘适当位置增加拖锡片(钛合金,马口铁镀镍),以降低连锡的的风险。
熔锡温度低,熔锡的流动性就差,会造成连锡;预热温度低,带来焊接时温度不足,也会造成连锡。
所以,适当提高温度,有助于改善连锡不良。
链速要适当。
链速过低可能加速flux的消耗,使得焊料的润湿下降,造成连锡。
更换活性更强的助焊剂有助于减少连锡,因为活性强的助焊剂可以增加润湿性。
冷焊冷焊是由于热量不足等原因造成焊点出现润湿不佳,呈灰色和有褶皱。
此类不良通常是因为热量不足使得焊接时间短,造成焊点灰暗。
适当增加焊接时间、调高预热温度和熔锡温度有助于不良的改善。
如果焊点看似碎裂、不平,大部分原因是元件在焊锡正要冷却形成焊点时振动而造成,这种情况下要注意链爪是否有异常振动。
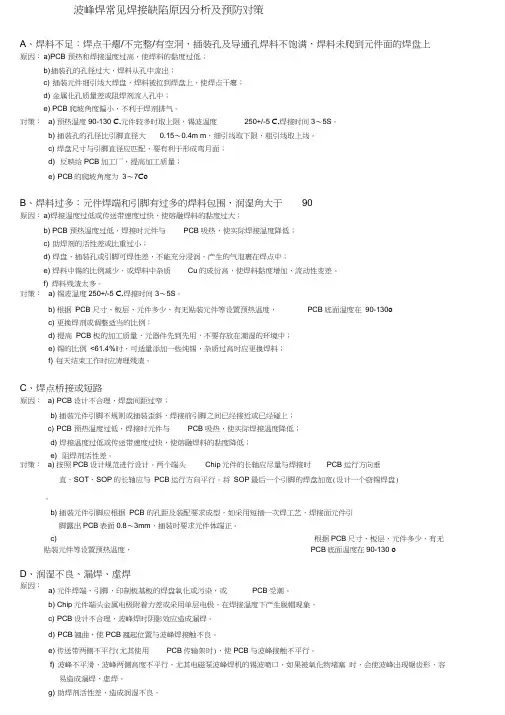
波峰焊常见焊接缺陷原因分析及预防对策A、焊料不足:焊点干瘪/不完整/有空洞,插装孔及导通孔焊料不饱满,焊料未爬到元件面的焊盘上。
原因:a)PCB预热和焊接温度过高,使焊料的黏度过低;b)插装孔的孔径过大,焊料从孔中流出;c) 插装元件细引线大焊盘,焊料被拉到焊盘上,使焊点干瘪;d) 金属化孔质量差或阻焊剂流入孔中;e) PCB爬坡角度偏小,不利于焊剂排气。
对策:a) 预热温度90-130℃,元件较多时取上限,锡波温度250+/-5℃,焊接时间3~5S。
b) 插装孔的孔径比引脚直径大0.15~0.4mm,细引线取下限,粗引线取上线。
c) 焊盘尺寸与引脚直径应匹配,要有利于形成弯月面;d)反映给PCB加工厂,提高加工质量;e) PCB的爬坡角度为3~7℃。
B、焊料过多:元件焊端和引脚有过多的焊料包围,润湿角大于90°。
原因:a)焊接温度过低或传送带速度过快,使熔融焊料的黏度过大;b) PCB预热温度过低,焊接时元件与PCB吸热,使实际焊接温度降低;c) 助焊剂的活性差或比重过小;d) 焊盘、插装孔或引脚可焊性差,不能充分浸润,产生的气泡裹在焊点中;e) 焊料中锡的比例减少,或焊料中杂质Cu的成份高,使焊料黏度增加、流动性变差。
f) 焊料残渣太多。
对策: a) 锡波温度250+/-5℃,焊接时间3~5S。
b) 根据PCB尺寸、板层、元件多少、有无贴装元件等设置预热温度,PCB底面温度在90-130。
c) 更换焊剂或调整适当的比例;d) 提高PCB板的加工质量,元器件先到先用,不要存放在潮湿的环境中;e) 锡的比例<61.4%时,可适量添加一些纯锡,杂质过高时应更换焊料;f) 每天结束工作时应清理残渣。
C、焊点桥接或短路原因: a) PCB设计不合理,焊盘间距过窄;b) 插装元件引脚不规则或插装歪斜,焊接前引脚之间已经接近或已经碰上;c) PCB预热温度过低,焊接时元件与PCB吸热,使实际焊接温度降低;d) 焊接温度过低或传送带速度过快,使熔融焊料的黏度降低;e)阻焊剂活性差。
波峰焊常见焊接缺陷原因分析及预防对策A、焊料不足:焊点干瘪/不完整/有空洞,插装孔及导通孔焊料不饱满,焊料未爬到元件面的焊盘上原因:a) P CB 预热和焊接温度过高,使焊料的黏度过低;b) 插装孔的孔径过大,焊料从孔中流岀;c) 插装元件细引线大焊盘,焊料被拉到焊盘上,使焊点干瘪;d) 金属化孔质量差或阻焊剂流入孔中;e) PCB 爬坡角度偏小,不利于焊剂排气。
对策:a) 预热温度90-130 C,元件较多时取上限,锡波温度250+/-5 C,焊接时间3〜5S。
b) 插装孔的孔径比引脚直径大0.15〜0.4m m,细引线取下限,粗引线取上线。
c) 焊盘尺寸与引脚直径应匹配,要有利于形成弯月面;d) 反映给PCB加工厂,提高加工质量;e) PCB的爬坡角度为3〜7CoB、焊料过多:元件焊端和引脚有过多的焊料包围,润湿角大于90原因:a) 焊接温度过低或传送带速度过快,使熔融焊料的黏度过大;b) PCB 预热温度过低,焊接时元件与PCB 吸热,使实际焊接温度降低;c) 助焊剂的活性差或比重过小;d) 焊盘、插装孔或引脚可焊性差,不能充分浸润,产生的气泡裹在焊点中;e) 焊料中锡的比例减少,或焊料中杂质Cu的成份高,使焊料黏度增加、流动性变差。
f) 焊料残渣太多。
对策:a) 锡波温度250+/-5 C,焊接时间3〜5S。
b) 根据PCB 尺寸、板层、元件多少、有无贴装元件等设置预热温度,PCB 底面温度在90-130oc) 更换焊剂或调整适当的比例;d) 提高PCB 板的加工质量,元器件先到先用,不要存放在潮湿的环境中;e) 锡的比例<61.4%时,可适量添加一些纯锡,杂质过高时应更换焊料;f) 每天结束工作时应清理残渣。
C、焊点桥接或短路原因:a) PCB设计不合理,焊盘间距过窄;b) 插装元件引脚不规则或插装歪斜,焊接前引脚之间已经接近或已经碰上;c) PCB 预热温度过低,焊接时元件与PCB 吸热,使实际焊接温度降低;d) 焊接温度过低或传送带速度过快,使熔融焊料的黏度降低;e) 阻焊剂活性差。
波峰焊接常见不良情况及改进措施波峰焊接是一种常见的电子元器件焊接方法。
在进行波峰焊接过程中,常常会出现一些不良情况。
下面是一些常见的波峰焊接不良情况及相应的改进措施:1.焊接不良焊接不良是最常见的问题之一、主要表现为焊接点明显不良、焊接点形状不规则、焊接点飞溅等。
这种情况可能是由于焊接温度不到位、焊接时间过长、焊接速度过快等原因造成的。
改进措施可以是优化焊接参数,确保温度和时间的准确控制,并进行焊接前的材料准备。
2.焊接过热焊接过热是指焊接温度过高,导致焊接点产生熔化或烧毁。
这种情况可能是由于焊接温度设置过高、焊接时间过长、焊接速度过慢等原因造成的。
改进措施可以是降低焊接温度,缩短焊接时间,并确保焊接速度适中。
3.焊接不牢固焊接不牢固是指焊接点容易脱落或松动。
这种情况可能是由于焊接材料选择不当、焊接技术不熟练等原因造成的。
改进措施可以是选择适当的焊接材料,提高焊接技术,并进行焊接前的材料表面处理。
4.焊接变形焊接变形是指焊接后的零件出现形状偏差或形变。
这种情况可能是由于焊接过程中的热应力导致的。
改进措施可以是优化焊接工艺,采用合适的预热和冷却措施,以减少焊接过程中的热应力。
5.焊接气泡焊接气泡是指焊接点表面出现气泡或孔洞。
这种情况可能是由于焊接前的材料处理不当、焊接速度过快、焊接温度不到位等原因造成的。
改进措施可以是优化焊接前的材料处理工艺,控制焊接速度和温度,并确保焊接材料的质量。
总之,为了避免以上不良情况的发生,可以通过优化焊接参数、提高焊接技术、优化焊接材料等方式来改进焊接质量。
此外,还可以进行焊接前的材料准备、焊接中的温度和时间控制、焊接后的质量检验等措施,以确保焊接质量的稳定性和可靠性。
波峰焊常见缺陷原因和防止措施波峰焊是一种常用的电子组装工艺,主要用于连接电子元件与印刷电路板(PCB)。
在波峰焊过程中,为避免焊接缺陷,需要了解常见的波峰焊缺陷原因和相应的防止措施。
一、焊接缺陷原因1.锡球或电极柱与焊盘无法完全湿润:主要原因有以下几点:-温度过低:焊锡温度过低会导致焊接不良,需要适当提高焊接温度。
-温度不均匀:焊接过程中,焊接区域温度不均匀,需要通过调整加热方式或传递热量的方法来提高温度均匀度。
-氧化:焊接部分氧化会影响焊接质量,需要保持焊接环境干燥、清洁。
2.焊接过度:在波峰焊过程中焊接过度会导致焊点变翘、烧损等问题。
-温度过高:焊接温度过高导致焊点过度烧焦,需要适当降低焊接温度。
-焊接时间过长:焊接时间过长会使焊接物质被加热过度,需要根据具体情况调整焊接时间。
3.金属残留物:金属残留物会影响焊接质量。
-锡渣:焊接过程中产生的锡渣会附着在焊点或焊盘上,形成焊接垫高,需要及时清除锡渣。
-氧化物:焊接过程中,金属表面和焊盘上的氧化物会影响焊接质量,需要保持焊接环境清洁。
二、防止措施1.控制焊接温度:根据焊接物料的具体情况,合理控制焊接温度,避免温度过低或过高导致焊接不良。
同时,需要保证焊接温度均匀分布,避免温度不均匀导致焊接缺陷。
2.提高焊接环境的干燥度和清洁度:保持焊接环境的干燥和清洁,有效防止焊接过程中金属表面和焊盘上的氧化物生成和附着。
同时,及时清除焊接过程中产生的锡渣,避免锡渣堆积影响焊接质量。
3.控制焊接时间:根据具体焊接要求,控制焊接时间,避免焊接时间过长导致焊点过度烧焦。
同时,可以采用预热或加热方式调整焊接时间,提高焊接质量。
4.使用合适的焊接材料:选择合适的焊接材料对于提高焊接质量非常重要。
合适的焊锡材料可以有助于减少焊接缺陷。
5.检查和测试:对焊接后的产品进行检查和测试,及时发现并解决焊接缺陷,确保产品质量。
总之,了解波峰焊常见缺陷原因并采取相应的防止措施是提高焊接质量的关键。
波峰焊工艺中常见缺陷产生原因及防止措施目 录序号缺陷名称页码1 假焊/虚焊 32 桥连 43 填充不良 54 不润湿/润湿不良 65 针孔 76 气孔/焊点空洞 87 冰柱 98 焊旗 109 表面裂纹 1110 焊点剥离 1211 不完全焊点 1312 焊料球 1413 助焊剂残留 1614 白色残留 1715 深色残余物及白色残余物 1816 焊锡网 1917 锡瘟 2018 锡须 2119 冷焊 2220 元件破裂 2321 球状焊点 2422 其它缺陷 25力拓国际(香港)有限公司WWW.LTSMT.COM前 言当问题发生时,首先必须检查的是制造过程的“基本条件”,一般可将它归类为以下三大因素:(1)材料问题这些包括焊锡的化学材料,如助焊剂、油、锡、清洁材料,还有PCB的包覆材料,如防氧化树脂、暂时活永久性的防焊油墨及印刷油墨等。
(2)焊锡润湿性差这涉及所有的焊锡表面,像元件(包括THT及SMT元件)、PCB及电镀通孔都必须被列入考虑。
(3)生产设备偏差这包括机器设备和维修的偏差以及外来的因素、温度、输送带速和角度、还有浸锡的深度等等,都是和机器有直接相关的参数。
除此之外,通风、气压降低和电压的变化等等外来因素也都必须被列入分析的范围之内。
假焊/虚焊定义:虚焊与假焊都是指焊件表面没有充分上锡,焊件之间没有被锡固定住,主要是由于焊件表面没有清除干净或焊剂用得太少所引起的。
假焊是指表面上看焊住了,但实际上并没有焊上,有时用手一拔引线就可以从焊点中拔出。
虚焊是焊点处只有少量的锡焊住,造成接触不良,时通时断。
成因:(1) 元件焊端、引脚、印制板焊盘氧化或污染,或印制板受潮;(2) 片式元件端头金属电极附着力差或采用单层电极,在焊接温度下产生脱帽现象;(3) PCB设计不合理,波峰焊时阴影效应造成漏焊;(4) PCB翘曲使其与波峰接触不良;(5) 传送带两侧不平行,使PCB与波峰接触不平行;(6) 波峰不平滑,波峰两侧高度不平行,尤其电磁泵波峰焊机的锡波喷口如果被氧化物堵塞时,会使波峰出现锯齿形,容易造成漏焊、虚焊;(7) 助焊剂活性差,造成润湿不良;(8) PCB预热温度太高,使助焊剂碳化失去活性,造成润湿不良。
波峰焊工艺中常见缺陷产生原因与措施波峰焊工艺是电子产品组装中常用的一种焊接方式,该工艺可以在短时间内同时完成多个焊点的连接,提高生产效率。
然而,在实际操作中,也会出现一些常见的焊接缺陷,本文将分析这些缺陷的产生原因,并提出相应的措施。
1. 波峰焊接头露锡原因:可能是焊接温度过高,导致锡液过度流动,无法完全润湿焊盘;或者焊接时间过长,使锡液过渡流动。
措施:检查和调整焊接温度和时间,确保合适的焊接参数;适当增加焊接流量,提高焊点的润湿性。
2. 波峰焊导致的连焊现象原因:焊盘间距太小,焊接流量过大,导致几个焊盘之间的锡液相连。
措施:增加焊盘间距,使锡液在焊盘上形成独立的焊接点,减少焊接流量,避免挤压锡液。
3. 波峰焊接过度原因:焊接时间过长或焊接温度过高,导致焊盘上的锡液过度融化。
措施:调整焊接时间和温度到合适的范围,避免过度焊接。
4. 波峰焊接不良原因:可能是材料附着物、氧化物或污染物阻碍了锡液的润湿性,或者焊接流量不足。
措施:清洁和预处理焊盘表面,确保无杂质;增加焊接流量,提高锡液的润湿性。
5. 波峰焊接点不牢固原因:焊接前焊盘表面没有完全清洁,导致焊点粘结力不够。
措施:在焊接前彻底清洁焊盘表面,确保焊点与焊盘之间的良好粘贴。
综上所述,波峰焊工艺中常见的缺陷产生原因多样,但大多可以通过调整焊接参数、清洁焊盘表面以及增加焊接流量等措施来解决。
在实际操作中,焊接人员应根据具体情况进行调整和改进,确保焊接质量和效率的提高。
波峰焊工艺是一种高效、快速的电子产品组装焊接方式,广泛应用于电子制造行业。
然而,在实际操作中,不可避免地会出现一些常见的焊接缺陷,影响产品的质量和稳定性。
下面将进一步探讨波峰焊工艺中常见缺陷的产生原因以及相应的措施。
6. 波峰焊接头焊盘开裂原因:焊接过程中,焊接头受到过度热应力,导致焊盘开裂。
措施:焊盘设计和材料选择要符合相关标准,确保其能够承受所需的热应力;调整焊接参数,避免过度热应力的产生;使用合适的焊接头形状和尺寸,均匀分布焊接热量。
虚焊的原因及预防措施虚焊是指焊接完成后,焊缝内的材料形成的全晶体或细粒数量少于应有的,从而导致焊缝成形不良,特性受影响的现象。
虚焊不仅会影响焊缝外观,也会导致焊缝强度太低,加厚焊缝不够,储存能力下降,容易发生变形、开裂。
虚焊的原因有以下几点:1、焊材本身不质量稳定性差,具有多种合金成分的材料熔化温度和合金组成不一致,可能会容易引起虚焊。
2、静电放电可能导致钨丝头部因融化而闪烁。
从而影响焊点的滴焊形成。
3、焊枪的螺距过大或螺距不一致,会使焊接角度不工作,从而影响滴焊的形成。
4、焊枪把手力矩小、摩擦力大,可能使焊枪转动不稳定,从而影响熔滴射流特性。
5、焊丝表面不平整,线段不一致,会影响熔滴的生成,影响焊接品质。
6、钨丝接触面污染,空气中存在尘埃或油污,也可能造成空气电弧和熔滴的破裂,从而影响焊点的形成,引起虚焊。
为了防止或减少虚焊的发生,应采取以下措施:1、保证焊接材料的质量,特别是两种金属材料的相容性,以确保焊接材料的均质性,使其熔化温度和合金组成一致。
2、控制焊接电源的工作条件,包括电流、电压、焊接速度、焊接把手等。
此外,为保证焊接角度的一致性,须使用专门的焊枪,旋转方向一致,把手力矩适当。
3、严格控制钨丝的接触面,避免污染,尽量减小摩擦力,防止积灰导致的空气电弧产生。
4、严格执行焊接规范,确定焊接厚度和宽度,控制焊丝和螺距的大小,保证焊接品质。
5、建立良好的焊接技术管理和质量控制,组织定期检查和维护,及时发现、消除焊接质量问题,以防止虚焊出现。
虚焊是由多种因素引起的,一旦出现虚焊,将影响焊接质量,甚至导致事故发生。
因此,必须采取有效的预防措施,确保焊接质量和安全性。
波峰焊常见焊接缺陷原因分析与对策波峰焊是一种常见的电子焊接技术,常用于电子零件的连接,具有高效、高质量的特点。
然而,波峰焊在实际应用中仍然存在一些焊接缺陷,如焊接不良、焊接强度不够等问题。
这些缺陷会对电子产品的性能和可靠性产生严重的影响。
因此,分析波峰焊常见的焊接缺陷原因,并提出相应的对策,对于提高波峰焊质量非常重要。
1.焊接引脚位置不准确:焊接引脚位置不准确可能会导致焊接过程中引脚错位,使焊接点不良。
对策:在焊接前需要进行精确定位和固定,确保焊接引脚位置准确。
2.焊接温度不合适:焊接温度过高或过低都会导致焊接点质量不良。
对策:根据所焊接的零件类型和要求,设置合适的焊接温度,提前进行试焊以确定最佳温度。
3.焊锡量不足:焊锡量不足可能导致焊接点与引脚之间没有充分的接触面积,从而影响焊接点的质量。
对策:通过调整焊锡量,确保焊接点有足够的焊锡,提高焊接点的质量。
1.焊接点过小:焊接点过小会导致焊点强度不够,容易产生断裂。
对策:选用适当的焊接点尺寸,加大焊接点的面积,提高焊点的强度。
2.焊接点形状不规整:焊接点形状不规整会导致焊接点强度不够,容易出现断裂。
对策:在焊接前加工焊接点,保持焊接点的形状规整,提高焊接点的强度。
3.焊接点与引脚之间的间隙较大:焊接点与引脚之间的间隙过大会导致焊接点质量不良,强度不够。
对策:在焊接前要对引脚进行清洁和调整,保持合适的引脚间隙,确保焊接点的强度。
1.焊接温度不合适:焊接温度过高会导致引脚变形,影响焊接点质量。
对策:根据所焊接的零件类型和要求,设置合适的焊接温度,确保引脚不会因过高温度而变形。
2.焊接力度不均匀:焊接力度不均匀会导致引脚变形,影响焊接点质量。
对策:在焊接过程中,均匀施加焊接力度,确保引脚受力均匀,避免引脚变形。
3.引脚设计不合理:引脚设计不合理可能会导致焊接过程中引脚变形。
对策:在设计阶段,合理设计引脚的形状和尺寸,减少引脚变形的可能性。
综上所述,对于波峰焊常见的焊接缺陷,我们可以采取相应的对策来解决。
波峰焊漏焊的原因和对策波峰焊漏焊是电子制造过程中常见的焊接缺陷之一,它会导致焊点质量下降,影响产品的可靠性和稳定性。
本文将从原因和对策两个方面来探讨波峰焊漏焊的问题。
一、波峰焊漏焊的原因波峰焊漏焊的原因是多方面的,以下是一些常见的原因:1. 焊接参数不合适:焊接过程中,波峰焊机的温度、时间、速度等参数设置不当,导致焊接不完全或者焊点不牢固。
2. 焊接材料质量差:焊接材料的质量直接影响焊接结果,如果使用的焊锡丝或焊盘质量不合格,就容易出现漏焊现象。
3. 焊接表面处理不当:焊接前,如果没有对焊接表面进行适当的处理,比如清洁、除氧等,会导致焊接不良。
4. 焊接设备故障:波峰焊机本身的故障,比如温度控制不准确、波峰高度不稳定等,也会导致焊接漏焊现象。
二、波峰焊漏焊的对策为了解决波峰焊漏焊问题,可以采取以下对策:1. 优化焊接参数:根据实际情况,合理设置波峰焊机的参数,包括温度、时间、速度等,确保焊接过程稳定可靠。
2. 选择合适的焊接材料:选用质量可靠的焊锡丝和焊盘,确保焊接材料的可靠性和稳定性。
3. 做好焊接表面处理:在焊接前,要对焊接表面进行适当的处理,比如清洁、除氧等,确保焊接表面的清洁度和活性。
4. 定期维护检修焊接设备:定期对波峰焊机进行维护和检修,确保设备的正常运行,避免设备故障对焊接质量造成影响。
5. 引入自动化控制技术:通过引入自动化控制技术,比如机器视觉检测、自动调节焊接参数等,可以提高焊接的准确性和稳定性,减少漏焊的发生。
6. 加强质量管理:建立完善的质量管理体系,加强对焊接过程的监控和控制,及时发现和解决焊接漏焊问题。
7. 培训提升操作技能:对焊接操作人员进行培训,提升其焊接技能和质量意识,减少焊接失误和漏焊的发生。
总结:波峰焊漏焊是电子制造过程中常见的问题,影响产品的质量和可靠性。
通过优化焊接参数、选择合适的焊接材料、做好焊接表面处理、定期维护检修焊接设备、引入自动化控制技术、加强质量管理和培训提升操作技能等对策,可以有效预防和解决波峰焊漏焊问题,提高焊接质量和产品可靠性。
波峰焊虚焊的因素和预防
波峰焊接中的虚焊现象是波峰焊接中的一种常见的不良现象,下面科隆威为大家讲解一下虚焊的成因和预防:
一、波峰焊接虚焊的形成原因
1、机体金属表面不洁净,表面氧化或者是被赃物、油脂、手汗渍等污染导致表面可焊性差甚至不可焊;
2、外购的线路板、元器件等可焊锡性不合格,进入库房前未进行严格的入库验收试验;
3、库存环境不良、库存期太长;
4、焊锡炉里的温度过高,导致焊锡料与母材表面加速氧化而造成表面对液态焊锡料的附着力减小。
而且高温还腐蚀了母材的粗糙表面,使毛细作用下降,漫流性变差。
二、对波峰焊接虚焊的预防
1、严格把外协、外购件入库验收关。
必须把可焊性不良的线路板和元件拒收,因此必须严格执行入库验收手续;
2、所有的线路板和元件必须在恒温、恒湿、空气质量好、无腐蚀性气体和无油污的环境中储存;
3、所有元件和线路板必须实行先进先出的原则,避免造成元件或线路板因库存过长导致可焊性变差,一般库存期越短越好;
4、对超过库存期的线路板和元件要进行可焊性测试合格后方可继续装机使用;
5、线路板在进行插件焊接操作过程中人员应穿戴防静电衣、鞋和手套,并保持其洁净,任何与焊接表面接触的东西要必须保证是洁净的;
6、要对焊接表面保持洁净并且酌情使用活性较强的助焊剂。